Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость.
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.

При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
- Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.
Подготовка деталей и сборка точечной сварки
Стандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.

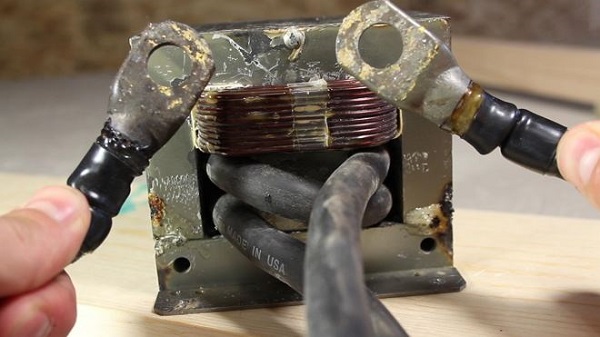
При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации.
Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку.
Следует обратить внимание на заземление обеих обмоток. Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.

Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.

В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Емкость конденсаторов, установленных в инверторе, может быть недостаточной для нормальной работы. Поэтому в случае необходимости они заменяются другими деталями, наиболее подходящими по своим параметрам. Далее выполняется ступенчатая регулировка тока, на точность которой влияют технические характеристики вторичной обмотки. Путем таких регулировок можно создать оборудование, способное работать в различных режимах.
Точечная сварка своими руками из сварочного аппарата – это совсем не миф. Сделать подобный аппарат под силу каждому, все, что нужно для этого нужно – терпение, старая, либо дешевая китайская сварка, и ровные руки. Итак, опишем о общих чертах принцип изготовления данного прибора.
Первым делом, следует разобрать сварочный аппарат. Теперь, тестером определяем количество витков, требуемое на 1 В. Для этого, следует намотать медную изолированную проволоку в несколько витков поверх первичной обмотки, после чего замерять напряжение и разделить на число витков.
 Теперь следует заняться изготовлением шины из вторичной обмотки, которая была смотана с инвертора.
Теперь следует заняться изготовлением шины из вторичной обмотки, которая была смотана с инвертора.
Нужно замерить длину, скорее всего, снятая намотка сложенная в четверо, даст 5-6 В, и будет около 200-250 мм2 в толщину. Рубим шину на четыре куска, и соединяем матерчатой изоляционной лентой.
Намотка двух шин, потребует около 7-ми мотков изоляционной ленты и рулон скотча. Изоляция делается в тремя слоями: сначала изолентой потом скотчем и снова изолентой.
С намоткой шин поверх трансформатора придется повозится, в некоторых моментах, для этого даже удобно пользоваться молотком.
Плотная намотка поверх первичной обмотки не получится, однако, беспокоиться по этому поводу не стоит, это не играет особого значения.
Далее, может случиться небольшая загвоздка – мощноть может быть недостаточной. Решение этой задачи можно найти только путем подбора, так как теоретические знания тут не сильно помогут, теория – это одно, а практика – совсем другое.
 Важный момент, перед началом экспериментов, на кабель питания следует поставить полуавтоматический выключатель на 16А, в противном случае вы рискуете сжечь проводку.
Важный момент, перед началом экспериментов, на кабель питания следует поставить полуавтоматический выключатель на 16А, в противном случае вы рискуете сжечь проводку.
Ну вот, в принципе, и все. Далее следует все это грамотно собрать в кучу, снабдить недостающей периферией и закрыть коробом.
Споттер является довольно полезным устройством, помогающим значительно повысить эффективность и скорость работ при кузовном ремонте автомобилей. Но данный агрегат имеет достаточно высокую стоимость при простоте конструкции. Поэтому многие мастера предпочитают сделать споттер из старого трансформатора или из сварочного аппарата своими руками.
Назначение споттера
При кузовном ремонте автомобиля часто возникает необходимость убирать вмятины, например, после аварии. Для этого применяются различные способы: вытягивание вмятин присосками, выравнивание ударами молотка с обратной стороны детали и т.д. В последнем случае деталь нужно демонтировать для устранения дефекта.
Значительно ускорить и упростить процесс выравнивания деталей авто позволяет применение споттера. Данный агрегат – это своего рода точечная контактная сварка, с помощью которой можно приваривать к поврежденным местам кузова автомобиля шайбы, шпильки, болты, крючки и другие крепежные элементы. В дальнейшем за них зацепляются различные инструменты для выравнивания вмятин.

Также споттер может применяться для пайки, разогрева, закалки и осадки выравниваемых поверхностей.
Устройство и принцип работы споттера
Споттер состоит из следующих элементов:
- сварочного аппарата, который может быть трансформаторного или инверторного типа;
- кабелей (силового кабеля и кабеля массы);
- сварочного пистолета (стаддера);
- электрода с инерционным молотком.

При нажатии кнопки на стаддере на него начинает поступать ток. В зависимости от выбранного режима подача тока может быть постоянной или в виде одного короткого импульса. Далее, ток поступает на электрод, который может иметь наконечники разной формы.
Аппарат работает по следующему принципу.
- Место на кузове автомобиля, которое требуется выровнять, зачищается от краски. Также следует зачистить небольшой участок для подсоединения кабеля массы.
- К электроду споттера прикрепляется какой-либо крепежный элемент, например, шайба, и приваривается к месту рихтовки.
- За шайбу цепляется инструмент для выравнивания, после чего вмятина вытягивается.
Вытягивание вмятин можно проводить и без приваривания крепежных элементов. В таком случае на электрод с инерционным молотком требуется установить заостренный наконечник. Электрод прикладывается к нужному месту детали, и наконечник приваривается к ней коротким разрядом тока. Далее, не отрывая электрода от детали, проводят удары молотком в обратном от наконечника направлении, тем самым вытягивая вмятину (по алюминию использовать обратный молоток нельзя). После устранения дефекта приваренный конец электрода легко отламывается.
Как и из чего сделать споттер
Трансформатор для споттера заметно отличается от классического сварочного трансформатора. При дуговой сварке металл разогревается электрической дугой, а при точечной тепло выделяется за счет переходного сопротивления на участке электрод-металл. Это происходит при дуговой сварке, если, например, установлен неправильный режим работы на агрегате. В таком случае электрод прикипает металлу, что может вызвать поломку аппарата.
Чтобы этого не происходило, точечная сварка проводится в импульсном режиме подачи тока (до 1 секунды). А поскольку для точечной сварки не требуется горение дуги, то напряжение в споттере должно быть минимальным (около 6 В), а сила тока – высокой (не менее 1000 А).
Из сварочного аппарата
Делать данный агрегат из инвертора нецелесообразно хотя бы из-за того, что для точечной сварки не требуется постоянный ток. К тому же придется переделывать трансформатор, чтобы добиться высоких показателей тока. С таким успехом можно сделать агрегат для точечной сварки с нуля. Если имеется инверторный аппарат, то лучше его использовать по назначению, а для споттера приспособить обычный трансформаторный сварочник.
Что касается полуавтоматов, то все универсальные модели данных агрегатов уже имеют функцию импульсной сварки, и переделка их не потребуется. Но если имеется в наличии сломанный, обычный полуавтомат, то в нем потребуется переделывать трансформатор.

Сварочный полуавтомат Aurora
Переделка трансформатора заключается в удалении вторичной обмотки и наматывании новой. Для споттера требуется ток сварки от 1000 А. Если при расчетах исходить из того, что плотность тока составляет 8 А на 1 мм 2 , то его сечение должно быть около 120 мм 2 . Но наматывать провод такого сечения довольно сложно. Поэтому можно взять шину с меньшим сечением, например, 80 мм 2 , если аппарат не будет использоваться в слишком интенсивном режиме.
Для определения количества витков сделайте следующее.
- Намотайте на магнитопровод любой проводник, покрытый изоляцией. Будет достаточно 10 витков.
- Подключите первичную обмотку к сети, а на импровизированной вторичке измерьте напряжение.
- Полученный результат нужно разделить на количество витков, то есть на 10. В итоге вы получите значение, которое определяет количество витков для получения 1 В напряжения. Но так как для споттера требуется напряжение 6 В, то умножив полученное значение, можно узнать количество витков.
Исходя из того, какого диаметра получится провод с необходимым сечением, можно определиться, войдет ли данная обмотка в свободное пространство между первичной и вторичной обмоткой трансформатора (еще не снятой). Если пространства будет достаточно, то вторичку можно не удалять из магнитопровода, а новую обмотку намотать поверх нее. В таком случае сварочник можно использовать и для электродуговой сварки, и для точечной.

Модифицированный трансформатор – это не единственная деталь, которая требуется для того, чтобы сделать споттер из сварочного аппарата. К нему нужно еще добавить электронный блок управления разрядом и небольшой трансформатор для обеспечения модуля питанием. Ниже приведена схема блока, управляющего споттером.
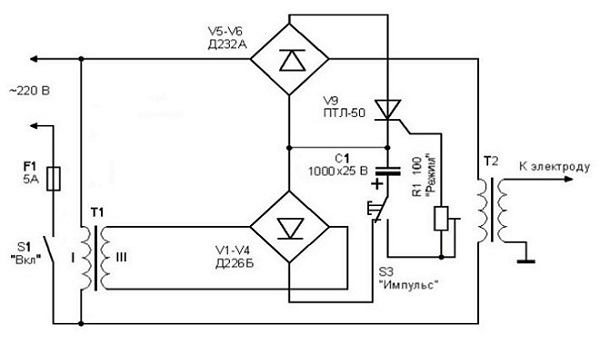
Данная схема работает следующим образом.
- При замыкании цепи выключателем S1 начинает подаваться ток на первичку трансформатора Т1.
- Далее, начинает заряжаться конденсатор. Он подключен через замкнутый контакт переключателя к диодному мосту.
- Выходной трансформатор Т2 будет обесточен до тех пор, пока не будет нажата кнопка переключателя S После этого напряжение с конденсатора через переменный резистор поступит на управляющий электрод тиристора. Далее, напряжение поступит на первичку выходного трансформатора, после чего на его вторичной обмотке возникнет импульс с необходимой для сварки силой тока.
- После разрядки конденсатора модуль переходит в первоначальное состояние. Для повтора импульса необходимо снова нажать на переключатель.
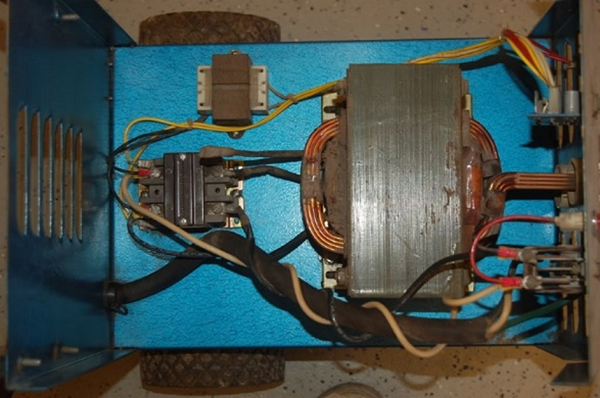
После того, как блок управления будет готов, все комплектующие размещаются в пластиковом или металлическом корпусе.
Из аккумулятора
Данный аппарат, изготовленный из аккумулятора на 12 В, является мобильным и может работать независимо от наличия электросети. Для изготовления агрегата потребуются следующие компоненты.
- Стандартная АКБ на 12 В и 75 А/ч и выше.
- Втягивающее реле. Можно использовать реле от стартера автомобиля. Желательно, чтобы оно было разборным, для проведения периодической чистки контактов внутри него.

- Кнопка пуска.
- Кабели с клеммами и сварочный пистолет.
Сборка аппарата проводится по схеме, приведенной ниже:
- к минусовой клемме батареи подсоединяется кабель массы, который должен контактировать с деталью, приготовленной для ремонта;
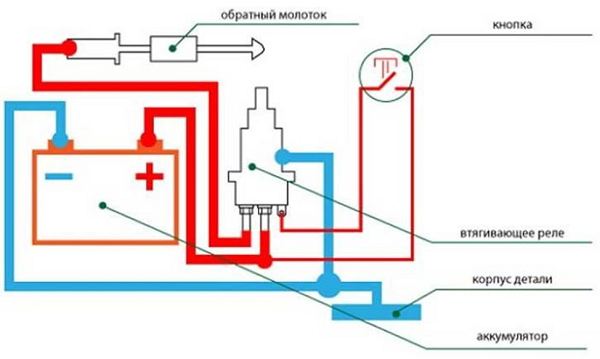
- к плюсовой клемме АКБ подсоединяется первый контакт реле;
- ко второму контакту реле подсоединяется кабель, идущий к сварочному пистолету;
- между первым и третьим (подсоединенным к плюсу батареи) контактом реле устанавливается пусковая кнопка;
- втягивающее реле должно быть подключено к массе.
Сечение кабелей должно быть около 100 мм 2 , а их длина – не более 1,5 м. Единственный недостаток данного аппарата в том, что батарея быстро садится, и требуется время на ее зарядку.
Из микроволновки
Чтобы изготовить аппарат, потребуется трансформатор, извлеченный из микроволновки. Но для надежности будет лучше, если использовать две катушки. Из каждого трансформатора следует удалить вторичную обмотку и вместо нее намотать пару витков кабелем с сечением не менее 50 мм 2 .
Первичные обмотки обоих трансформаторов соединяются параллельно. Далее, к схеме подключается модуль управления споттером, который рассматривался выше. Также можно упростить конструкцию споттера, если в схему включить реле времени и втягивающее реле от автомобиля. Как это делается, можно узнать их этого видео.
Важно! Несмотря на низкое напряжение — 6 В и меньше, получаемая на выходе из трансформатора сила тока имеет огромные значения, около 1000 А, что представляет большую опасность для жизни человека. Поэтому обе обмотки трансформатора должны быть заземлены.
Сварочный пистолет
Для изготовления сварочной рукояти никакие чертежи не потребуются. Лучше всего для этой цели подходит корпус от клеевого пистолета. Также потребуется медный прут диаметром около 20 мм.

На одной стороне прута необходимо нарезать резьбу (М14х1,5). На нее будут накручиваться различные насадки для сварки. На другой стороне сверлится отверстие и нарезается внутренняя резьба М8. К этом месту будет крепиться кабель. Также на детали следует сделать несколько проточек, чтобы она лучше фиксировалась внутри корпуса.

Далее, деталь устанавливается в корпусе.


Остается лишь найти подходящую кнопу, расположить в корпусе и подсоединить ее к электрической схеме аппарата.