Copyright ©2006 Davydov А.V.
В машиностроении наибольшее распространение получили метрические крепежные резьбы. ГОСТ 9150-81 (СТ СЭВ 180-75) нормирует их профиль, который представляет собой равносторонний треугольник с углом α при вершине 60 0 и исходной высотой H (рисунок 85). Номинальный профиль, общий для наружной (болта) и внутренней резьбы (гайка), получается путем среза вершин витков по наружному диаметру на H/8 и по внутреннему диаметру H/4.
Основными параметрами профиля метрической резьбы являются:
H- высота исходного равностороннего треугольника;
Н1 – рабочая высота профиля
d = D – номинальные значения наружных диаметров болта и гайки;
d1 = D1 – номинальные значения внутренних диаметров болта и гайки;
d2 = D2– номинальные значения средних диаметров болта и гайки;
d3 – величина внутреннего диаметра по дну впадин;
α- угол профиля резьбы (α = 60 0 );
P – шаг резьбы (Pn = P × n – ход многозаходных резьб; n -число заходов);
R – радиус скругления дна впадины резьбы болта;[1]
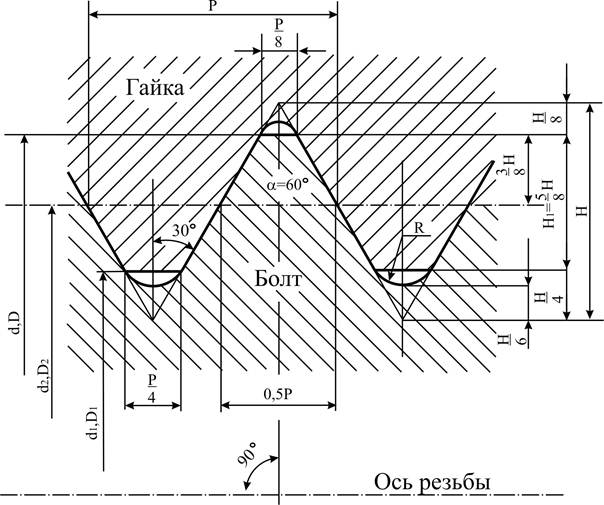
Рисунок 85 – Номинальный профиль метрической резьбы
За номинальный диаметр метрической резьбы условно принимают ее наружный диаметр. Номинальный размер указывается в обозначении после буквы М. Например М10, М32 и т.д. Установлено три ряда номинальных значений метрических резьб в интервале от 0,25 до 600.
Средний диаметр является основным и представляет собой диаметр воображаемого, соосного с резьбой круглого цилиндра, каждая образующая которого пересекает профиль так, что ее отрезки, образованные при пересечении с канавкой, равны половине нормального шага P.
Шаг резьбы P есть расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы (ГОСТ 11708 82). Метрическая резьба для диаметров от 1 до 68 мм предусматривает набор шагов. Наибольший из этого набора называют крупный шаг, а остальные – мелкие. Резьбы с диаметрами свыше 68 мм до 600 мм имеют только мелкие шаги и назначаются в тонкостенных деталях ограниченной длиной свинчивания для повышения прочности в условиях толчкообразных и вибрационных нагрузок.
Величина мелкого шага указывается после номинала. Например: М10×1. Величина крупного шага не указывается.
Угол профиля α – угол между смежными боковыми сторонами резьбы в плоскости осевого сечения.
Номинальные размеры метрической резьбы указываются на чертежах по следующей схеме:
М ×
– числовая величина номинального диаметра;
– числовое значение шага
– условное обозначение направления витков; левые резьбы обозначаются буквами LH, а для правых обозначение – отсутствует.
Для многозаходных метрических резьб после номинального диаметра указывается величина хода, а затем в скобках – величина шага (М 24 × 3 (Р1) – трехзаходная метрическая резьба).
17.3 Взаимозаменяемость крепежных метрических резьб.
Взаимозаменяемость метрической резьбы определяется двумя факторами:
а) способностью свинчиваться на заданной длине свинчивания l;
б) обеспечением при этом необходимой прочности соединения.
Основным параметром, влияющим на взаимозаменяемость резьб является боковой зазор. Он представляет собой разность между средними диаметрами резьбы гайки и болта.
 ,
,
т.е. боковой зазор определяется как разность средних диаметров по перпендикуляру к оси резьбы.
Чем больше боковой зазор, тем выше способность резьбы к свинчиванию, но тем меньше прочность резьбового соединения.
На способность деталей свинчиваться существенное влияние оказывает погрешность шага резьбы и угла профиля.
Предположим, что болт имеет теоретически точный профиль с шагом P. Гайка имеет шаг Pг
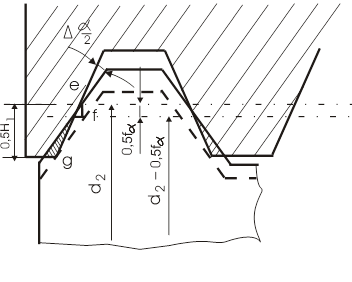
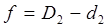
Рисунок 87 – Диаметральная компенсация погрешностей угла профиля
Обе погрешности – шага p и угла профиля a могут быть компенсированы. Рассмотрим участок резьбовой пары с посадкой  вблизи среднего диаметра и поставим вопрос, будет ли свинчиваться эта резьбовая пара, если средний диаметр болта выполнен по наибольшему предельному размеру, а гайки по наименьшему, т.е. эти диаметры равны. При изготовлении, как болт, так и гайка имеют какие–то погрешности шага резьбы и угла профиля, поэтому ответ на поставленный вопрос – отрицательный. Чтобы в рассмотренном примере не допустить подъема профиля резьбы болта выше номинального профиля гайки ниже номинального, необходимо, очевидно, произвести для болта некоторое искусственное занижение его, а для гайки – завышение. Эти занижение и завышение, так называемые диаметральные компенсации, призваны скомпенсировать отклонения половины угла профиля и шага. Поэтому принято различать два понятия: собственно средний диаметр, т.е. диаметр без рассмотренных погрешностей, и приведенный средний диаметр, учитывающий отклонения. Приведенный средний диаметр болта равен
вблизи среднего диаметра и поставим вопрос, будет ли свинчиваться эта резьбовая пара, если средний диаметр болта выполнен по наибольшему предельному размеру, а гайки по наименьшему, т.е. эти диаметры равны. При изготовлении, как болт, так и гайка имеют какие–то погрешности шага резьбы и угла профиля, поэтому ответ на поставленный вопрос – отрицательный. Чтобы в рассмотренном примере не допустить подъема профиля резьбы болта выше номинального профиля гайки ниже номинального, необходимо, очевидно, произвести для болта некоторое искусственное занижение его, а для гайки – завышение. Эти занижение и завышение, так называемые диаметральные компенсации, призваны скомпенсировать отклонения половины угла профиля и шага. Поэтому принято различать два понятия: собственно средний диаметр, т.е. диаметр без рассмотренных погрешностей, и приведенный средний диаметр, учитывающий отклонения. Приведенный средний диаметр болта равен
 ,
,
где  и
и  – компенсационные зазоры болта.
– компенсационные зазоры болта.
 ,
,
где  и
и  – компенсационные зазоры гайки.
– компенсационные зазоры гайки.
Несмотря на то, что погрешности шага и угла профиля существенно влияют на свинчивание резьбы, они не нормируются и их контроль при изготовлении резьбы не предусматриваются (кроме резьб с натягом и резьб переходных посадок).
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Только сон приблежает студента к концу лекции. А чужой храп его отдаляет. 8588 –  | 7405 –
| 7405 –  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Резьба используется для уплотнения, крепления деталей за счет повышения площади соприкосновения, а также для передачи движения. Крепления с метрической резьбой универсальны, просты в демонтаже и способны выдерживать большие напряжения. Метрическая резьба отличается треугольным равносторонним профилем, где углы при вершинах составляют 60º. Существуют и другие виды резьб, с неравноценными углами треугольника.

Различают метрическую резьбу по техническим параметрам: диаметрам и шагам, высоте, длине ввинчивания, количествам заходов. Точные данные позволяют обеспечить надежность крепления.
Основные параметры
Каждая резьба имеет точные геометрические параметры. Для метрической характерен треугольный профиль резьбы, который также называют крепежным. Его используют для деталей, соединяемых между собой свинчиванием. Размер профиля определяется его высотой.
Высота профиля (Н) – это отрезок от основания до вершины равностороннего треугольника, который образуется при поперечном разрезе витка. Выступы и впадины выполняют в виде треугольников со срезанными вершинами. В некоторых случаях впадины закругленные.
Если стороны каждого витка мысленно продлить до точки их пересечения, то они сформируют угол профиля (α).

Основные параметры, указанные в обозначениях метрической резьбы, характеризуют ее размер. К ним относятся диаметр и шаг.В обозначениях метрической резьбы указывают основные параметры.
Диаметр резьбы делят на 4 вида:
Такие параметры резьбы, как ход (Рh) и шаг (Р), взаимозависимы и равны для однозаходной системы.

Ход и шаг резьбы
Участок, разделяющий одноименные точки на двух витках, — это шаг резьбы. Выделяют основной шаг (крупный) и мелкий.
Ход резьбы – отрезок, соединяющий две одинаковые точки на соседних витках одного захода. В случае, когда заходов несколько, ход выражают через произведение числа шагов на количество заходов.
К основным элементам резьбы также относятся:
- Поверхность под наклоном 45º перед внутренней или за наружной, называется фаской. Она играет роль в соединении элементов.
- Сбег – место перехода к не нарезанной поверхности детали. Объединяет эти два показателя длина, то есть отрезок с витками, фаской и сбегом.
Для резьбы метрической основные размеры сведены в таблицы соответствующих стандартов: ГОСТ 9150-2002, ГОСТ 8724-2002, ГОСТ 24705-2004.
О возможных конструкционных отклонениях, вызванных свойствами материалов, сообщают поля допусков, со значениями, не превышающими номинальный профиль, сформированный максимумом материала. Эти показатели влияют на точность посадки резьбы – плотность проникновения выступов в зазоры.
Поля допусков резьбы делят на три класса точности. А также на 4 вида по предпочтительности по выбору.
Диаметр резьбы
Условный параметр, которым обозначают резьбу на чертежах и в справочных таблицах, называют номинальным диаметром.
Если вокруг выступов наружной резьбы и впадин внутренней описать воображаемый цилиндр, то его диаметр будет называться наружным. А обозначение на чертежах: D – для внутренней; d – для наружной.
Внутренний диаметр представляет собой размер вписанного цилиндра в углубления наружной резьбы и по точкам вершин внутренней, обозначается: D1 и d1 для внутренней и наружной соответственно.
Средний диаметр – параметр воображаемого цилиндра, у которого отрезки равны ½ шага резьбы. Обозначается: D2 и d2.
Величину внутреннего диаметра болта используют для расчетов напряжения в креплении. Его значение можно взять из таблицы с диаметрами, либо рассчитать самостоятельно, исходя из номинального.
Шаг резьбы
Шаг также можно узнать из таблицы резьб либо из маркировки. Резьбы могут иметь основной шаг, также называемый крупным, и мелкий. Зависит от диаметра изделия.
Если он более 68 мм, то для такой поверхности используются только мелкие, различных значений. Наличие диаметра до указанного значения позволяет изготавливать резьбы как с крупным шагом, так и с мелким.
Каждый диаметр имеет свой крупный шаг, который не указывают в маркировке.
При креплении деталей важно знать шаг, иначе, оно потеряет прочность. Определить шаг можно инструментальными или сравнительными способами, такими как:
- измерить резьбовым калибром;
- сравнить, сопоставив резьбу разных деталей между собой;
- попробовать ввинтить наружную резьбу во внутреннюю, при этом не должно наблюдаться сопротивление;
- измерить штангенциркулем ход в миллиметрах и разделить полученное значение на количество заходов.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
О надежности соединения, где колебания внутри него сведены к минимуму, говорит первый или точный класс допусков. Наиболее распространенный – второй (средний) класс. О большом отклонении свидетельствует третий (грубый) класс.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.

Поля допусков наружной резьбы

Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя.
Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.

Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.

Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.

Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.
Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
- Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
- Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
- Ссылки на нормативы.
- Определения.
- Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
- Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.

Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Таблица болтов с шагом резьбы для болтов, гаек, винтов и резьбовых шпилек.
Как определить размер резьбы без резьбомера, читайте в нашей специальной статье.
Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм
Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм
Буква "М" около диаметра резьбы дает нам знать, что резьба метрическая, т.е. не дюймовая, а именно метрическая
 Метрический шаг резьбы – расстояние в миллиметрах между двумя идентичными точками, расположенными на одноименных боковых соседних витках профиля. Измеряется параллельно оси резьбы. Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов. В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
Метрический шаг резьбы – расстояние в миллиметрах между двумя идентичными точками, расположенными на одноименных боковых соседних витках профиля. Измеряется параллельно оси резьбы. Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов. В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
В соответствии с нормативным документом предприятиями-производителями может выпускаться крепеж с 2-мя типами шагов метрической резьбы – мелким и крупным. Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы. Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм – крупный и мелкий, от 72 мм до 600 мм – только мелкий.
Выбираем параметры
Как правильно выбрать метизы, с какими параметрами? Основной шаг резьбы для метизных изделий, используемых на территории РФ – метрический крупный. Практически весь строительный крепеж с крупным шагом резьбы. Он продается продается повсеместно в метизных магазинах и компаниях и является рекомендуемым к применению. Резьбовые метизы с мелким шагом в основном используют в точках крепления, подверженных вибрационным, динамическим знакопеременным нагрузкам. Например, гайки и болты с мелким шагом резьбы крепят колесные диски к ступице. Крепеж с мелкой резьбой высоко востребован в автомобиле-, судо-, станко- и авиастроении.
Шаг резьбы в маркировке крепежа
Соответственно ГОСТ 8724-2002 обозначение крупного шага резьбы в маркировке опускается, а размер мелкого указывается.
М16 – резьба метрическая (знак “М”) с номинальным диаметром 16 мм и крупным шагом (крупный шаг резьбы болта, гайки, шпильки, винта 2,0 мм);
М16 х 1 – резьба метрическая (знак “М”) с номинальным диаметром 16 мм и мелким шагом 1,0 мм.
Обозначение шагов резьбы гаек, штанг, болтов, винтов идентично, независимо от того, внутренняя или наружная.
Полное обозначение резьбы включает:
- М – метрическая;
- номинальный диаметр;
- размер шага в миллиметрах (крупный опускается);
- направление – для левой LH;
- специальное обозначение многозаходной Ph со значением хода.
Посмотреть соотношение диаметров метизов с основным и мелким шагом резьбы можно в таблице выше.