Передняя бабка токарного станка представляет собой чугунный корпус, закрепленный на левой стороне станины. Назначение передней бабки — осуществление главного движения станка: передача вращающего момента от приводного электродвигателя к обрабатываемой заготовке.
На универсальном станке с помощью конструктивных элементов передней бабки осуществляется привод подачи суппорта с режущим инструментом. На станке с ЧПУ функцию перемещения выполняют привода подач и высокоточные ШВП

В передней бабке размещены коробка переключения скоростей и шпиндель, с закрепленным на торце патроном для зажима заготовки.
Коробка скоростей
Коробка скоростей — это набор зубчатых шестерен с двумя кинематическими цепями для ускоренной и замедленной передачи вращения шпинделю.
Переключение скоростей производится рукоятками, выведенными на лицевую панель передней бабки. При этом различное сочетание вошедших в зацепление шестерен определяет число оборотов шпинделя в единицу времени. Соотношение скоростей вращения подчиняется геометрической прогрессии, то есть каждая последующая скорость равна предыдущей, умноженной на одно и то же число.

Коробки скоростей бывают раздельные и совмещенные с передней бабкой. Основная часть раздельной коробки размещена в левой тумбе, устройство перебора скоростей находится в передней бабке. Это необходимо для ограждения шпинделя от воздействия вибраций и нагревания от коробки скоростей.
Большинство же токарных станков имеют совмещенную коробку скоростей, находящуюся в одном месте — передней бабке. Этим достигается компактность конструкции привода шпинделя и сосредоточение управления на одной лицевой панели.
Число оборотов шпинделя настраивается зацеплением зубчатых элементов коробки в различных сочетаниях. Для этих целей современные станки оборудованы однорукояточным механизмом, который одним движением перемещает несколько подвижных элементов коробки.
Преселективный или предварительный механизм переключения скоростей шпинделя является более производительным. На внешнюю панель вынесен поворотный диск с указателем числа оборотов. Токарь совмещает указатель диска с числом оборотов на панели, а затем рукояткой включения переводит станок на вращение с заданной скоростью.
Кроме зубчатых передач в современных станках для привода шпинделя может применяться бесступенчатый метод. Использование приводного электродвигателя с регулируемой скоростью вращения позволяет напрямую подавать крутящий момент на шпиндель. При этом шпиндель может вращаться с любой скоростью в диапазоне, ограниченном характеристиками станка, конструкция передней бабки становится более компактной.* (мин шаг приращения скорости – 1 об/мин)

Шпиндель
Шпиндель — это вращающийся вал, на переднем конце которого закреплен патрон для зажима заготовок. Вращается шпиндель в высокоточных подшипниках качения. Для устранения зазоров передняя опора снабжена регулируемым подшипником с коническим внутренним кольцом.
Настройка подшипника осуществляется специальной гайкой. При затягивании гайки внутреннее кольцо смещается по шпинделю, устраняя зазоры, образовавшиеся в процессе эксплуатации. Задняя опора шпинделя вращается в двух упорных подшипниках, имеющих аналогичную регулировку.
Требования к шпиндельному узлу
Шпиндельный узел является основным элементом токарного станка. От его состояния зависит качество обработки деталей и производительность. Рассмотрим требования, предъявляемые к шпинделю:
- Точность вращения. Задается соответствующими стандартами. Этот параметр зависит от типа и назначения станка, класса точности. Для специальных станков предусмотрены свои технические условия.
- Жесткость шпинделя. Также должна определяться соответствующими стандартами. Обычно допустимый прогиб шпинделя определяется по его радиальному биению. Величина прогиба должна быть меньше одной трети величины биения.
- Виброустойчивость. Эта характеристика влияет на качество готовых изделий.
- Быстроходность шпинделя. Чем больше скорость вращения, тем выше качество обрабатываемой поверхности. Быстроходность зависит от конструктивных особенностей и назначения станка.
- Несущая способность. Зависит от выбора шпиндельных опор и правильной подачи смазочных жидкостей.
- Долговечность. Этот параметр напрямую зависит от качества подшипников, в которых вращается шпиндель.
- Допустимый нагрев подшипников. Определяется классом точности станка.
Конструкции шпиндельных узлов
Конструкции шпиндельных узлов различаются по многим параметрам: по выполнению конкретных работ и точности их выполнения, габаритам и, как следствие, передаваемой мощности, способу передачи крутящего момента и скорости вращения.
В современных скоростных станках вращение шпинделя уже невозможно в традиционных подшипниках. Здесь применяются воздушные, магнитные опоры вращающегося шпинделя. При этом отклонение от, например, округлости может не превышать 0,2 мкм. Тогда как шпиндель на подшипниках дает отклонение до 1 мкм.
Существуют прецизионные шпиндели с погрешностью обработки всего 0,025 мкм. Такой шпиндель приводится во вращение инерционным приводом. Шпиндель с маховиком разгоняется до заданной скорости, далее происходит отключение от привода и дальнейшее вращение по инерции.
Настройка станка
 Под настройкой токарного станка понимают подготовку его кинематической схемы к выполнению задач, определенных технологической картой.
Под настройкой токарного станка понимают подготовку его кинематической схемы к выполнению задач, определенных технологической картой.
Перед началом настройки все органы управления устанавливаются в нейтральное положение.
Первыми настраиваются кинематические цепи главного движения: производится установка органов управления в положение, соответствующее требуемой скорости вращения шпинделя. Эта величина будет определять скорость резания.
Устанавливаемая частота вращения шпинделя определяется рациональностью определенных режимов обработки конкретных изделий. Кроме скорости вращения шпинделя важную роль при обработке имеют величины и скорости подач режущего инструмента.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Коробкой скоростей называется механизм, предназначенный для ступенчатого изменения частоты (скорости) вращения ведомого вала при постоянной частоте вращения, ведущего путем изменения передаточного числа. Изменение частоты вращения достигается включением различных зубчатых кинематических пар между валами. Коробки скоростей должны обеспечивать расчетный ряд частот вращения шпинделя по ГОСТ 8032—56.
Коробки скоростей компактны, удобны в управлении и надежны в работе. К недостаткам коробок скоростей относится трудность или невозможность бесступенчатого регулирования частот вращения, возникновение вибрации и шума на некоторых частотах. Существует большое число различных конструкций коробок скоростей, однако все они представляют собой сочетание отдельных типовых механизмов.
По компоновке коробки скоростей разделяются на коробки с зубчатыми колесами, встроенными в шпиндельную бабку, и коробки скоростей с раздельным приводом, когда шпиндельная бабка и коробка скоростей выполняются в виде отдельных узлов, соединенных ременной передачей.
По способу переключения коробки скоростей бывают со сменными зубчатыми колесами между валами и неизменным межосевым расстоянием, с передвижными колесами или блоками колес, с непередвигаемыми вдоль валов колесами и кулачковыми муфтами, с фрикционными муфтами, с электромагнитными муфтами и с комбинированным переключением. Коробки скоростей выполняются в закрытом корпусе, зубчатые колеса работают в масляной ванне. Такая конструкция предохраняет механизмы от загрязнения, обеспечивает обильное смазывание и хорошее охлаждение механизмов, повышает КПД коробки скоростей.
Коробки скоростей с передвижными блоками зубчатых колес могут передавать большие крутящие моменты при сравнительно небольших радиальных размерах зубчатых колес. Кроме того, в таких коробках в зацеплении находятся только те зубчатые колеса, которые передают поток мощности. Остальные колеса в это время не изнашиваются. Указанные преимущества позволяют широко применять для изменения частоты вращения шпинделя передвижные блоки зубчатых колес. Как правило, в передвижных блоках используют прямозубые колеса. К недостаткам этих коробок скоростей относятся невозможность переключения блоков на ходу; необходимость блокировки, предупреждающей возможность одновременного включения в работу блоков зубчатых колес, совместная работа которых не предусмотрена; относительно большие осевые размеры.
Коробки скоростей с кулачковыми муфтами отличаются тем, что имеют малые осевые перемещения муфт и меньшие силы для переключения, чем у передвижных блоков колес. В коробках скоростей с кулачковыми муфтами могут использоваться косозубые и шевронные зубчатые колеса. Вместе с тем кулачковые муфты не позволяют переключать передачи на ходу при большой разности частот вращения шпинделя, им присущи потери мощности на вращение неработающей пары колес и их изнашивание.
Коробки скоростей с фрикционными и электромагнитными муфтами позволяют быстро и плавно переключать передачи на ходу и под нагрузкой. Недостатками таких коробок скоростей являются потери мощности на вращение неработающей пары колес и их изнашивание; большие радиальные и осевые размеры муфт для передачи больших крутящих моментов; снижение КПД станка вследствие трения в выключенных муфтах; нагревание муфт; необходимость их частого регулирования, передача тепла от муфт шпиндельному узлу. Комбинированные коробки скоростей содержат механизмы с передвижными блоками, кулачковыми муфтами, переборными устройствами.
Коробки скоростей со сменными зубчатыми колесами применяют для ступенчатого регулирования частот вращения выходного вала.
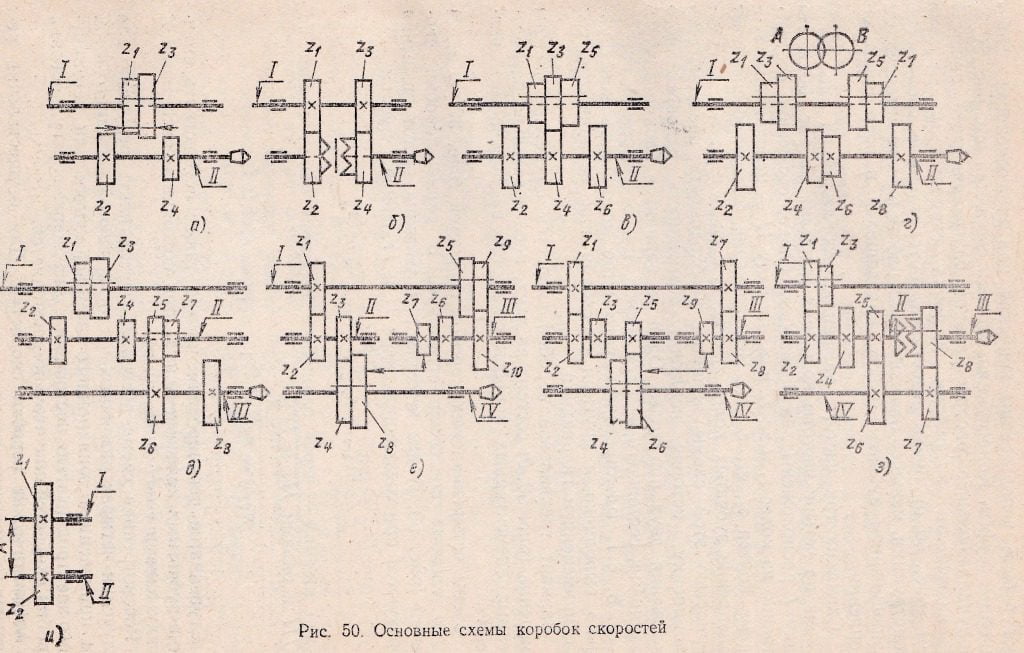
Схема двухваловой коробки со скользящим блоком зубчатых колес z1 и z3, расположенным на валу I со шлицами, показана на рис. 50, а. Зубчатые колеса z2 и z4 установлены на валу II неподвижно. Расстояние между колесами z2 и z4 должно быть немного больше длины I подвижного блока колес, при этом зубчатые колеса z1 и z2 и колеса z3 и z4, выведены из зацепления. При переключении зубчатых колес непременным условием является их остановка.
Вторая схема коробки скоростей на две частоты вращения (рис. 50, б) содержит кулачковую муфту, скользящую по шпонке или в шлицах. Колеса z1 и z3 установлены на валу I неподвижно и находятся в постоянном зацеплении с колесами z2 и z4, которые имеют кулачки (зубчатые венцы) и сидят на валу II свободно. Включение пар зубчатых колес z1/z2 и z3/z4 производят перемещением кулачковой муфты. Вместо кулачковой муфты могут быть использованы конусная или многодисковая фрикционные муфты. Конструкция коробки скоростей (см. рис. 50, а) получила большое распространение благодаря своей простоте и надежности в работе. Коробка скоростей с муфтами (см. рис. 50, б) имеет недостатки, обусловленные сложностью конструкции, меньшей надежностью в работе и более интенсивным изнашиванием зубчатых колес, находящихся в постоянном зацеплении.
Схема на три частоты вращения изображена на рис. 50, в. Схема на четыре частоты вращения показана на рис. 50, г. На валу I расположены два подвижных блока, состоящие соответственно из колес z1 и z3; z3 и z7, на валу II — неподвижные зубчатые колеса z2, z4, z6, z8. Передвижение блоков обеспечивает зацепление зубчатых колес z1 с z2; z3 с z4; z5 с z6; z7 с z8. Особенностью этой схемы является необходимость предусмотреть блокировку, которая исключит возможность одновременного включения двух пар колес. Один из вариантов блокировочного механизма, состоящего из двух дисков А и Б с вырезами. Блокировочное устройство может быть конструктивно выполнено и другими способами как механически, так и с применением гидравлики.
Вариант трехваловой коробки скоростей на четыре частоты вращения (рис. 50, д) состоит из двух, последовательно расположенных элементарных коробок скоростей на две частоты вращения.
Схемы четырехваловых коробок скоростей (рис. 50, е, ж, з) более сложны по своей структуре. В схеме коробки скоростей (рис. 50, з) два верхних поддиапазона частот вращения образуются при соединении валов II и IV сцепной муфтой:

а два нижних — через одиночные передачи между валами II и III и валами III и IV:

Ступенчатое регулирование можно также осуществить сменными зубчатыми колесами z1 и z2 при постоянном расстоянии А между валами I—II (рис. 50, и).
Рассмотренная схема позволяет осуществлять редукцию для получения четырех различных частот вращения выходного вала, а с применением асинхронного двухскоростного или регулируемого электродвигателя постоянного тока диапазон регулирования коробки скоростей значительно расширяется.
Автоматические коробки скоростей. Для осуществления непрерывного процесса резания с постоянной мощностью и скоростью при изменении частоты вращения шпинделя во всех поддиапазонах (что наиболее актуально при торцовом точении) применяют коробки скоростей с автоматическим переключением ступеней (АКС) электромагнитными или гидравлическими муфтами. Коробки АКС выпускаются нескольких типоразмеров и используются в ряде станков с ЧПУ. Унифицированные коробки скоростей АКС предназначены для использования в приводах главного, движения и подач металлорежущих станков токарной, сверлильной, расточной и фрезерной групп, а также для применения в некоторых других машинах. Привод АКС обеспечивает ступенчатое регулирование скорости шпинделя в широком диапазоне с практически постоянной мощностью.
Унифицированные коробки скоростей позволяют сосредоточить с помощью механической передачи все операции управления приводом: пуск, торможение, реверсирование, регулирование скорости. Они обеспечивают высокую скорость переходных процессов, возможность переключения при работе, защиту деталей привода от перегрузок и имеют ряд других преимуществ по сравнению с коробками передач с передвижными блоками зубчатых колес. В АКС применены нормализованные электромагнитные муфты с магнитопроводящими дисками с бесконтактным токоподводом. Гамма АКС включает семь габаритов (0—6) мощностью от 1,5 до 55 кВт.
Дистанционное управление приводом АКС осуществляется с помощью бесконтактной тиристорной системы управления.
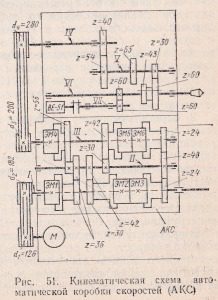 Кинематическая схема привода главного движения станка 16К20ФЗС4 с АКС приведена на рис. 51. Вращение шпинделю передается от асинхронного электродвигателя (мощностью Р=10 кВт и n = 1460 об/мин), помещенного внутри основания, с помощью клиновых ремней 53 и электромагнитных муфт ЭМ на входной вал I автоматической коробки скоростей (АКС), с выходного вала III АКС с помощью зубчатой цепи или клиновых ремней вращения передается на входной вал IV шпиндельной бабки. В шпиндельной бабке предусмотрено переключение вручную двух диапазонов частот вращения c отношением 1:3 АКС по программе имеет девять значений частоты вращения, а в шпиндельной бабке вследствие переключения блока зубчатых колес z43 и z60 вручную увеличивается вдвое, что вместе обеспечивает 18 частот вращения шпинделя в диапазонах от 35 до 1600 об/мин (по девять частот в каждом диапазоне). Управляются АКС от пульта управления системы ЧПУ ЭМ907. Переключатель на пульте управления в автоматическом режиме устанавливается в положение «Автомат».
Кинематическая схема привода главного движения станка 16К20ФЗС4 с АКС приведена на рис. 51. Вращение шпинделю передается от асинхронного электродвигателя (мощностью Р=10 кВт и n = 1460 об/мин), помещенного внутри основания, с помощью клиновых ремней 53 и электромагнитных муфт ЭМ на входной вал I автоматической коробки скоростей (АКС), с выходного вала III АКС с помощью зубчатой цепи или клиновых ремней вращения передается на входной вал IV шпиндельной бабки. В шпиндельной бабке предусмотрено переключение вручную двух диапазонов частот вращения c отношением 1:3 АКС по программе имеет девять значений частоты вращения, а в шпиндельной бабке вследствие переключения блока зубчатых колес z43 и z60 вручную увеличивается вдвое, что вместе обеспечивает 18 частот вращения шпинделя в диапазонах от 35 до 1600 об/мин (по девять частот в каждом диапазоне). Управляются АКС от пульта управления системы ЧПУ ЭМ907. Переключатель на пульте управления в автоматическом режиме устанавливается в положение «Автомат».
Для осуществления нарезания резьбы на станках 16К20ФЗС4 и 16К20ФЗС5 в схеме предусмотрен датчик ВЕ-51. Вал VII получает вращение от шпинделя посредством беззазорной зубчатой передачи 60/60 с передаточным отношением, равным единице.
Металлорежущие станки отечественного производства принято делить на 9 групп.
Токарные станки относятся к первой группе, которая подразделяется на 9 типов:
-одношпиндельные автоматы и полуавтоматы;
-многошпиндельные автоматы и полуавтоматы;
-токарные, токарно-винторезные, токарно-лобовые;
Различают пять степеней точности станков:
особо высокую – А;
Обозначение модели станка содержит 3-4 цифры и несколько букв.
Первая цифра – группа станка (все токарные станки- 1);
третья и четвертая цифры – размерный параметр станка (обычно высота центров: 2 или 20 – высота центров 200 мм и 3 или 30 – высота центров 300 мм и т. д.).
Наиболее распространенным методом обработки материалов резанием является обработка на токарных станках. На токарных станках обрабатывают детали, имеющие преимущественно форму тел вращения (валики, оправки, втулки, заготовки для зубчатых колес и др.). При изготовлении таких деталей приходится обрабатывать цилиндрические, конические, фасонные поверхности, нарезать резьбы, вытачивать канавки, обрабатывать торцовые поверхности, сверлить, зенкеровать и развертывать отверстия и др. При выполнении этих работ токарю приходится пользоваться самыми разнообразными режущими инструментами: резцами, сверлами, зенкерами, развертками, метчиками, плашками и др.
При выполнении работ на токарных станках обрабатываемая заготовка получает вращательное движение, а резец — поступательное перемещение, или движение подачи. Сочетание таких движений обеспечивает получение разнообразных поверхностей вращения: цилиндрических, конических, фасонных и др.
Устройство токарных станков
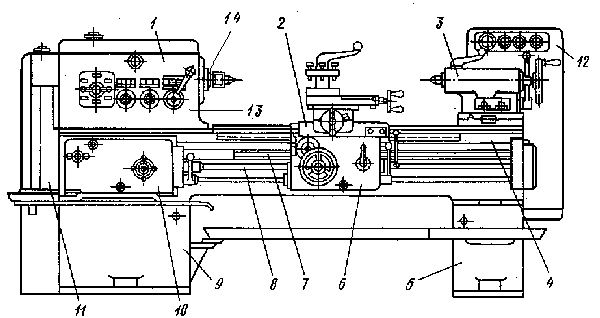
Рисунок 4. Сборочные единицы (узлы) и механизмы токарно-винторезного станка:
1 – передняя бабка, 2 – суппорт, 3 – задняя бабка, 4 – станина, 5 и 9 – тумбы, 6 – фартук, 7 – ходовой винт, 8 – ходовой валик, 10 – коробка подач, 11 – гитары сменных шестерен, 12 — электро-пусковая аппаратура, 13 – коробка скоростей, 14 — шпиндель.
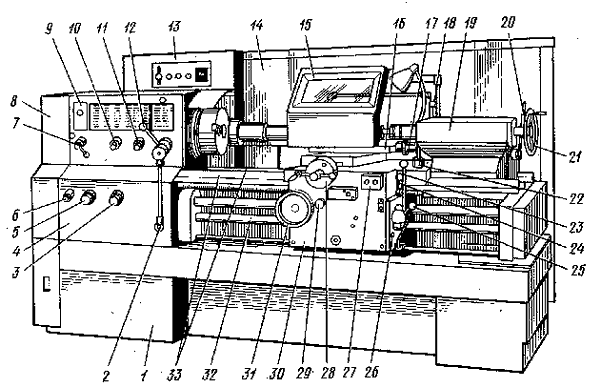
Рисунок 5. Общий вид и размещение органов управления токарно-винторезного станка 16К20:
Рукоятки управления: 2 – сблокированная управление, 3,5,6 – установки подачи или шага нарезаемой резьбы, 7, 12 – управления частотой вращения шпинделя, 10 – установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нарезания резьбы (лево- или правозаходной), 17 – перемещения верхних салазок, 18 – фиксации пиноли, 20 – фиксации задней бабки, 21 – штурвал перемещения пиноли, 23 – включения ускоренных перемещений суппорта, 24 – включения и выключения гайки ходового винта, 25 – управления изменением направления вращения шпинделя и его остановкой, 26 – включения и выключения подачи, 28 – поперечного перемещения салазок, 29 – включения продольной автоматической подачи, 27 – кнопка включения и выключения главного электродвигателя, 31 – продольного перемещения салазок; Узлы станка: 1 – станина, 4 – коробка подач, 8 – кожух ременной передачи главного привода, 9 – передняя бабка с главным приводом, 13 – электрошкаф, 14 – экран, 15 – защитный щиток, 16 – верхние салазки, 19 – задняя бабка, 22 – суппорт продольного перемещения, 30 – фартук, 32 – ходовой винт, 33 – направляющие станины.
Станина – жесткая чугунная отливка, на которой смонтированы все основные узлы станка. Сверху она имеет две пары направляющих, обеспечивающих прямолинейное перемещение суппорта и задней бабки в продольном направлении.
Передняя бабка – пустотелая отливка, в которой размещается коробка скоростей и главный ведомый вал станка – шпиндель. Бабка служит для установки обрабатываемой заготовки и сообщения ей вращения с предусмотренной частотой
Задняя бабка предназначена для поддержания свободного конца длинной заготовки, а также установки некоторых режущих инструментов (сверл, разверток и др. ). Бабка состоит из трех основных частей: плиты, корпуса и пиноли с коническим отверстием на переднем конце. Для обтачивания конусов корпус может быть поперечно смещен относительно плиты и зафиксирован в требуемом положении.
Суппорт служит для перемещения резца в продольном, поперечном или угловом направлениях относительно оси обрабатываемой заготовки. Состоит из пяти основных частей: трех салазок (продольных, поперечных и верхних), поворотной плиты и резцедержателя.
Фартук прикреплен к продольным салазкам (каретке) суппорта. Размещенный в нем механизм предназначен для преобразования вращательного движения ходового винта 9 или ходового вала 10 в поступательные перемещения суппорта. От ходового винта движение заимствуется только при нарезании резьб резцами, для всех прочих работ передающим звеном служит ходовой вал.
Коробка подач предусмотрена для настройки станка на подачу или шаг нарезаемой резьбы.
Гитара сменных колес является дополнительным механизмом коробки подач. С ее помощью можно практически неограниченно расширять диапазон настроек станка на шаги нарезаемых резьб.
Тумбы -пустотелые чугунные отливки, применяемые в качестве опор станины. Внутреннее пространство тумб используется обычно для размещения электродвигателя и агрегата смазочно-охлаждающей системы,
Последнее изменение этой страницы: 2016-04-19; Нарушение авторского права страницы