Каталог статей

- 03 декабря 2018 17:22:31
- Отзывов:
- Просмотров: 498

Исходным материалом для производства является горячекатаная намотанная в бухты сталь – катанка, получаемая прокаткой на проволочных прокатных станках.
- смазочные вещества, используемые для защиты проволок каната от коррозии, а также для уменьшения взаимного трения между его отдельными элементами (антифрикционные смазки) или специально для создания трения между канатом н другой поверхностью;
- покрытия, необходимые для предохранения каната от коррозии;
- пропиточные материалы для органических сердечников каната, защищающие их от гниения и устраняющие коррозионное воздействие их на проволоку.
В зависимости от назначения и условий эксплуатации изделий как основные, так и вспомогательные материалы для них используют в различных комбинациях и количествах.
Материалы должны удовлетворять требованиям действующих ГОСТов, СНиП и других нормативных документов.
Повышенный технический ресурс (долговечность) стальных канатов определяется главным образом качеством используемой для их производства специальной проволоки, которая должна обладать максимально возможной прочностью при высоких пластических свойствах. Она должна быть пригодной для работы как при статических, так и динамических нагружениях.
Основную массу канатной проволоки изготовляют круглого сечения. Ее производят сухим (диаметром более 0,75 мм) и мокрым (диаметром менее 0,75 мм) волочением с применением процессов термической обработки и подготовки поверхности.
Требования на круглую светлую, а также оцинкованную проволоку диаметром от 0,2 до 5,5 мм регламентируются ГОСТ 7372-66.
Временное сопротивление принято различным для светлой проволоки в интервале от 100 до 260 кгс/мм2, а для оцинкованной -от 100 до 240 кгс/мм2. По данному признаку канатную проволоку подразделяют на десять маркировочных групп, основные характеристики которых-допускаемый разбег по временному сопротивлению и технологические свойства пластичности (числа перегибов и скручиваний) .
Светлую проволоку подразделяют на две марки – высшую (В) и первую (1); оцинкованную на три – высшую (В), первую (1) и бензельную (Б). Последняя имеет небольшое временное сопротивление, равное 50-90 кгс/ммв.
Для производства однопрядных многослойных канатов закрытой и полузакрытой конструкции с максимальным заполнением их поперечного сечения металлом и получения сплошной цилиндрической поверхности уложенного слоя применяют круглую и фасонную проволоку.
Фасонная проволока используется главным образом трех видов: зетообразная, иксообразная, трапецеидальная (клиновидная).
Зетообразная проволока создает взаимную плотную связь отдельных проволок – образует «замок», который не допускает проникания влаги и абразивов внутрь каната и препятствует высвобождению проволоки из слоя при обрыве. Ее используют как в наружном, так и во внутренних слоях. Существенным недостатком ее является сложность изготовления.
Иксообразная проволока имеет такое же основное назначение, что и зетообразная – обеспечение ровного слоя и создание замка. Достигается это вдвое меньшим числом фасонных проволок в слое, поскольку иксообразная проволока обязательно должна чередоваться с круглой. Такое сочетание создает самозатягивающийся плотный слой для последующего покрытия его другим слоем проволок, чем увеличивается структурная прочность конечного изделия. Иксообразная проволока используется как во внутренних, так и в наружных слоях каната. В последнем случае такой стальной канат относится к полузакрытой конструкции.
Трапецеидальная (клиновидная) проволока используется только во внутренних слоях для создания надежного ровного слоя с последующей укладкой на нем слоя других таких же фасонных проволок. К её преимуществам можно отнести менее сложный процесс производства.
Исходное сырье и профиль сечения фасонных проволок необходимо назначать с учетом их склонности к коррозионному растрескиванию (ГОСТ и специальными техническими условиями на канаты закрытой и полузакрытой конструкции оговариваются только высота поперечного сечения проволоки, являющаяся ее характеристикой, и временное сопротивление металла).
Фасонные проволоки изготовляют обычно светлыми или оцинкованными с временным сопротивлением в зависимости от размеров и назначения в интервале 100-160 кгс/мм2.
Для изготовления невитых канатов применяются следующие материалы:
- сталь в виде основной высокопрочной и мягкой обмоточной проволоки;
- склеивающие полимерные составы различных типов;
- защитные покрытия против коррозии металла и для предотвращения от механических, эрозионных, тепловых и других повреждений клеевых швов.
Основной несущей частью невитых канатов является высокопрочная холоднотянутая проволока, отвечающая ГОСТ 7372-66, ГОСТ 7348-63.
Склеивающие составы должны удовлетворять требованиям, предъявляемым условиями эксплуатации, технологией изготовления, транспортирования и монтажа невитых металлопластмассовых канатов и обеспечивать высокую адгезию к обезжиренной и очищенной поверхности проволок, совместное деформирование полимера и проволок во всем диапазоне температурных и силовых деформаций. Длительная эксплуатация не должна повлиять на качество склеивания настолько, чтобы выйти за пределы этих требований.
Из эпоксидных рекомендуются три оптимальных состава на основе стандартных компаундов К-147, К-153 и К-115, принятых с учетом старения эпоксидопласта.
Состав на основе К-147 более эластичен, но обладает несколько пониженной прочностью, водо- и теплостойкостью по сравнению с составами на основе К-115 и К-153. Однако по мере старения и твердения эти свойства восстанавливаются, увеличиваясь через шесть месяцев на 15-25%.
Если не требуется повышенной эластичности, рекомендуется применять состав на основе К-153.
Состав на основе К-115 рекомендуется для наружной многослойной изоляции, так как он стабилен в диапазоне температур -40 +50° С, выдерживает без изменения прочности сцепления с металлом не менее 100 циклов нагревания и замораживания.

Рис. 1. Влияние содержания полиэтиленполиамина и пластификаторов на предел прочности на сдвиг при растяжении клеевых швов невитых металлопластмассовых канатов
Кроме того, минимальное водопоглощение (0,04%) при кипячении в течение 24 ч свидетельствует о его высокой химической стойкости.
Определить дозировки компонентов, при которых составы характеризуются наиболее высокими показателями склеивания, и установить область оптимальных дозировок можно по семейству контурных кривых, полученных методом планируемого факторного эксперимента (рис. 1).
Рекомендации по применению стальных канатов


Рубим канат любой длины, разматываем, комплектуем заказы в ассортименте с нестандартной длиной.
Конструкции стальных канатов
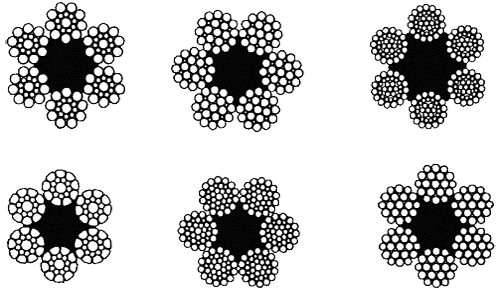
Конструктивно стальные канаты подразделяются на однопрядные (содержащие одну прядь), и многопрядные (трехпрядные, пятипрядные, восьмипрядные, восемнадцатипрядные, закрытой конструкции с двумя слоями клиновидной проволоки). Пряди стальных канатов свивают из проволоки одинакового сечения, нормальной структуры или из проволоки разного сечения, причем верхний слой свивают из проволоки большего диаметра т.к. на поверхностный слой каната приходится максимальная нагрузка.

1 – однопрядные канаты, 2 – трехпрядные канаты, 3 – пятипрядные канаты, 4 – шестипрядные канаты, 5 – восьмипрядные канаты, 6 – восемнадцатипрядные канаты, 7 – канаты закрытой конструкции из двухслойной клиновидной проволоки.
По типу свивки канаты подразделяются:
– ТК, точечное касание проволоки между слоями
– .ЛК, линейное касание проволоки между слоями
– ЛК-О, линейное касание проволоки между слоями с одинаковым сечением проволоки в прядях
– ЛК-Р, линейное касание проволоки между слоями с разным сечением проволоки в прядях
– ЛК-З, линейное касание проволоки между слоями и проволокой заполнения
– ЛК-РО, линейное касание проволоки между слоями и содержащих в пряди проволоку с одинаковым и разным сечением
– ТЛК, комбинированное касание, точечное и линейное.
По типу применяемого материала сердечника:
– ОС, органический серднечник из натуральных (пенька, сезаль) или синтетических (вискоза, капрона, лавсана, полипропилена) материалов.
– МС, металлический сердечник.
По механическим свойствам канатов:
– ВК, марка высокого качаства
– В, марка обыкновенного качества
По видам цинкового покрытия поверхности проволок канатов
– ОЖ, покрытие для особенно агресивных условий эксплуатации
– Ж, покрытие для агресивных условий эксплуатации
– С, покрытие для срелних агресивных условий эксплуатации
– Н, не раскручивающиеся свивки
– Р, рихтованные по степени уравновешенности
Стальные тросы широко используются в самых различных отраслях человеческой деятельности. Наиболее широко эти приспособления используются в грузоподъемных механизмах, где являются одним из самых важных и ответственных элементов. Стальные тросы изготавливаются из высококачественной проволоки, но имеют огромное количество различных конструкций и могут иметь различное сечение. Также канаты различаются по своим эксплуатационным характеристикам, которые во многом зависят от физико-механических свойств использованных для их изготовления материалов.
Классификация канатов
Современные стальные канаты подразделяются по виду свивки на следующие типы:
· Одинарные простые;
· Двойного типа;
· Тройные;
· Прошивные.
По сечению канатных прядей различают:
· С плоскими прядями;
· Трехгранные;
· С прядями овального сечения.
Кроме этого канаты бывают прямые или обратные – эта характеристика зависит от направления свивки прядей.
Сердечник стального каната
 У всех стальных канатов есть общий признак – они изготавливаются методом спиральной свивки проволоки из различных сортов стали вокруг сердечника. Сердечник служит для того, чтобы внутри каната не было пустоты и помогает изделию сохранять правильную форму. Встречаются как стальные сердечники, так и изготовленные из синтетики или из пропитанной смазкой манильской пеньки или джута. Пенковые и джутовые сердечники пропитывают не только для того, чтобы оградить их от гниения, но и с целью обеспечить антикоррозийную защиту внутренних слоев троса – при изгибе изделия, смазка просачивается в существующие между проволоками пустоты, обеспечивая их равномерное смазывание.
У всех стальных канатов есть общий признак – они изготавливаются методом спиральной свивки проволоки из различных сортов стали вокруг сердечника. Сердечник служит для того, чтобы внутри каната не было пустоты и помогает изделию сохранять правильную форму. Встречаются как стальные сердечники, так и изготовленные из синтетики или из пропитанной смазкой манильской пеньки или джута. Пенковые и джутовые сердечники пропитывают не только для того, чтобы оградить их от гниения, но и с целью обеспечить антикоррозийную защиту внутренних слоев троса – при изгибе изделия, смазка просачивается в существующие между проволоками пустоты, обеспечивая их равномерное смазывание.
В канатах сердечник работает как отличный амортизатор, удерживая пряди в проектном положении и если говорить инженерными терминами, сердечник противостоит радиальным нагрузкам, которые неизбежно возникают при эксплуатации, препятствуя деформации изделия. Как мы уже говорили, встречаются сердечники органического происхождения, пеньковые и джутовые и сердечники из неорганических материалов – стальные и синтетические. В качестве материала для синтетических элементов троса, чаще всего применяют полипропилен – прочный, стойкий к внешним воздействиям и недорогой материал. Пеньковые и джутовые сердечники подлежат обязательной пропитке смазкой, доля которого составляет от 35 до 50% от массы самого органического материала. Для смазывания канатов используют самые высококачественные материалы, так как от выбора смазки во многом зависит долговечность троса.
Физические свойства канатов
Стальные канаты могут иметь различную гибкость, которая зависит как от свойств использованной при изготовлении проволоки, так и от ее количества в свивке. Наименее гибкие канаты состоят из 42 проволок, а более гибкие – из 72 проволок, расположенных по 12 в каждой пряди. Выпускаются также канаты повышенной гибкости, которые состоят из 144 проволок, которые располагаются вокруг сердечника по 24 штуки в каждой пряди.
Для применения в условиях повышенных температур или в агрессивной среде, используют тросы со стальным сердечником. Также такой тип каната идеально подходит в том случае, если изделие навивается на барабан многочисленными слоями – стальной сердечник не дает канату деформироваться под действием нагрузки, которую оказывают вышележащие витки. Стальной сердечник делает канат более стойким к деформации, но практически не влияет на грузоподъемность. Канаты с синтетическими и пеньковыми сердечниками обладают большей гибкостью и обеспечивают равномерную смазку, так как в них смазочный материал поступает в пряди не только снаружи, при плановом обслуживании, но и изнутри, из пропитанного материала сердечника.
Упаковка стальных канатов
К потребителю стальные канаты попадают на деревянных или возвратных металлических барабанах, а в некоторых случаях – в бухтах. Намотка на барабаны производится согласно ГОСТ 11127-78, где оговорены правила упаковки. В нормах оговорено, что шейка барабана должна иметь диаметр не меньше чем 15 полных диаметров троса, а борт полностью укомплектованного барабана, при диаметре каната 25 мм, должен выступать на 2 диаметра и не менее чем на 50 мм, если диаметр сечения каната превышает 25 мм.
Диаметр каната
 Диаметр сечения каната является одной из важнейших характеристик этого изделия. Обычно все характеристики изделия указаны на бирке барабана или в сертификате, приложенному к канату производителем, но иногда возникает необходимость проверить диаметр каната, например если возникли какие-либо сомнения или маркировка просто утеряна. Диаметр стального каната измеряют штангенциркулем и производят его в двух различных точках, с расстоянием между ними как минимум 1 метр. В каждой точке производится два измерения толщины, в плоскостях обязательно перпендикулярных друг другу. Диаметр каната определяют, взяв среднеарифметическое значение этих четырех величин, при этом учитывают допуски, принятые для номинального диаметра этого изделия.
Диаметр сечения каната является одной из важнейших характеристик этого изделия. Обычно все характеристики изделия указаны на бирке барабана или в сертификате, приложенному к канату производителем, но иногда возникает необходимость проверить диаметр каната, например если возникли какие-либо сомнения или маркировка просто утеряна. Диаметр стального каната измеряют штангенциркулем и производят его в двух различных точках, с расстоянием между ними как минимум 1 метр. В каждой точке производится два измерения толщины, в плоскостях обязательно перпендикулярных друг другу. Диаметр каната определяют, взяв среднеарифметическое значение этих четырех величин, при этом учитывают допуски, принятые для номинального диаметра этого изделия.