Тому, кто будет говорить, что я опять пишу не по теме Клуба, я с удовольствием отвечу — данный редуктор служит для подачи углекислоты в полуавтомат и потому его поломка делает любого “Кулибинца” безруким, а раз так, то предлагаю Вашему вниманию небольшую (по моим графоманским меркам) статейку о том, как я “утёр нос” конструкторам из “Донмета”.
Для начала немножко вернусь назад в будущее, простите в прошлое.
Я довольно-таки долго обходился без п/автомата, обходясь электродной сваркой, а для работы с бляхой — автогеном.
Но вот этой весной был поставлен перед необходимостью сварить бак на полторы тонны воды из металла “четвёрки”.
Попытка варить электродом потерпела фиаско — на первом же шве вылезла куча дыр.
Прикинув стоимость карбида, я отказался и от автогена — чтоб такой металл сварить, нужно полную бочку.
Почесав “репу”, понял, что довольно психологических эксцессов, довольно переживаний и самокопания. Пора начать трудовую буржуазную жизнь и перейти в управдомы “полуавтоматчики”.
Поскольку у меня всё-таки хватило ума не бежать вприпрыжку в ближайший газетный киоск за вышеупомянутым “девайсом”, то я почитал отзывы “счастливых” покупателей.
Их “эпитеты” о продукции, выпускаемой братьями нашими меньшими по разуму, подсказали мне, что лучше уж самому сделать, по крайней мере получишь то, что хочешь, а не то, что сгорит уже через 15 минут.
Аппарат получился что надо — пусть кто-нибудь из “аксакалов” — полуавтоматчиков расскажет, много ли они видели в магазинах аппаратов, способных три часа без переыва варить проволокой 1,2 мм и всё это за каких-то 8 000 грн.
О своём п/а расскажу в отдельной статье, а пока что вернусь к редуктору.
Я страшно не люблю лепить из “Г” конфетку, применяя всякое старьё.
Вот и для п/а купил новый редуктор УР-6ДМ за 348 грн.
Перед этим мне на рынке “Торпедо” заломили цену в 400 грн за старый советский кислородный редуктор времён Очаковских и покоренья Крыма.
Я немного удивился и здраво рассудил, что лучше всё-таки купить новый редуктор 2016 года выпуска, чем своего ровестника.
Никаких нареканий в своей работе он не вызвал до тех пор, пока я случайно не зацепил ногой за шланг.
Сам баллон стоял около стены, привязанный проволокой к кирпичу, но на мою беду кирпич рассыпался и баллон брякнулся об бетонный пол.
Как известно, в этом случае срабатывает Закон Мерфи, о потому удар пришёлся на редуктор.
Последствия были плачевны — обломался подсоединительный штуцер и манометры всмятку.

За манометрами я особо не горевал, тот, который показывает выходное давление, не особо нужен, поскольку оно настраивается на минимум, обеспечивающий качественный шов, а входной всегда показывает 42 атм независимо от количества налитой углекислоты.
Не хотелось кидать работу на полдороге из-за таких пустяков, а потому я снял с кислородного баллона (своего, а не чужого) редуктор и доварил бак.
Многие удивляться — зачем было покупать ещё один редуктор, раз был кислородный?
Ну на это были две причины:
Первая и основная — не люблю переставлять что-либо с одного места на другое, лучше уж купить два и иметь спокойствие.
Вторая — данная сумма не такая уж крупная, чтобы крохоборничать.
В конце-концов, я Вам не какой-то вечно жалующийся на безденежье “бордюрщик” или “бомбила”, а вполне успешный львовский таксист и такие вещи могу купить сам, не спрашивая разрешения у тёщи, тьфу ты, чёрт, у жены.
Но вот сейчас, в октябре месяце, решил, наконец, поменять пороги.
Как всегда это бывает, летом времени не нашлось, а тянуть дальше уже некуда.
Тут я ещё собрался сгонять на недельку, до второго, но не в Комарово, а в Можайск., не дай бог меня увидят “Эстеты” из Клуба “Ауди С-3”.
Я и так с ними постоянно “в конторах” из-за моего кАлхозинга, а за такие пороги вообще налетят на меня, как петухи…
Поскольку к работе люблю готовиться основательно, то понимал, что одновременно может быть нужен и автоген и п/а, что и случилось.
Значит нужно отремонтировать редуктор.
Для начала высверлил заломыш и прогнал резьбу, оказалась М12.
Далее снял фильтр со штуцера, вкрутил туда шпильку М10х1, найдённую в широких штанинах, зажал шпильку в патрон дрели, которую закрепил в тисках.
Потом включил дрель и при помощи “болгарки” сточил штуцер до 12 мм — кАлхозный токарный станок.
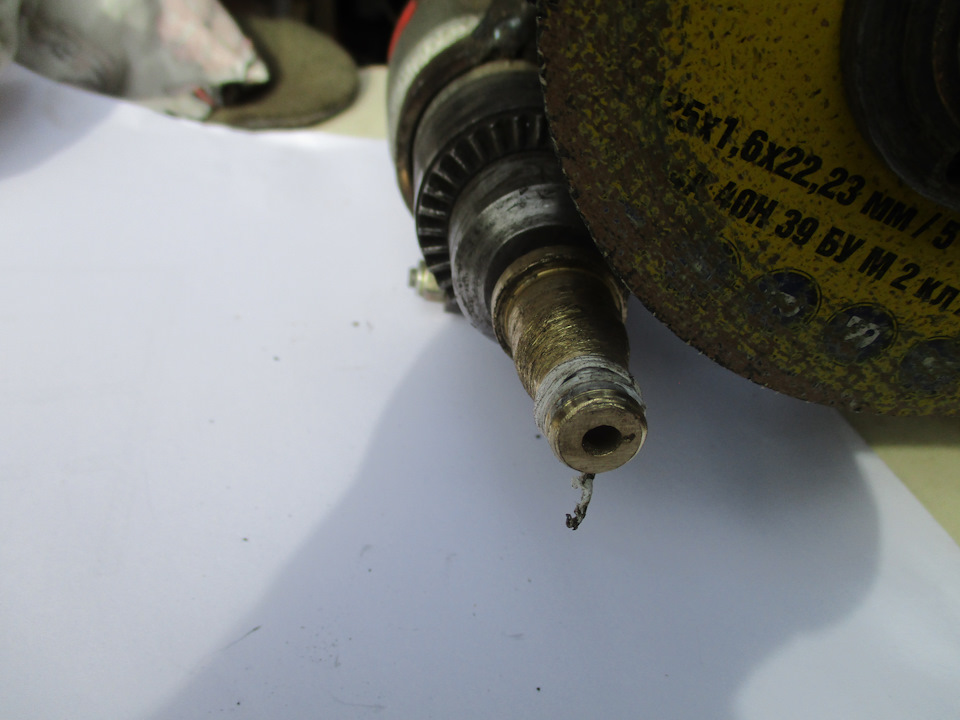
Нарезал резьбу М12 и через сантехническую ленту вкрутил штуцер на место.
Мой постоянный критик TryLyaLyaS смеялся в www.drive2.ru/c/455569999659008960/,
зачем, мол в гараже такая лента?
Как видите, пригодилась.
Поключил редуктор, открыл кран — всё в порядке, 30 секунд — полёт нормальный.
Выкручиваю винт, а редуктор “травит”!
Что за чёртовщина, вроде бы всё продул?
Поскольку никогда редукторов не разбирал, то зову на помощь интернет.
Уразумев, что к чему, нахожу, опять таки в штанинах, подходящее кольцо, просверливаю в нём отверствие, вставляю вороток и откручиваю крышку.



На седле клапана видны латунные опилки. Ничего страшного, мой компрессор, хоть и со смешной производительностью (50 л/мин), но с поставленной задачей справился хорошо.
Собираю, редуктор и дальше “травит” …
Разбираю, беру лупу и тщательно рассматриваю.
Вижу мелкие опилки, въевшиеся во фторопластовое седло клапана.

Тщательно протираю его, собираю — опять двадцать пять…
После пятого раза бросаю эту дурную затею, решаю заехать по случаю в магазин, где покупал редуктор — авось у них есть клапан.
Увы, облом — не было, а вот новый штуцер есть, но мне он уже без надобности.
Проведя в глубоких раздумьях три дня и три бессонные ночи, я задал себе простой вопрос — а не попробовать ли подложить на седло клапана кусок резины?
Сказано-сделано. Высечкой на 8 вырезаю аккуратное колечко из миллиметровой маслостойкой резины, которое точь-в-точь входит в гнездо, собираю — редуктор молчит!


Уже веселее, но возникает новая проблема — при повороте регулировочного винта газ не идёт.
Опять лезу в “потылыцю”…
А может пружина слишком сильная?
Не вопрос — нахожу послабее и — Ура, заработало!

Перед окончательной сборкой смазываю резьбу крышки маслом, а то заметил, что латунный корпус начал ”жрать” алюминиевую крышку, только этого мне не хватало.

Внимание:
Такая смазка недопустима для кислородного редуктора — может произойти взрыв!
И ещё напоследок:
Недавно менял баллон в пункте приёма металлома и узнал от работников, режущих металл, весьма ценную информацию — редукторы Донмет никуда не годятся, пару месяцев интенсивной работы и на помойку.
Так что не ведитесь, подобно мне, на “Виготовлено в Україні”, а ищите “Сделано в СССР”!

Редуктор углекислотный относится к типу газовых редукторов. Используется при розливе пива или газировки, изготовлении сухого льда и охлаждения пищевых продуктов, сушки глиняных изделий и газовой резке. Подключается к баллонам или к магистралям. Выпускается с одним или двумя манометрами следующих марок: БУО-5-4, БУО-5МГ, УР-6-6 и подразделяется по техническим характеристикам. По пропускной способности газа и поддержанию рабочего давления превосходит углекислотный редуктор УР-6-6 , он менее габаритен, легче по весу и работоспособности. Он предназначен для работы с не агрессивными газами с целью — понизить входящее давление до требуемого и поддержания рабочего давления на выходе из баллона, обеспечивая надежную двойную фильтрацию. К углекислотному редуктору, прошедшему испытания азотом или сжатым воздухом на все контролируемые параметры, прилагаются:
- Сертификат соответствия,
- Разрешение на применение от Федеральной службы по экологии.
- Инструкция по применению.

Если используется в газовых коммуникациях, для соединения должно применять стальные электросварочные трубы с обязательным соответствием ГОСТу 10704-91. Выполняются редукторы углекислотные в климатическом исполнении УХЛ, для работы при температуре от +5˚ до +50˚С. Накидная гайка комплектуется с левой резьбой и с обязательной меткой. Подтягивать гайку при открытом вентиле нельзя. Помните, что никакие другие гайки и штуцера нельзя использовать для подсоединения, чтобы избежать утечки газа или жидкости. Если каким-либо образом через вентиль баллона с пивом, жидкость просочится, редуктор может разорвать. Также обязательно пользоваться баллоном только в вертикальном положении. Рабочее давление после прекращения подачи газа должно стать ниже, чем вначале открытия предохранительного клапана. Корпус и камеры низкого и высокого давления редуктора УР-6-6 изготавливают из сплава, стойкого к химическому, механическому и термическому воздействию газа при всех режимах работы. Перед сборкой прибора, все детали обезжириваются. При испытании на прочность, редуцирующие клапаны снимают и вместо них ставят специальные заглушки. Заполняют водой и выдерживают под давлением 5 минут. Не должно быть вытеснений воды. Далее заглушки убирают, производят полную сборку, помещают в специальную камеру нагрева и доводят до заданной температуры, держат в этой среде 2 часа и проверяют на герметичность всех соединений, редуцирующих клапанов и седел. В рабочей камере обязателен предохранительный клапан. У двухступенчатых углекислотных редукторов допускается ставить такой клапан после первой ступени редуцирования. Надежность и работоспособность должны соответствовать следующим нормам.
| Наименование показателя | баллонныйодноступенчатый | баллонныйдвухступенчатый |
| 95-процентная выработка до отказа, чПолный 95-процентный срок службы, г. | 30007,5 | 23006 |
Нельзя продолжать эксплуатацию редуктора углекислотного более срока его работы. Вот некоторые из причин неисправности прибора:
- нарушение герметичности уплотнений между клапаном и седлом,
- разрушение резинотканевой мембраны,
- поломка корпуса или его деталей,
- скопление в корпусе и на фильтрующей сетке большого количества окислов, песка, масла или воды.
Неисправное состояние можно определить по присутствующему в напитке привкусу технического масла или резины. Также можно смочить входное отверстие и места соединений мыльным раствором, возникновения и роста мыльных пузырьков не должно происходить в течение 10 секунд. Но при правильной эксплуатации, углекислотный редуктор прослужит вам верой и правдой очень долго.
 Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Устройство и принцип работы углекислотного редуктора
Углекислотный редуктор производит подачу газа под требуемым давлением, а также перекрытие клапана подачи СО2 из баллона при прекращении сварки. Конструкция узла включает в себя:
- Впускающий клапан.
- Уплотняющие элементы.
- Камеру с регулирующей мембраной.
- Выпускающий клапан.
- Верхнюю пружину.
- Управляющую пружину.
- Присоединительный штуцер.
- Корпус.
- Два манометра, которыми контролируется давление двуокиси углерода на входе и выходе.
- Запорный вентиль.
Обычный однокамерный углекислотный редуктор работает следующим образом. Газ под давлением (которое контролируется манометром) из баллона поступает во входной штуцер. Пройдя в камеру, поток СО2 преодолевает сопротивление пружины, и отжимает её вниз, в результате чего газ поступает в полость камеры. Поскольку площадь её сечения значительно больше, чем площадь проходного сечения штуцера, то давление газа в камере понижается. Это изменение фиксируется вторым манометром.

Регулировка
Регулировка натяжения основной пружины производится при помощи регулировочного винта, в зависимости от первоначального давления газа в баллоне. Управляющая пружина опускается вместе с мембраной, открывая отверстие для прохода двуокиси углерода под сниженным давлением к запорному вентилю. Оттуда поток газа по шлангу движется к горелке. Мембрана углекислотного редуктора выполняется из маслостойкой резины, и обеспечивает своё точное позиционирование относительно выходного отверстия. Поскольку со временем давление газа в баллоне снижается, то верхняя регулирующая пружина может опускаться, изменяя площадь проходного сечения впускающего клапана. Углекислотным редуктором возможно и ручное управление потоком газа, для этого достаточно вывернуть/ввернуть регулировочный винт, в зависимости от текущих показаний манометров.
Постоянство давления в камере редуктора обеспечивается за счёт того, что при снижении давления газа, поступающего из баллона, мембрана перемещается вверх, сжимая обратную (верхнюю) пружину, а при увеличении давления – опускается вниз. Выходное же давление остаётся стабильным вследствие соответствующего изменения площади проходного сечения запорного вентиля.

Для обеспечения стойкости мембраны от резкого превышения давления газа (что может вызвать разрыв мембраны) углекислотные редукторы снабжаются предохранительным клапаном. Он срабатывает, когда входной штуцер по каким-либо причинам теряет герметичность и начинает пропускать увеличенный объём двуокиси углерода из баллона.
Конструктивные исполнения
Типоразмеры и характеристики устройств должны соответствовать требованиям ГОСТ 13861-89, ISО 2503-83 и ГОСТ 12.2.052-81. Классификация углекислотных редукторов может быть выполнена по следующим параметрам:
- По числу рабочих камер. Преобладающее количество подобных устройств – однокамерного типа, однако для улучшения стабильности функционирования в условиях пониженных температур наружного воздуха производят и двухкамерные редукторы. Рабочие камеры в таких устройствах расположены последовательно.
- По условиям работы. Различают рамповые, сетевые и баллонные редукторы. Рамповые предназначаются для работы на многопостовых участках, а сетевые питаются от стационарной сети, проложенной от углекислотной станции предприятия. Для работы отдельных постов предназначаются баллонные углекислотные редукторы, которые рассчитываются на меньшие показатели удельного расхода газа и ограниченный диапазон рабочих давлений.
- По принципу открытия/закрытия впускающего клапана редукторы для углекислотного баллона могут быть прямого и обратного действия. Принцип действия редуктора второго типа рассмотрен выше, а в редукторах прямого действия все изменения расхода и давления происходят в обратном порядке. Такие редукторы менее удобны при эксплуатации, а потому используются значительно реже.

Чем отличается кислородный редуктор от углекислотного?
Конструкции углекислотных редукторов весьма схожи с кислородными, и отличаются в основном способами присоединения к вентилям, и – иногда – отсутствием второго манометра. Поэтому часто возникает вопрос – взаимозаменяемы ли кислородный и углекислотный редукторы.
К кислородному редуктору предъявляются гораздо более высокие эксплуатационные требования. Они связаны с тем, что, в отличие от СО2, кислород не сжижается, а потому находится в баллоне под гораздо более высоким давлением (до 200 ат против 70…80 ат – для сжиженного углекислого газа). Поэтому при попадании кислорода в углекислотный редуктор будет происходит постепенное разрушение уплотняющих мембран. Поэтому углекислотный редуктор не используются для подачи кислорода (обратная замена – допустима).

Отличаются редукторы и возможностями вариантов присоединения к баллону. Углекислотный редуктор можно подсоединять при помощи хомута, а не накидной гайки, поскольку СО2 не обладает свойствами пожаро- и взрывоопасности в случае утечек.
Для повышения чистоты газа, поступающего в редуктор, в конструкции впускающего клапана часто предусматриваются очистные фильтры. Наличие фильтра уменьшает опасность стравливания газа обратно в баллон, где он может образовывать поверхностную подушку над сжиженным газом.