Время чтения: ≈5 минут
Среди большого разнообразия электродов на прилавках магазинов особой популярностью пользуется марка УОНИ. Она стоит особняком среди всех остальных марок. Производители предлагают несколько разновидностей этой марки, чтобы вы могли выполнить сварку любых металлов.

В этой статье мы расскажем, чем отличаются электроды УОНИ друг от друга и как правильно хранить их.
Общая информация
Электроды для сварки марки УОНИ — это отличный выбор для тех, кому важно высокое качество швов при ручной дуговой сварке. Любой профессионал скажет вам, что для выполнения по-настоящему качественного и эстетичного шва с применением технологии РДС нужно очень много практиковаться и подбирать правильные электроды. Марка УОНИ отлично подходит для этих целей.
Какие есть особенности у данной марки? Во-первых, для работы с такими электродами необходимо установить обратную полярность и использовать постоянный ток. При этом совершенно неважно, при каких температурах проходит сварка, это не имеет значения.

Во-вторых, электроды УОНИ все-таки предназначены для практикующих сварщиков. Если вы новичок, то вряд и сможете с первого (и даже с пятого) раза выполнить качественный шов. Это нужно учитывать заранее и трезво оценивать свои навыки.
Электроды УОНИ выпускаются с различным диаметром. Самые популярные диаметры — 3 мм и 4 мм. С помощью таких электродов можно сварить большинство деталей.
Наверняка вы замечали, что марка УОНИ может иметь разное числовое обозначение. Например, УОНИ 13/45 или УОНИ 13/55. Чем они отличаются? На самом деле, их состав очень схож. Но предназначены они для сварки разных металлов. Далее мы подробно рассказываем, для чего предназначена та или иная разновидность марки УОНИ.
Разновидности
Электроды марки УОНИ бывают четырех типов:
Электроды УОНИ 13 45 можно использовать для сварки стальных деталей. Варить можно любую сталь с любым составом. Также такие электроды подходят для работы с литьем. Получаемые швы отличаются особой прочностью и пластичностью. В отличие от других типов УОНИ в состав 13/45 входит молибден и никель.
Сварочные электроды УОНИ 13 55 — хороший выбор, если вы варите низколегированную высокоуглеродистую сталь. Варить можно в любом пространственном положении. Исключение — сварка сверху-вниз при стандартных настройках (обратная полярность + постоянный ток). Покрытие основное, поэтому дуга горит не очень устойчиво (по сравнению с рутиловым покрытием). Но несмотря на это шов получается вполне качественным, отличается особой стойкостью к образованию трещин.
Скорее всего, вы не будете варить электродами УОНИ 13/65, если вы новичок. А все потому, что они предназначены для работы с особо ответственными конструкциями. Можно варить во всех пространственных положениях. При этом качество шва все-таки лучше, чем у остальных разновидностей электродов УОНИ.
Сварка электродами УОНИ 13/85 оправдана только при работе со сверхпрочной легированной сталью. В остальных случаях эти электроды не будут ничем отличаться от остальных. Возможна сварка в любых пространственных положениях.
Хранение
Чтобы получить хорошее качество шва недостаточно знать, как выбрать электроды и как варить ими металл. Необходимо также правильно хранить стержни.
В идеале электроды должны храниться в отдельно оборудованном помещении, специально предназначенном для длительного содержания. В таком помещении должен быть сухой воздух и отопление. Температура воздуха не должна колебаться, оптимальное значение — +15 градусов. Чтобы добиться таких условий, необходимо использовать систему кондиционирования.
Если помещение находится под землей, то необходимо сделать качественную гидроизоляцию. Чтобы лишняя влага не проникала на склад. Но мы все понимаем, что добиться таких условий в гараже или в квартире практически невозможно. Так как добиться хорошего хранения без больших затрат?
Прежде всего, постарайтесь хранить электроды в постоянно отапливаемом помещении. Если вы на зиму закрываете гараж и не бываете в нем до весны, то лучше забрать электроды домой и хранить их в темном сухом месте. Пусть это будут антресоли и верхняя полка шкафа. Если у вас отапливаемый гараж, то позаботьтесь, чтобы электроды хранились в специальном футляре. Вы можете сделать его своими руками из куска пластиковой трубы небольшого диаметра.
Если вы все-таки нарушили правила хранения и электроды напитались влагой, то прокалите их в электропечи в течении часа. Если электроды крошатся, то с этим ничего не сделаешь. Перечитайте правила хранения и не допускайте ошибок.
Вместо заключения
Вот и все, что мы хотели рассказать вам о марке УОНИ. Да, мы многие темы не затронули. Например, не рассказали, как выполняется расшифровка электродов и как ими варить. Но это темы для отдельной статьи. А в рамках этого небольшого материала мы хотели дать общее представление о марке УОНИ, чтобы вы могли выбрать для себя подходящие электроды. Перед покупкой обязательно попросите у продавца сертификат качества.
Вы когда-нибудь использовали в своей практике электроды УОНИ? Если да, то какие именно? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
При выборе электродов Уони 13 55 обратите внимательно на надпись производителя.
- Э50А-очищеная проволока от примесей
- УОНИ кратко Универсальная Обмазка Народного Института
- 13 указывает индекс в ГОСТ реестре.
- 55 обозначает предел прочности 550МПа
- E 513 среднее значение 500МПа, 1 при определенной термообработке, 3 температура эксплуатации минус 20 градусов. Цифра 4 минус 30 градусов, 5 соответственно минус 40 итак до 7 цифр.
- Б означает вид обмазки основной.
- От 1 до 4 пространственное положение
- От 0 до 9 по роду тока и полярности с напряжением холостого тока.
Что бы не грешили на электроды УОНИ-13/55 напишу сколько я видел разновидностей маркировки.
- Э50А УОНИ 13/55-0-УД/ Е513-Б20
- Э50А УОНИ 13/55-0-УД/ E514-Б20
- Э50А УОНИ 13/55-0-УД/ Е515-Б20
- Э50А УОНИ 13/55-0-УД/ Е516-Б26
Возможно еще есть разновидности этого типа так как многие делают их по своим техническим условиям. Температура эксплуатации разная и род тока с напряжением тоже отличается. Единственное это проволока стержня электрода сделанная по ГОСТ.
Используются они для углеродистых и низколегированных конструкционных сталей с минимальным пределом текучести от 360МПа. Максимальный предел текучести материала не должен превышать 500МПа. Прошедшие различную термическую обработку с перлитной структурой. Работают во всех пространственных положениях кроме сверху вниз. За шов сверху вниз гарантия на качество не распространяется от производителя. Даже если вы его сварили а со временем он развалился от небольшой нагрузки, то тут уже ни каких претензий к заводу изготовителя нет.
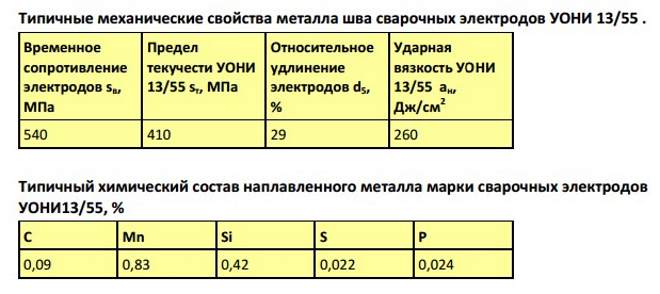
Механические свойства металла шва
- Предел прочности 550МПа
- Предел текучести 440МПа
- Относительное удлинение металла шва в % 25
- Усадка металла (сужение) % 45
- Образец KV-30t Дж*min` 59
- Образец KV-40t Дж*min` 35
- Образец KCU +20tДж/см2 130
- Образец KCV+20t Дж/см2 140
- Образец KCU -40t Дж/см2 80
- Образец KCV -50t Дж/см2 34
- Образец KCU -60t Дж/см2 50
Технические данные для тех кто собрался эксплуатировать изобретения в суровых климатических условиях.
Сварка обуславливается ведением электрода на короткой дуге. Дыма немного во время процесса с классом вредности №3. Швы зачищать до металлического блеска, не допускаются окалины, масленые пятна, пыль, грязь. Кромки снимаются ровные с определенной шероховатостью поверхности. Стыки должны быть с одинаковым зазором, не важно труба или листы, различные элементы. Независимо от вида соединения нужна точная подгонка. От этого зависит характеристика шва, его геометрические параметры. Не допускается повышенный ток на диаметр электрода регламентируемый производителем. При нарушении требований образуется не сплавления, подрезы, различные включения. Повторное зажигание дуги усложняется козырьком на кончике электрода, который необходим сбивать. Коренной шов проходят практически без колебательных движений единственное можно немного назад на валик наступать и обратно. Своего рода накладываете чешуйки как у рыбы.
Ну а к сварочному аппарату требований ни чуть ни меньше. Стабильно должен выдавать нужное количество амперов без потери. Неизменное напряжение на выходе порядка 80V. Для большого диаметра 90V, на маленькие до 3mm приблезительно70V. К примеру подадите 90V на электрод 2mm 60A при первой попытке зажжется и тут же потухнет. Проволока быстрее расплавится чем обмазка электрода и вытечет из её. Коэффициент наплавления небольшой всего 9,5г/А*ч в отличие от рутиловых где показатель 14г/А*ч. Расход экономичный примерно 1.5Кг на один килограмм шва.
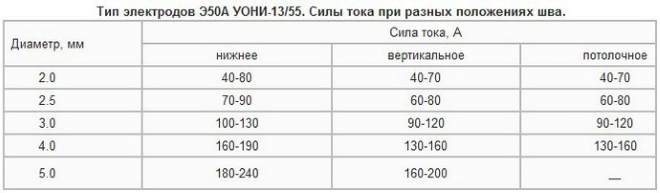
| Диаметр электрода mm | Нижнее | верхнее | потолочное |
| 2 | 40-80 | 40-70 | 40-70 |
| 2,5 | 70-90 | 60-80 | 60-80 |
| 3 | 100-130 | 90-120 | 90-120 |
| 4 | 160-190 | 130-160 | 130-160 |
| 5 | 180-240 | 160-200 | |
| 6 | 210-290 |
Электроды перед работой необходимо прокаливать при температуре 350 градусов. В северной части страны сварщики на морозе всегда держат в электрическом пенале с постоянной температурой. Иначе по другому никак.
Выпускают многие фирмы за счет своей популярности. Придерживаются стандартов.
- DIN, EN, ISO- 2560-A E 46-2-B62-H10
- AWS A5.1 E7015
- ГОСТ 9467-75 Единый
Электроды уони 13 55 прекрасно подходят для процесса дуговой сварки и важных деталей из углеродсодержащих и низколегированных металлов, в частности, используемые в местах с низким температурным режимом. Данный тип изделий здорово проявил себя при соединении серьезных металлоконструкций, где необходимо, чтобы сварной шов был с большим уровнем пластичности и ударопрочной вязкости.

Расшифровка аббревиатуры Уони
Для начала разберемся с названием и выясним откуда берется название. Расшифровка выглядит следующим образом:
- У – Универсальная;
- О – Обмазка;
- Н – Научного;
- И – Института.
- 13- №13
Т.е. это отечественная разработка исследовательского института сварки, название и номер которого закрепились в обозначении.Встречается также обозначение УОНИИ- присутствие дополнительной буквы “И” указывает Исследовательский Институт.
Кстати! В технической документации правильным обозначением принято именно УОНИИ, требования к этому правилу прописаны в ГОСТе 9466—75, а вот название на пачке электродов может быть и УОНИ 13/55.
Технические характеристики
Важные параметры, характеризующие сварочные стержни уони 13/55 можно отразить в виде таблицы:
| Тип покрытия | Основное |
| Коэффициент наплавки | 9,5 г/А∙ч |
| Производительность(для электрода ∅4 мм) | 1,4 кг/ч |
| Расход (в расчете на 1 кг наплавленного металла) | 1,7 кг |
Немаловажным пунктом в ознакомлении является информация по механической прочности сварного шва и химическому составу наплавленного металла, по которым можно судить о возможности применения в той или иной конструкции.
Ну и картина не была бы полной без указания рекомендованных производителем режимов сварки в зависимости диаметра электродов и их пространственного положения.
Особенности применения
Основные технические характеристики сварочных электродов уони 1355 состоят из следующих позиций:
- для сваривания данными изделиями нужно использовать ток обратной полярности;
- специальное покрытие из карбонатов и фтористых образований, посредством которых сварной шов практически не содержит газов и других излишних примесей;
- для стержня используется из низкоуглеродистой стали, способствующая большой долговечности шва;
- в покрытии отсутствуют различные органические соединения, благодаря чему у подобных электродов низкий уровень подверженности влаги;
- в процессе изготовления электродов полностью исключается образование различных неровностей, трещин или вздутий.
Вышеперечисленные факторы способствуют созданию шва, который не подвержен старению и потере своих свойств при различных температурных режимах.
При осуществлении сварки электродами, необходимо контролировать чистоту соединяемых деталей, ведь наличие следов ржавчины или различных масел вызовет появление пор, а сам само соединение будет не надежным. Кроме того, “растягивание” дуги также негативно влияет на качество сварного шва.
Ключевым конкурентным преимуществом подобных изделий перед аналогами является то, что шов получается с низкой концентрацией водорода и более устойчив к появлению микротрещин при процессе кристаллизации. Максимально эффективный результат при проведении действий электродами уони 1355 можно получить при осуществлении сварки на малой дуге способом опирания.
Согласно нормам ГОСТ 9466-75 вес изделий в пачке не должен превышать:
- 3 кг – для диаметра изделий до 2,5 мм;
- 5 кг – для диаметра в 3,0 – 4,0 мм;
- 8 кг – для диаметра свыше 4,0 мм.
Процедура прокалки сварочных электродов уони 13/55
Основная задача прокалки электродов – уменьшение концентрации влаги в обмазке.
Абсолютно каждая упаковка с электродами должна реализовываться вместе с сертификатом качества и инструкцией, в которой довольно подробно расписана процедура прокаливания. Отхождение отданных рекомендаций может ухудшить качество самих изделий, и как следствие, качественные характеристики сварного шва.
В ситуации, когда инструкции по самым разным причинам не оказалось, необходимо следовать нижеописанным рекомендациям:
- Для обеспечения стабильного процесса горения сварочной дуги, и соответственно, достойного уровня шва, процедуру прокаливания необходимо проводить только перед использованием.
- Если сварочные электроды уони не были использованы в течение 8 часов после прокаливания, данный процесс необходимо повторить.
- Допускается прокаливать один и тот же электрод не более 3-х раз, а общее количество времени прокалки не должно превышать 4-х часов.
- Для осуществления правильного процесса прокаливания, электроды сначала помещают в специальные коробки, а лишь затем ставят в печь. Диапазон температуры в печи должен составлять 250 – 300С.
Внимание! В случае нарушения хотя бы одного условия, изделие становится непригодным для работы.
Условия хранения
Для сохранения своих качественных характеристик, сварочные электроды необходимо хранить в предназначенных для этого помещениях. Постоянная относительная влажность на складе не должна превышать 50%, а температура воздуха опускаться ниже 14 С. Данные требования соблюдаются при помощи установки кондиционеров. Согласно ГОСТу 9466-75 срок годности не ограничен, при условии соблюдения правил хранения.
Производители
Технология изготовления и химический состав может незначительно меняться, в зависимости от производителя, среди которых можно выделить следующие крупные компании, гарантирующие качественные материалы:
Внимание! При покупке обязательно требуйте сертификат соответствия электродов требованиям нормативов, в частности ГОСТ 9466-75, либо свидетельство об аттестации сварочных материалов в соответствии с РД 03-613-03. Выдаются они органом по Федеральным Агентством по Tехническому Регулированию, либо аттестуются Национальным Агентством Контроля Сварки.