Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.

Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.

Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.

Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.

Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Печка , У нас на Сварог гарантию пять лет дают..
Добрый день.Подскажите нет у кого схемы Ресанты..накрылась уска на БП. заменил..запустилась. на выходе 0. плата живая..а вот что дальше ?горит желтая лампа..




comrat ,
Для поиска такой причины "горит желтый" совсем не обязательно выпаивать блок управления из основной платы.
Желтый горит потому, что у аппарата нет напряжения на сварочных клеммах, соответственно блок управления его и не видит. Соответственно, он и зажег желтый.
"Плата живая" – уверенное утверждение, но не всегда правильное.
Сейчас акуратненько необходимо поставить блок управления на место. При этом необходимо быть очень четко уверенным, что вы это сделали надежно. Я имею в виду, что пропаять место установки необходимо с двух сторон.
После этого опять включить аппарат, если загорелся желтый, то попытаться обмануть блок управления.
Для этого, прямо на сварочные клеммы, соблюдая полярность (+ к +, а минус к минусу), подать напряжение от внешнего блока питания +15. +18В, и посмотреть за реакцией желтого. Если желтый не потух – то возможно причина в блоке управления. Если желтый потух – неисправность в основной плате.
Остальное вот здесь:
s237 , пробовал. искрить начинает.
* s237
с утра не получилось. вот осцилки. на первой с R20 (5мкс, 5в, 0-середина) , на второй сток-исток irfd (5мкс,10в,0- середина.)


SCMASTER , по ТГР и осциллограммам рекомендую перечесть мою переписку по аппарату Vovnn, начиная с его поста от 25.02.2016 в 13:53 – у Вас АБСОЛЮТНО та же схема, только ключей у Вас по три в плече параллельно. Только дочитайте до конца, т.к. там по пути были некоторые самозаблуждения по работе ТГР, но и их разбор тоже будет на пользу.
LV007 , спасибо, прочту. только у меня по два ключа g75t60.
s237 , добрый день Сергей мне удалось достать схему платы управления и блока питания на сварочный инвертор кедр MMA220F у производителя вот делюсь чтоб вы пополнили свой архив со схемами и чтоб другие могли скачать качество не супер
SCMASTER написал:
только у меня по два ключа g75t60
Буква "g" в названии типа ключей "намекает", что это IGBT, а они как правило требуют раскачки по затвору бОльшим напряжением, чем MOSFET’ы. Это в конструкции с подобным драйвером может быть изначально скомпенсировано повышением коэффициента трансформации, бОльшим напряжением питания каскада, "разгоняющего" ТГР, или подбором менее требовательных к этому IGBT (либо комбинацией этого). Это проверьте сами. Но схема драйвера и все те обсуждавшиеся общие принципы тут весьма близки тому Best-120.
K.A.V MAKAR ,
Ох, спасибо большое за Кедр. Уже в копилке.
LV007 ,
Володя, приветствую.
Схема по ТГР и драйверам у 120 и 210 одинаковые. Про ключи не скажу, в руках не держал ни того, ни другого. Сейчас прицеплю этот кусок от 120-го.
SCMASTER ,
Тут дело в другом. Не буду на 100% утверждать, но уже с управы иет сигнал с НЕ правильной верхней полкой. Все ШИМы дают четкий (около, по заполнению) меандр. А здесь непонятно, что делает кривоватой эту верхнюю полку.
Учитывая, что питание управы по штатному, происходит от того же сварочного трансформатора, но только еще через один трансформатор (он маленький, возле сварочного, то возможно, что они специально "замутили" эти все хитрые рекуперационные обвязки вокруг силовых ключей, да и не только их. Я не знаю, зачем ставить снаббер на IRFD110. По принципу, так же работает и Техника 164 – питается от своей обмотки 1 виток самопитания, ну здесь немножко по другому, через свой трансформатор, но зачем снаббер на IRFD110?
Во всяком случае, для анализа, я бы эти все лишние цепочки, пока поубирал бы. Или здесь же второй момент: может мы не правильно подали питание на 7812? Оно все вроде начинает работать, а потом все эти обвязки, что то вносят свое. Вот пока не знаю. Вот глядя на вторую картинку (сигнал Сток-Исток), я ожидал увидеть приблизительно то же, что и на затворе. Значит получается вмешиваются еще две цепочки, это: D013, D014 и C14, R25. Естественно при этом, все это возможно, если ТГР нагружен. Нагружен хоть чем. Но мы то отвязали все вторички. Значит, что то все равно ужасно портит сигнал, портит уже на первичке ТГР.
Или это уже наводки от вторичных обмоток при обратном ходе (когда транзистор должен быть закрыт) по оставшемуся, но не задействованному штатному питанию? Вот где непонятки.
Значит нужно на первом этапе добиться четкого "меандра" от управления. Пока вот такие мысли. Вплоть до того, что перезать дорожки, питающие все остальное, кроме управы, и смотреть этот меандр.
У меня самого J96 – древний,как динозавр, и такой же неубиваемый;т.ч. я в курсе про эти ,т.н., "пять лет". Это, на самом деле, – лохотрон.Гарантия там реальная ДВА года + ещё ТРИ. НО при условии ЕЖЕГОДНОГО Т/О в авторизованом С/Ц ! Об этом сто раз писано в профильной ветке про эти аппараты.



В данном топике, я постараюсь дать обьективную ( явную ) характеристику двум сравниваемым аппаратам. Руководствовался наиболее близким как по цене, так и по заявленным техническим характеристикам от производителей. Мною были детально изучены и рассмотрены два аппарата.
Логично начинать рассматривать аппараты снаружи, так как это первое на что обращает внимание человек, решивший их эксплуатировать.
Рассмотрим два аппарата для сварки ММА ( ручная дуговая сварка). Принцип заключается в том, что процесс сварки протекает штучным плавящимся электродом. При включении аппарата в сеть, в держатель устанавливается электрод , выставляется нужный ампераж ( в зависимости от толщины электрода и свариваемого металла) , между электродом и свариваемым металлом образуется разряд тока, который в лексиконе сварщиков именуется дугой. Данная дуга нагревает свариваемый метал с двух сторон до температуры, которая позволяет двум металлам стать единым целым на молекулярном уровне, электрод в момент сварки плавится, образую между материалами сварочную ванну. Сварщик производит зигзагообразный шов, отчищает от шлака и ГОТОВО! Это вкратце о процессе. Теперь к сравнению


Рис.1 Рис.2 (ТМ Кедр)
На Рис.2(ТМ Кедр) мы видим , что защитный кожух (корпус) сварочного аппарата умышленно расположен так, чтобы основные тумблеры и контакты на лицевой панели инвертора были утоплены , это позволит при падении ( не дай Бог конечно же J ) защитить основные переключатели и контакты. Также хотелось бы отметить следующее технологическое преимущество , на каждом инверторе расположены вентиляционные окна, которые, как кислород для человека, необходимы и важны в процессе охлаждения системы. На рис.1 локация окон следующая: лицевая панель , задняя панель ( непосредственно в зоне кулера охлаждения), соответственно, на аппарате Рис 1. по факту мы имеем два вентиляционных окна . На инверторе рис.2 ( ТМ Кедр) локация вентиляционных окон следующая: лицевая панель, правая часть (в корпусе) , левая часть ( в корпусе) , задняя часть аппарата( в месте нахождения кулера) . Данная система вентиляции построена по принципу * Жалюзи* , что минимизирует попадания пыли ( в сравнении с аппаратом на Рис. 1) Резюмируя ваше сказанное – инвертор на Рис.2 имеет 4 вентиляционные окна по системе *Жалюзи* , данная технология позволяет лучше охлаждать аппарат, а это значит, что система охлаждения будет лучше справляться в своем прямом назначении, сам аппарат будет уходить в защиту позже, чем аппарат на Рис. 1 , и ,как следствие, показатель ПВ (ПН) ( продолжительность включения ) будет в цикле отрабатывать больше. Теперь подробнее об этом. Показатель ПВ – некий тест проверки сварочного оборудования, который, мало того ,является ключевой характеристикой оборудования, но и более того , влияет напрямую на продолжительность работы. А именно, оценка данного показателя проверяется следующим образом: взят цикл работы равный 10 минут , в описаниях, в прайсах ,вы можете увидеть что показатель ПВ= 60% ( разбираем общий случай) . Дак вот , 60% показателя ПВ означает , что он должен отработать 6 минут в 10-ти минутном цикле при максимально установленном напряжении, и только после этого уйти в защиту (наибольшая мгновенная степень охлаждения аппарата, минимизация возможности выхода из строя из-за дефицита охлаждения). Соответственно имея большее количество окон вентиляции мы увеличиваем ресурс непрерывной работы , а именно этот самый показатель ПВ. Но не нужно думать, что сварочное оборудование всегда по алгоритму отрабатывает свои 6 минут и потом обязательно уходит в защиту. Время сгорания одного электрода составляет 1,5 – 2 минуты, далее происходит замена электрода и непосредственно именно в этот период происходит основное охлаждение.

Изображение выше увеличено с инвертора марки Кедр ( Рис. 2) , при *живой* демонстрации явно и отчетливо видно следующую как визуальную , так и функциональную особенность. *Крыжик* на тумблере ампеража выполнен объемным. Объясню полезность данного простого шага на примере: сварщик подготовился к работе, задал нужное значение ампеража , одел защитную маску и краги (специализированные перчатки для работы со сваркой, которые полностью защищают руки от ожогов). Находясь в маске в ситуации когда нужно изменить выпускной ток, сварщик данного *крыжика* при всем желании не увидит , что произойдет в случае работы с аппаратом на Рис 1. Сварщик будет вынужден приостановить сварку, снять защитную маску, выставить нужный ампераж ( так как на аппарате Рис 1. есть исключительно полоска деления , которая указывает на заданное значение . В случае, когда работа протекает на аппарате *Кедр* (Рис. 2) , сварщик может не отрываться от процесса, а просто левой рукой почувствовать указатель , выставить нужное значение и продолжить бесперебойный процесс сварки. А наши реалии таковы, что самый ценный ресурс – это время, поэтому выбор в его пользу очевиден, при чем я не говорю еще о тех, для кого сварка – это основный вид дохода, их время выливается в большие обьемы, а выполненный объем в определенном промежутке времени напрямую влияет на доход.
Продолжая идти по стопам сравнения, захотелось тактильно оценить силовой кабель. Живем в Сибири, большая часть времен года – холодная, для нас действительно важен качественный кабель, который будет морозостойкий , но и более того , который будет наименее подвержен перегибам.

Действую практически, беру и перегибаю кабель у сварочного аппарата Кедр ( Рис.2 (ТМ Кедр) ), внутреннее покрытие которого специально разработано под наши условия. Попробуйте также произвести изгиб силового кабеля , например , у аппарата под Рис 1. Удалось ?! ВСЕ РАБОТАЕТ J ? Ничто не пострадало ?
Вскрываем сварочные, снимаем корпус ( кожус ) и смотрим на *скелет* аппаратов.
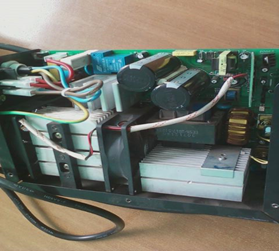

Проиллюстрированные фотография принадлежат аппарату под Рис.1 . Начинаем осмотр! )
Скальпель , ножницы и вату J . Все бытовые аппараты состоят из одной платы управления, которая в сборе образует сердце сварочного оборудования. Смотрим на фотографию *вид сверху* и отчетливо видим ,что плата расположена слева и и выполняет уже некую функцию каркаса , сделана все просто , но предупреждаю – избегайте ситуации, когда произойдет какое –либо деформирование корпуса с левой стороны и плата окажется в зоне риска. На скидку, стоимость платы управления составляет 70 % от стоимости инверторного аппарата. Далее, система и зона охлаждения. Транзисторы ( они отчетливо видно на фотографии *вид сбоку* ) , два бочонка, которые перпендикулярны основанию – являются как раз теми элементами, которым требуется охлаждение, у аппарата выше они вынесены в часть , которая не охлаждается. Зона охлаждения находится ровно на 5 см ниже. Раз начали изучать первый аппарат , рассмотрим его уже полностью, а потом в сравнении взглянем на оборудование марки *Кедр* . У данного аппарата используется принцип пайки и некоторые основные элементы сложны для диагностики ( например , в случае его сервисного обслуживания , опять же – время! L )
Скелет обрудования Кедр выглядит следующим образом:


Идем по отличиям. Сразу замечаем , что также аппарат одно-платный, исключением лишь является то ,что инвертор Кедр имеет каркас , что минимизирует выход из строя платы управления в случаи деформации корпуса. Транзисторы ,в отличии от предыдущего сравнения, находятся в зоне системы охлаждения ( а именно внутри пластикового кожуха). Теперь подробнее о нем. Это недорогая доработка создает имитацию аэротуннеля , что главным образом влияет на лучшую циркуляцию воздуха. Все гениальное – просто , берем все элементы, требующие охлаждения, размещаем их в зоне непосредственного охлаждения, устанавливаем аэродинамический туннель , вуаля – все просто и логично. Охлаждает там где надо , да еще и с усиленной циркуляцией. Мечта, не правда ли?! А также данный пластиковый кожух еще и минимизирует попадание пыли, строительной стружки , и, не дай бог , металлической. Убиваем двух зайцев простой элементарной штукой. Также, касательно ремонтопригодности, все элементы у данного аппарата легко снимаемы , система контактов построена на принципе коннекторов, отключил – включил и готово. Пайка в случаях с платами – достаточно проблематичный процесс, так как сложно спаивать микроэлементы ( высока вероятность дублирование процесса после прозвона контакта , опять же – время J
Сравнил два аппарата, постарался объективно описать ,что увидел. Теперь вкратце расскажу, что из чего состоит линейка аппаратов *Кедр* и подытожу особенность аппаратов и ух удобство наряду с полезностью для эксплуататора.

Итак, в наш ассортимент по ручной дуговой сварке состоит из бытовых аппаратов и из профессиональных. В чем отличие этих аппаратов?
Внешнее отличие, которое видно невооруженным взглядом – это размеры.
У профессионального аппарата корпус большего размера. В этом есть необходимость поскольку
1) сварочный аппарат в процессе работы нагревается, а для охлаждения необходим воздух. Соответственно, чем больше объем воздуха внутри корпуса, тем быстрее и лучше охлаждается аппарат. Поскольку аппараты профессиональной линейки предназначены для постоянной эксплуатации и профессионального использования, то этот показатель для них очень важен.
2) Вторая причина, по которой размеры аппарата больше, кроется во внутреннем его устройстве. Аппарат профессиональной линейки состоит из трех плат и элементы, расположенные на них более крупные и, соответственно, предназначены для работы в более сложных условиях и для большей продолжительности работы.
Второе видимое отличие – это наличие дисплея, который позволяет регулировать сварочный ток, не снимая маски. Особенно это удобно, когда сварочные работы проводятся в помещениях с ограниченным освещением.
Относительно конкурентов, сварочное оборудование «КЕДР», имеет массу преимуществ, делающих работу с аппаратом максимально удобной.
– Провода питания и высоковольтные провода выполнены из мягкого материала, что позволяет работать при более низких, чем у конкурентов температурах.
– Регулятор ампеража сделан крупным, а для удобства работы в крагах на нем есть специальный «флажок».
– Для удобства транспортировки на аппарате есть ремень и ручка.
– Чтобы в аппарат не попадали посторонние предметы, вентиляционное отверстие выполнено в виде жалюзи.
– Держак для электрода и клемма заземления тоже очень высокого качества.
Все мы знаем, что сварочный аппарат приобретается для того, чтобы варить и после истечения гарантийного срока (1 год), никто их не выкидывает их после того, как закончился этот год. Поскольку приобретение это дорогостоящее, а само устройство технически сложное, то немалое значение имеет вопрос сервисного обслуживания. В аппаратах профессиональной линейки узлы и агрегаты расположены таким образом, что заменить их очень просто, а стоимость обслуживания будет минимальной.
Итак: КЕДР линейки ARC – это профессиональное оборудование по приемлемой цене.
Линейка ММА – это линейка бытового оборудования для ручной дуговой сварки. Эта линейка предназначена для частного бытового использования. Поскольку все мы работаем для покупателей, для того, чтобы каждый из них остался доволен и получил то, что ему надо, то эта линейка призвана удовлетворить покупателя в полном объеме. Основных плюса у аппаратов этой линейки три:
1) Очень привлекательная цена.
2) Очень высокое качество.
3) Аппараты «варят» от 140 В.

Визуально корпус аппарата меньше – меньший размер обусловлен тем, что аппарат стоит на одной основной плате, где расположены все узлы и агрегаты. Расположены они таким образом, что все элементы, которые требуют охлаждения, расположены в непосредственной близости к вентилятору. Для максимально эффективного охлаждения транзисторов и диодов, они расположены на радиаторах охлаждения, которые выполнены из специального алюминиевого сплава с повышенной теплоотдачей. Благодаря этому аппараты работают очень долго и могут выдерживать высокие нагрузки и работать при низком напряжении. Сегодня на рынке нет предложении на аппараты такого качества и с такой ценой.
Особое внимание стоит обратить на нашу линейку с форсажем дуги – эти аппараты делают основные продажи во многих городах и очень востребованы покупателями. На этих аппаратах покупатель имеет возможность регулировать не только сварочный ток, но и для легкого старта использовать форсаж дуги.
Отдельно стоит обратить внимание на особенности аппаратов ММА 200 и ММА 220. В этих аппаратах применена инновационная двухступенчатая система охлаждения. При включении аппарата, на лицевой панели загорается индикатор питания, ВЕНТИЛЯТОР НЕ ВКЛЮЧАЕТСЯ. Включение системы охлаждения происходит только тогда, когда это необходимо, то есть срабатывает один из нескольких термодатчиков. Сделано это для того, чтобы в аппараты не попадала лишняя пыль и ,как следствие, ресурс вентилятора возрастает геометрически!
Также эти два аппарата ММА 200 и ММА 220 имеют автоматический форсаж дуги. Здесь основную мозговую деятельность принимает уже микропроцессор , который понимает , когда включить/выключить функцию форсажа дуги.
Вкратце о форсаже: Зачастую *поймать* дугу достаточно сложно обычному потребителю, который захотел изобрести какую – либо железную конструкцию, своять верстак в гараже, соорудить основу для лавочки и так далее. Нужен минимальный опыт. Как раз функция форсажа дуги делает процесс легким, экономит время на обучении и просто уже незаменима в работе. Как понять в каких аппаратах есть данная функция и что является её полезность? Обычно, на лице панелях инверторов существует дополнительный тумблер ( с разметкой от 0 до 100 % ) . Привожу пример использования данный функции, берем сварочный аппарат под ТМ *Кедр* , ставит 180 А выпускной ток, тумблер форсажа дуги выкручиваем на 100% , получаем следующий эффект – при старте, в момент когда соприкоснется электрод со свариваемым металлом, сварочник выдаст выпускного больше настолько, насколько выкручен регулятор формажа дуги, в нашем случае, 180 * 2 ( 100% ) получаем 360 А на старте, здесь мы получаем моментальный розжиг души, отсутствия возможности залипания электрода , ну и само собой – молниеносный старт работы! Помните о времени J. В нашем случае, данные аппараты маркируются латинской буквой *F* . Но не могу пропустить и не уделить внимание двум аппаратам из бытовый серии с амперажом 200 и 220. Кроме того , как говорилось выше, что они имеют инновационную систему охлаждения и кулер за зря не работает и это минимизирует попадание пыли, они еще и оснащены микропроцессором, неким мозгом , который без механических регуляторов оснащен системой форсажом дуги и сам регулирует его включение на старте розжига дуги. Также вышеуказанные аппараты оснащены функцией В Р Д , опять расскажу на примере. Утро , прошел дождь, дачник в условиях влажного климата собирается поработать со сваркой. Функция позволяет в автоматическом режиме , опять же благодаря микропроцессору , уходить в автономный режим, сбавляя пусковой ток почти до минимума. Образовали дугу, поварили, например, остановились для отдыха или смены электрода, в момент, когда пропадает дуга, микропроцессор дает команду и инвертор переходил в автономную работу ( доли секунды) , тут уже сварщик может не переживать о том, что может себя *замкнуть* и пострадать.
Аналоги с такими свойствами и параметрами стоят в 3-5 раз дороже.
У нас в ассортименте их две модели и три цвета, соответственно каждый покупатель найдет свою. Маски NWT1 и NWT2 внешне очень привлекательны и очень удобны в работе. Система регулировки маски по размеру очень удобна. Главное достоинство наших масок – это очень хороший светофильтр. Все светофильтры на масках хамелеон срабатывают с примерно одинаковой скоростью, НО. Задача светофильтра защитить глаз сварщика от ультрафиолетового излучения.
Приведем пример: в обычной маске хамелеон, поработав 5-10 минут, глаза все равно начинают уставать и после работы, зрение затемнено. В масках серии NWT такого не происходит, именно поэтому их так любят профессиональные сварщики и ценят любители. Наряду с привлекательной ценой, маски обладают очень хорошими потребительскими свойствами, поэтому владельцам магазинов и продавцам, заботящимся о своем покупателе, стоит обратить пристальное внимание именно на них.
По вопросам эксплуатации, технических возможностей, да и просто информации об использовании аппаратов *Кедр* всегда рад ответить и помочь.