- Сварка полуавтоматом
- Принципы сварки полуавтоматом при помощи проволоки
- Сварка полуавтомат конструкция и принцип работы
- Технологические преимущества сварки полуавтомат
- Сварочный полуавтомат инвертор
- Отличительные особенности полуавтомата от инвертор
- Принцип работы инверторного сварочного полуавтомата
- Сварочный полуавтомат без газа
- Плюсы и минусы сварки с газом и без газа
- Сварка полуавтоматом без газа
- Сварка порошковой проволокой
- Требования к расходным материалам и их преимущества
- Сварка самозащитной порошковой проволокой
- Техника производства порошковой проволоки
- Особенности дуговой сварки
- Технология сварочных работ с применением порошковой проволоки
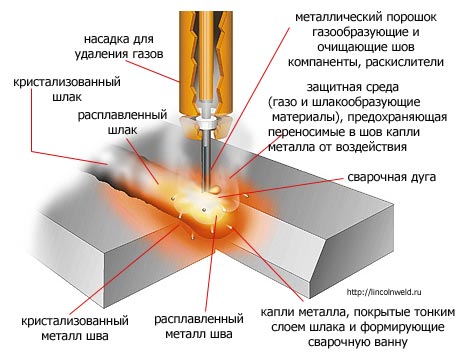
Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.

Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.

Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
Сварочное оборудование
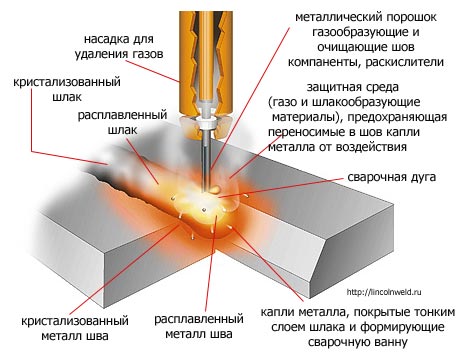
Сварочная установка должна состоять из следующих компонентов:

- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.

Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.
Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;
• для сварочных работ с защитными газами;
• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;

полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;
соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:
отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:
дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.
высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.

Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.

Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.

Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.

В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно. Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварочные швы выполняются намного легче.
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.

Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.

При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.
Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.
Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.

То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
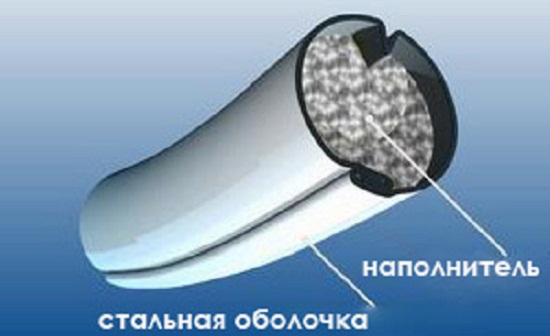
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.

Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
В настоящее время имеется масса сварочных устройств, работа которых основана на разных принципах. У каждой технологии имеются свои достоинства и недостатки. К тому же иногда возникают ситуации, когда подходит определенный тип сварки. Наиболее популярной является порошковая сварка со специальной проволоки.
Сварка порошковой проволокой
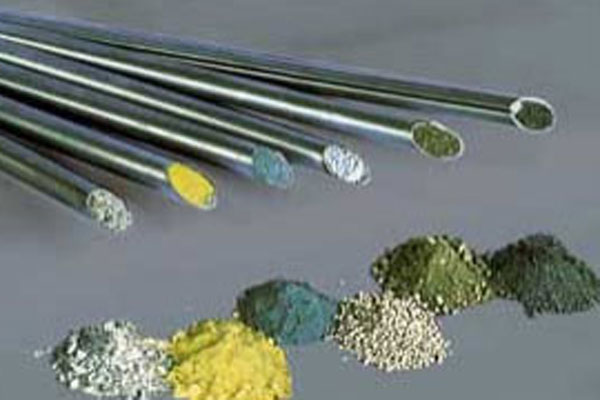
Порошковая проволока, используемая для дуговой сварки – это трубка, где внутренняя часть наполнена металлическим порошком и флюсом. В основу материала входит металлическая лента, обрабатываемая по технологии холодной формовки и заполняемая смесью флюса с порошком. На завершительном этапе производства порошковая проволока растягивается до необходимых параметров.
Порошковая проволока, используемая для сварки без газа, цена которой доступна, классифицируется по назначению, способу используемой защиты, технологии сварки порошковой проволокой в разных пространственных положениях и механическим свойствам. Применяется сварка порошковой проволокой в монтаже низколегированной и низкоуглеродистой стали. Также материал может подразделяться по условиям использования (для простой или специальной сварки – под водой, с принудительным выполнением шва, монтажа арматуры и пр.).
Требования к расходным материалам и их преимущества
Проволока порошковая, используемая для дуговой сварки, производится в соответствии с основными требованиями:
- С созданием равномерного плавления материала без крупных брызг;
- Стабильный нагрев и легкое возбуждение дуги;
- Должен получаться аккуратный шов, без дефектов (пор и трещин);
- Образующийся при плавке шлак должен равномерно размещаться по шву и отделяться при охлаждении.
Такие требования являются основными параметрами для сварочных материалов, определяют использование порошковой проволоки при сваривании стали в разных условиях.

Сварка порошковой стали способствует решению проблем строительства и производства, повышает производительность процесса, снижает трудоемкость ручной очистки изделий от брызг. По типу использования и защите от внешних факторов, проволока бывает газо- и самозащитной.
Сварка самозащитной порошковой проволокой
Газозащитная проволока применяется в порошковой сварке полуавтоматом и автоматом для соединения низколегированных и углеродистых сталей в углекислом газе или его сочетании с аргоном. Для этого материала характерной является порошковая сварка с высокой проплавкой, обеспечивающая его использование в производстве нахлестов, стыков и углов за 1 или несколько подходов в автоматическом или полуавтоматическом режиме. Сварка порошковой проволокой в среде с газом характеризуется низким разбрызгиванием, стабильным переносом струи, быстрым отделением корки, стойкостью к появлению шлака и пор.

Условно проволоки подразделяются на следующие виды:
- Для соединения низкоуглеродистых сталей с высоким уровнем наплавки применяется проволока с флюсовым сердечником;
- Для соединения низкоуглеродистых сталей в разных положениях используется проволока с флюсовым сердечником;
- Для монтажа низколегированных сталей применяется проволока с сердечником из металлического порошка;
- Для монтажа низколегированных сталей применяется проволока с флюсовым сердечником;
- Для сваривания низкоуглеродистых сталей применяется проволока с сердечником из металлического порошка.

Порошковая сварка с помощью газозащитной проволоки способствует получению хорошей формы шва и низкого разбрызгивания. Также расходный материал отличается от остальных видов высоким коэффициентом наплавления, оперативностью ведения шва и малым дымлением.
Самозащитная порошковая проволока представляет собой вывернутый электрод. Сварка самозащитной порошковой проволокой может проводиться в ветреную погоду, при экстремальных температурах или на открытом воздухе. В состав сердечника входят диоксидирующие, шлакообразующие и защитные присадки, что исключает использование флюса и газа. Таким образом, проводится сварка порошковой проволокой без газа.
К достоинствам самозащитной проволоки относят следующее:
- Проведение сварки в разных положениях;
- Аккуратное перемещение наплавляемого металла благодаря открытой дуге;
- Проведение жесткого контроля химического состава позволяет получать точный состав шлака;
- Отсутствует дополнительное устройство для поступления газа и флюса;
- Специальное покрытие на проволоке устойчиво к высокому давлению от роликов.
Проволоки классифицируются по общему назначению, могут применяться для соединения труб или металлоконструкций и пр.
Техника производства порошковой проволоки
В порошковой проволоке внутренний сердечник – шихта должен выполняться из определенных компонентов, подобранных по грануляции и химическому составу. Поставка некоторых материалов (глинозем, крахмал, флюоритовый концентрат, рутиловый концентрат, железный порошок, кремнефтористый натрий и пр.) осуществляется в порошках, которые должны просеиваться и просушиваться. Готовый состав отправляется на участок наполнения проволоки.
Состоит порошковая проволока из внешнего покрытия и сердечника. Для внешнего слоя используется неполированная холоднокатаная лента, выполняемая из низкоуглеродистой стали. В производственной технологии проволоки указанного диаметра определяется ширина и толщина ленты. Реализуется лента со специальной смазкой в виде кругов или рулонов с внутренним диаметром от 15 см, перед использованием очищается от грязи и масел. Для очистки ленты применяется химический и механический ультразвук. При механической очистке лента проходит через барабаны с венской известью, обезжириваясь.
Порошковая проволока часто используется в создании металлургических комплексов, реакторных корпусов на атомных электростанциях, в изготовлении больших емкостей, тяжелых кранов, угольных комбайнов, строительной и сельскохозяйственной техники. Производство сплошной проволоки легированного и высоколегированного типа является затратным процессом, поэтому оно осуществляется на крупных метизных предприятиях.
Изготовление высоколегированных электродов для механизированного наплавления осуществляется из порошковой проволоки, состоящей из покрытия и порошкового сердечника (смеси карбидов, металлов, боридов, сплавов железа). Для выполнения самозащитной проволоки в сердечник добавляются шлако- и газообразующие составы, после чего осуществляется сварка порошковой проволокой без газа.
Часто люди принимают решение купить порошковую проволоку, которую применяют для сварки со следующими характеристиками: диаметром 3,6 мм (для наплавления флюсом) и размером 0,2-0,3 см (для соединения открытой дугой).

Особенности дуговой сварки
Дуговая техника сварки порошковыми проволоками применяется часто, так как у нее имеется много достоинств. К примеру, проведение сварочных работ с флюсом может быть осложнено точным направлением электрода в необходимую точку. Также надо контролировать формирование шва. Такие сложности часто появляются, если осуществляется порошковая сварка полуавтоматом. Но затруднительной будет сварка порошковой проволокой в защитном газе, так как возможно нарушение защиты из-за сквозняков или засорение сопел, подающих газ.
В этом случае оптимальным вариантом считается сварка порошковой стали без газа и флюса, где не нужен баллон, редукторы, шланги, флюсовая арматура. Потребуется лишь направление электрода в разделку и контроль формирования сварочного шва.
Расплавка порошковой проволоки будет происходить так же, как и было заложено при ее изготовлении. Конструкция материала является основополагающим фактором при его расплавке дугой. Внутри металлической оболочки находится около 70% неметаллических материалов, из-за чего сопротивляемость к току у сердечника будет намного выше, чем у внешнего слоя. Из-за этого металлическое покрытие расплавляется быстрее. Сердечник расплавляется в результате теплового излучения от дуги и теплопередачи от нагретого металла. В результате при сварочных работах внутренний материал будет соприкасаться с ванной расплавленного металла, и поступать в него нерасплавленным.
Технология сварочных работ с применением порошковой проволоки
В основном сварка порошковой проволокой гост выполняется на шланговом полуавтомате. Поэтому человек должен постоянно следить за качеством сварного шва. Технология сварки порошковых металлов и соединения углов и стыков почти не отличается от соединения деталей в защитном газе.
Но у сварки порошковой проволокой есть некоторые особенности – на поверхности сварного шва появляется шлак, который может попадать в зазор между парой кромок спереди сварочной ванны.
Если работы выполняются поэтапно, то перед каждым началом сварки нужно зачищать от шлаков полученный шов. Но у такого процесса, как сварка порошковой проволокой, отзывы пользователей отмечают некоторые недостатки. У самого материала прочность не очень высокая, из-за чего требуется автоматическая подача проволоки с ограниченным сжатием подающими роликами.
При использовании обычной порошковой проволоки диаметром от 2,6 мм, нужно применять дугу с высоким током (для постоянного горения). Поэтому материалом можно пользоваться в нижнем положении и иногда – в вертикальном. Подобное ограничение можно объяснить большим объемом сварочной ванны и образованием на поверхности текучих шлаков.
Следующий недостаток метода основан на вероятности появления пор в сварочном шве (из-за наличия неравномерного заполнения и пустот в пространстве металлической оболочки). В этом случае следует подбирать режимы сварки порошковой проволокой в углекислом газе. Это значительно сократит риск появления пор в сварных швах. Следует учитывать, что от состава наполнителя в основном материале будет зависеть выбор нескольких параметров (тип и полярность сварки порошковой проволокой).
При применении порошковой проволоки в дуговой сварке, цена которой оптимальна, можно пользоваться током высокой плотности (200 А/мм2). Это позволяет плавить много металла и способствует повышению производительности (до 10-11 кг/час) при силе тока 400-500 А. При этом получаются материалы, химический состав которых не удается повторить в обычной промышленности.







I. Введение
Анализ рынка оборудования для дуговой сварки плавлением, сложившегося на рубеже веков, показывает, что наиболее распространенным способом сварки в промышленности продолжает оставаться полуавтоматическая сварка плавящимся электродом в среде защитных газов (MIG/MAG процесс). За последнее десятилетие ХХ века доля металла, наплавленного ручной дуговой сваркой, снизилась в 2 раза – с 22,6% до 11,2%, в то время как доля сварки в защитных газах возросла с 64,3% до 75,7%. Это наглядно видно на диаграммах, приведенных на Рис. 1, 2 [3].

Есть основания полагать, что в недалеком будущем доля ручной дуговой сварки стабилизируется на уровне 10 – 12%, доля полуавтоматической сварки сплошной проволокой – на уровне 40 – 50%, доля полуавтоматической сварки порошковой проволокой – на уровне 30 – 40%, доля сварки под флюсом – на уровне 5 – 6%. При этом MIG/MAG процесс используется не только при механизированной, но и при автоматизированной, и роботизированной сварке.
II. Общее понятия о MIG/MAG сварке

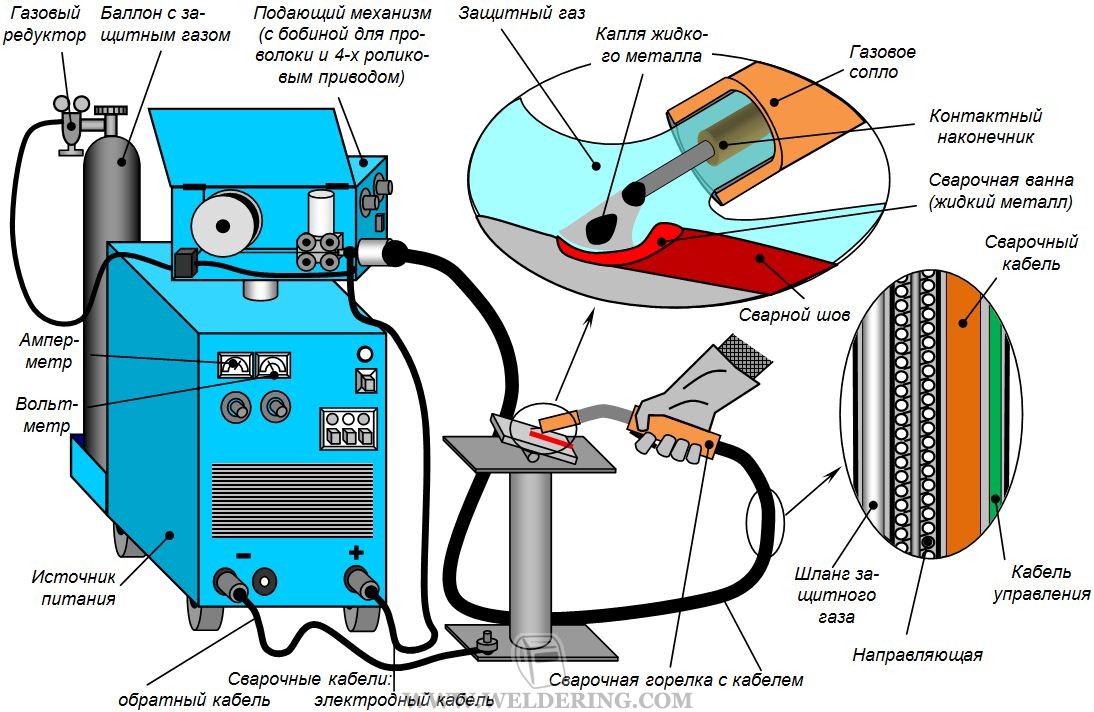
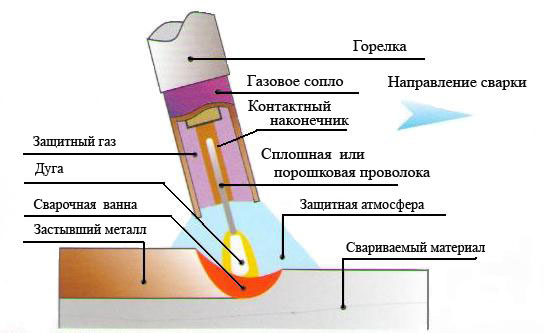
Рис. 3. Общая схема MIG/MAG сварки и оборудования
MIG/MAG – Metal Inert/Active Gas – электродуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного/активного газа с автоматической подачей присадочной проволоки. Это полуавтоматическая сварка в среде защитного газа (углекислого или другого инертного газа) – наиболее универсальный и распространенный в промышленности метод сварки. Иногда этот метод сварки обозначают GMA (Gas Metal Arc) или GMAW (Gas Metal Arc Welding). Применение термина «полуавтоматическая» не вполне корректно, поскольку речь идет об автоматизации только подачи присадочной проволоки, а сам метод MIG/MAG с успехом применяется при автоматизированной и роботизированной сварке. Словосочетание «сварка в углекислом газе», к которому привыкли многие специалисты, умышленно упущено, так как при этом методе все чаще используются многокомпонентные газовые смеси, в состав которых помимо углекислого газа могут входить аргон, кислород, гелий, азот и другие газы.
В зависимости от свариваемого металла и его толщины в качестве защитных газов используют инертные, активные газы или их смеси. В силу физических особенностей стабильность дуги и ее технологические свойства выше при использовании постоянного тока обратной полярности. При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается на 25 – 30%, но резко снижается стабильность дуги и повышаются потери металла на разбрызгивание. Применение переменного тока невозможно из-за нестабильного горения дуги.
При сварке плавящимся электродом шов образуется за счет проплавления основного металла и расплавления дополнительного металла – электродной проволоки. Поэтому форма и размеры шва помимо прочего (скорости сварки, пространственного положения электрода и изделия и др.) зависят также от характера расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется в основном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов.
При традиционном способе сварки можно выделить три основные формы расплавления электрода и переноса электродного металла в сварочную ванну. Процесс электродуговой сварки с периодическими короткими замыканиями характерен для сварки электродными проволоками диаметром 0,5 – 1,6 мм при короткой дуге с напряжением 15 – 22 В. После очередного короткого замыкания (1 и 2 на рис. 4-1) силой поверхностного натяжения расплавленный металл на торце электрода стягивается в каплю. В результате длина и напряжение дуги становятся максимальными. Во все стадии процесса скорость подачи электродной проволоки постоянна, а скорость ее плавления изменяется и в периоды 3 и 4 меньше скорости подачи.
Поэтому торец электрода с каплей приближается к сварочной ванне (длина дуги и ее напряжение уменьшаются) до короткого замыкания (5 на Рис. 4-1). При коротком замыкании резко возрастает сварочный ток и как результат этого увеличивается сжимающее действие электромагнитных сил, совместное действие которых разрывает перемычку жидкого металла между электродом и изделием. Во время короткого замыкания капля расплавленного электродного металла переходит в сварочную ванну. Далее процесс повторяется. Частота периодических замыканий дугового промежутка может изменяться впределах 90 – 450 в секунду. Для каждого диаметра электродной проволоки в зависимости от материала, защитного газа и т.д. существует диапазон сварочных токов, в котором возможен процесс сварки с короткими замыканиями. При оптимальных параметрах процесса сварка возможна в различных пространственных положениях, а потери электродного металла на разбрызгивание не превышают 7%. Увеличение плотности сварочного тока и длины (напряжения) дуги ведет к изменению характера расплавления и переноса электродного металла, перехода от сварки короткой дугой с короткими замыканиями к процессу с редкими короткими замыканиями или без них. В сварочную ванну электродный металл переносится нерегулярно, отдельными крупными каплями различного размера (Рис. 4-2), хорошо заметными невооруженным глазом.



Рис. 4. Основные формы расплавления и переноса электродного металла при MIG/MAG сварке: 1 – короткими замыканиями, 2 – капельный, 3 – струйный



Рис. 5. Режим струйного переноса электродного металла при MIG/MAG сварке и форма сварного шва: 1 – нижний предел сварочного тока, 2 – верхний предел сварочного тока.
При достаточно высоких плотностях постоянного по величине (без импульсов или с импульсами) сварочного тока обратной полярности и при горении дуги в инертных газах может наблюдаться очень мелкокапельный перенос электродного металла. Название «струйный» он получил потому, что при его наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода непрерывной струей. Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении сварочного тока до «критического» для данного диаметра электрода. Значение критического тока уменьшается при активировании электрода (нанесении на его поверхность тем или иным способом некоторых легкоионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на значение критического тока. Например, добавка в аргон до 5% кислорода снижает значение критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перенос электродного металла невозможно. Он не получен и при использовании тока прямой полярности. При переходе к струйному переносу поток газов и металла от электрода в сторону сварочной ванны резко интенсифицируется благодаря сжимающему действию электромагнитных сил. В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной проплавления по его оси. При струйном переносе дуга очень стабильна, колебаний сварочного тока и напряжений не наблюдается. Сварка возможна во всех пространственных положениях.
III. MIG/MAG сварка в газовых смесях
Если рассматривать применение сварочных газов только с точки зрения получения наилучшей защиты реакционного пространства сварочной дуги от наружного воздуха, то оптимальным защитным газом будет аргон. Аргон тяжелее воздуха (плотность 1,78 кг/м3), обладает низким потенциалом ионизации (15,7 В), не вступает в химические взаимодействия с другими элементами и в достаточных количествах содержится в свободном виде (0,9325% об., или 0,00007% вес.) [7], что позволяет получать его из воздуха в ректификационных установках. В настоящее время аргон широко применяется в качестве защитного газа при сварке алюминиевых сплавов и высоколегированных сталей (особенно нержавеющих хромоникелевых). Однако при сварке углеродистых и низколегированных сталей основных структурных классов на российских предприятиях основным защитным газом для MIG/MAG процесса продолжает оставаться углекислый газ СО2. Между тем применение аргона позволяет повысить температуру сварочной дуги, что улучшает проплавление сварного шва, увеличивая производительность сварки в целом. При этом проплавление приобретает «кинжальную» форму, что позволяет выполнять однопроходную сварку в щелевую разделку металла бóльших толщин. При сварке в среде аргона (как и иных инертных газов) минимизируется выгорание активных легирующих элементов, что позволяет использовать более дешевые сварочные проволоки. Однако применение углекислого газа при сварке плавящимся электродом имеет свои преимущества, связанные прежде всего с химико-металлургическими процессами, происходящими при сварке. Углекислый газ имеет высокую плотность (приблизительно в 1,5 раза выше, чем у воздуха) и сам по себе способен обеспечить качественную защиту реакционного пространства; его потенциал ионизации, равный 14,3 В, дает возможность использовать при сварке эффект диссоциации молекул углекислого газа на оксид углерода СО и свободный кислород:
В качестве защитных газовых смесей для сварки плавящимся электродом во всех промышленно развитых странах давно уже не применяют чистый углекислый газ. Для этого используются газовые смеси. От выбора защитной газовой смеси зависит качество сварки. Так, смеси, содержащие в своем составе гелий, повышают температуру сварочной дуги, что улучшает проплавление сварного шва, увеличивая производительность сварки в целом. Повышение производительности сварочных работ при применении газовых смесей составляет не менее 30-50%. Гораздо более значителен эффект от их применения по предприятию в целом. Например, применение газовых смесей при полуавтоматической сварке металла, подлежащего дальнейшей покраске, не требует последующей зачистки сварного шва и околошовной зоны. Сварной шов получается формы и чистоты вполне пригодной для дальнейшей покраски. Это обеспечивает значительное повышение производительности труда при дальнейших работах со сваренными изделиями на предприятии. Кроме того, применение газовых смесей при полуавтоматической сварке обеспечивает еще и повышенные свойства металла сварного соединения, что в ряде случаев позволяет отказаться от последующей термообработки, что всегда трудоемко. Данные защитные газовые смеси применимы для электродуговой сварки как углеродистых, так и легированных сталей. Рассмотрим составы газовых смесей, чаще всего применяемых при дуговой сварке [3].
Защитные газовые смеси для сварки неплавящимся вольфрамовым электродом
Газовая смесь НН-1 (Helishield H3) . Это инертная газовая смесь, состоящая из 30% гелия и 70% аргона. Дает более эффективный нагрев, чем аргон. Увеличивается проплавление и скорость сварки, более ровная поверхность шва.
Газовая смесь НН-2 (Helishield H5) . Это инертная газовая смесь, состоящая из 50% гелия и 50% аргона. Наиболее универсальная газовая смесь, подходит для сварки материалов практически любой толщины.
Защитные газовые смеси для сварки плавящимся электродом
Газовая смесь К-2 (Pureshield P31) . Это наиболее универсальная из всех смесей для углеродисто-конструкционных сталей. Состоит из 82% аргона и 18% углекислого газа. Подходит практически для всех типов материалов.
Газовая смесь К-3.1 (Argoshield 5). Эта смесь состоит из 92% аргона, 6% углекислого газа, 2% кислорода. Разработана для листовых и узких профильных (сортовых) сталей. Дает устойчивую дугу с низ-ким уровнем разбрызгивания, небольшим усилением и плоским гладким профилем сварного шва. Смесь превосходна для глубокого провара и идеально подходит для сварки листового металла.
Газовая смесь К-3.2 (Argoshield TC) . Это смесь 86% аргона, 12% углекислого газа, 2% кислорода. Дает устойчивую дугу с широкой зоной нагрева и хорошим проваром профиля, подходит для глубокого провара, сварки коротких швов и для наплавки. Может использоваться для сварки во всех положениях. Идеально подходит для ручной, автоматической и сварки с применением робота-автомата.
Газовая смесь К-3.3 (Argoshield 20) . Это смесь 78% аргона, 20% углекислого газа, 2% кислорода. Специально разработана для глубокого провара широкого ассортимента профилей. Смесь хорошо подходит для наплавки и сварки толстых прокатных (сортовых) сталей.
Газовая смесь НП-1 (Helishield HI) . Это смесь 85% гелия, 13,5% аргона, 1,5% углекислого газа. Данная смесь дает великолепные чистые швы с гладким профилем и незначительное, либо не дает совсем, окисление поверхности. Идеально подходит для тонких материалов, где высокая скорость прохода дает низкий уровень деформации (искривления) металла.
Газовая смесь НП-2 (Helishield H7) . Это смесь 55% гелия, 43% аргона, 2% углекислого газа. Придает низкий уровень сварочному армированию и обеспечивает высокую скорость сварки. Смесь хорошо подходит для автоматической сварки и для применения роботов-автоматов с использованием широкого спектра толщин свариваемых материалов.
Газовая смесь НП-3 (Helishield H101) . Это смесь 38% гелия, 60% аргона, 2% углекислого газа. Придает стабильность дуге, что обеспечивает низкий уровень разбрызгивания и снижает вероятность появления дефектов шва. Газовая смесь НП-3 рекомендуется для сварки материалов толщиной свыше 9 мм. Состав газовой смеси оказывает влияние практически на все параметры режима сварки. Результаты исследований, проведенных ЗАО НПФ «Инженерный и технологический сервис» (Санкт-Петербург) представлены в Таблице 1.
Таблица 1. Влияние газовой смеси на параметры сварки (сварка проволокой Св-10ГСМТ ø 1,4 мм)