Название: Формовочные и стержневые смеси Раздел: Промышленность, производство Тип: учебное пособие Добавлен 15:23:13 19 апреля 2011 Похожие работы Просмотров: 5486 Комментариев: 11 Оценило: 5 человек Средний балл: 4.2 Оценка: неизвестно Скачать
Лекция №14. Формовочные и стержневые смеси
1. Формовочные песок и глина.
2. Специальные добавки.
3. Приготовление формовочных смесей.
1) Формовочные песок и глина. Формовочные материалы должны обладать главным образом огнеупорностью, газопроницаемостью и пластичностью.
Огнеупорностью формовочного материала называется способность его не сплавляться и спекаться при соприкосновении с расплавленным металлом. Наиболее доступным и дешевым формовочным материалом является кварцевый песок (SiO2), достаточно огнеупорной для отливки самых тугоплавких металлов и сплавов. Из примесей, сопровождающих SiO2, особенно нежелательны щелочи, которые, действуя на SiO2, как флюсы, образуют с ним легкоплавкие соединения (силикаты), пригорающие к отливки и затрудняющие ее очистку. При плавке чугуна и бронзы вредные примеси вредные примеси в кварцевом песке не должны превышать 5-7%, а для стали – 1,5-2%.
Газопроницаемостью формовочного материала называется его способность пропускать газы. При плохой газопроницаемости формовочной земли в отливке могут образовываться газовые раковины (обычно сферической формы) и вызывать брак отливки. Раковины обнаруживаются во время последующей механической обработки отливки при снятии верхнего слоя металла. Газопроницаемость формовочной земли зависит от ее пористости между отдельными зернами песка, от формы и величины этих зерен, от их однородности и от количества в ней глины и влаги.
Песок с округлыми зернами обладает большей газопроницаемостью, нежели песок с округлыми зернами. Мелкие зерна, располагаясь между крупными, также уменьшают газопроницаемости смеси, снижая пористость и создавая мелкие извилистые каналы, затрудняющие выход газов. Глина, имея чрезвычайно мелкие зерна, закупоривает поры. Излишек воды также закупоривает поры и , кроме того, испаряясь при соприкосновении с залитым в форму горячим металлом, увеличивает количество газов, которые должны пройти через стенки формы.
Прочность формовочной смеси заключается в способности сохранять приданную ей форму, сопротивляясь действию внешних усилий (сотрясения, удар струи жидкого металла, статическое давление залитого в форму металла, давление газов, выделяющихся из формы, и металла при заливке, давление от усадки металла и т.д.).
Прочность формовочной смеси возрастает при повышении содержания влаги до определенного предела. При дальнейшем повышении количества влаги прочность падает. При наличии в формовочном песке примеси глины ("жидкий песок") прочность повышается. Жирный песок требует большого содержания влаги, чем песок с малым содержанием глины ("тощий песок"). Чем мельче зерно песка и чем угловатее его форма, там больше прочность формовочной смеси. Тонкая связующая прослойка между отдельными зернами песка достигается тщательным и продолжительным перемешиванием песка с глиной.
Пластичность формовочной смеси называется способность легко воспринимать и точно сохранять форму модели. Пластичность особенно необходима при изготовлении художественных и сложных отливок для воспроизведения мельчайших подробностей модели и сохранения отпечатков их во время заливки формы металлом. Чем мельче зерна песка и чем равномернее они окружены прослойкой глины, тем лучше они заполняют мельчайшие детали поверхности модели и сохраняют форму. При излишней влажности связующая глина разжижается и пластичность резко снижается.
2) Специальные добавки. Одним из наиболее распространенных видов брака отливок является пригар формовочной и стержневой смеси к отливке. Причины, порождающие пригар, разнообразны: недостаточная огнеупорность смеси, крупнозернистый состав смеси, неправильный подбор противопригарных красок, отсутствие в смеси специальных противопригарных добавок, некачественная окраска форм и др. Различают три вида пригара: термический, механический и химический.
Термический пригар сравнительно легко удаляется при очистке отливок.
Механический пригар образуется в результате проникновения расплава в поры формовочной смеси и может быть удален вместе с коркой сплава, содержащей вкрапленные зерна формовочного материала.
Химический пригар представляет собой образование, сцементированное легкоплавкими соединениями типа шлаков, возникающими при взаимодействии формовочных материалов с расплавом или его окислами.
Механический и химический пригары или удаляются с поверхности отливок (требуется большая затрата энергии), или же отливки окончательно бракуют. Предупреждение пригара основано на введении в формовочную или стержневую смесь специальных добавок: молотого угля, асбестовой крошки, мазута и др., а также покрытии рабочих поверхностей форм и стержней противопригарными красками, припылами, натирками или пастами, содержащими в своем составе высокоогнеупорные материалы (графит, тальк), не взаимодействующие при высоких температурах с окислами расплавов, или материалы, создающие восстановительную среду (молотый уголь, мазут) в форме при ее заливке.
Противопригарные краски наносят на рабочие поверхности форм и стержней для защиты их от непосредственного воздействия расплава. Находящиеся в краске высокоогнеупорные материалы выдерживают высокую температуру расплава и тем самым предупреждают возникновение пригара. Составы противопригарных красок, применяемых в литейном производстве, весьма (разнообразны. В табл. 5 приведены некоторые из них.
Для окраски форм и стержней, изготовленных из жидкостекольных смесей и стальных отливок, применяется противопригарочная краска следующего состава (в объемных частях): цирконовый порошок – 90, жидкое стекло-10 и вода – 30. Плотность краски – 1,80 г/см3.
Натирочные пасты . Для получения особо чистых внешних и внутренних полостей у отливок применяют противопригарные безводные пасты. Изготовляются пасты на основе органических растворителей, например олифы, и огнеупорного материала – серебристого графита с небольшим количеством глины. Паста наносится на ответственные части полуформ или стержней вручную, ровным гладким слоем.
Припылы. Эти материалы изготовляют в порошкообразном виде из следующих компонентов: графита, древесного угля, кварца, талька, цемента. Путем размола вышеуказанных материалов приготовляют тонко измельченный порошок – пудру, которую при помощи матерчатого мешочка вручную наносят на рабочие поверхности полуформ или стержней.
Пасты для заделки швов . Швы при сборке стержней и при постановке их в сухие формы необходимо заделывать пастой во избежание получения заливов у отливок. Заделочные пасты в своем составе содержат огнеупорные и связующие материалы. Швы после заделки пастой окрашиваются противопригарной краской и при надобности подсушиваются в специальных стационарных или переносных подсушивающих установках. В табл. 6 приведены некоторые составы паст.
Упрочнители – жидкости специального состава, которые наносятся пульверизатором на рабочие поверхности сырых форм и стержней с целью снижения пригара и осыпаемости.
Специальные добавки в формовочные смеси . Специальные добавки вводятся в формовочные и стержневые смеси для обеспечения особых свойств смеси. Так, например, чугунная дробь, вводимая в формовочную смесь, увеличивает ее теплопроводность и предупреждает образование усадочной рыхлоты в массивных узлах отливок при их затвердевании. Древесные опилки и торф вводят в смеси, предназначенные для изготовления форм и стержней, подвергающихся сушке. После сушки указанные добавки, уменьшаясь в объеме, увеличивают газопроницаемость и податливость форм и стержней. Едкий натр вводится в формовочные быстротвердеющие смеси на жидком стекле для повышения долговечности смеси (устраняется комкование смеси). формовочная смесь песок глина
Модельные пудры (ликоподий, угольная пыль, пылевидный кварц и др.) устраняют прилипание формовочных и стержневых смесей к поверхностям моделей и стержневых ящиков.
3) Приготовление формовочных смесей. Качество художественной отливки во многом зависит от качества формовочной смеси, из которой приготовлена ее литейная форма. Поэтому подбор формовочных материалов для смеси и ее приготовление в технологическом процессе получения отливки имеет важное значение. Формовочная смесь может быть приготовлена нз свежих формовочных материалов и отработанной смеси с небольшой добавкой свежих материалов.
Процесс приготовления формовочных смесей из свежих формовочных материалов состоит из следующих операций: составления смеси (подбор формовочных материалов), перемешивания составляющих смеси в сухом виде, увлажнения, перемешивания после увлажнения, вылеживания, разрыхления.
Составление. Известно, что формовочные пески, отвечающие всем технологическим свойствам формовочной смеси, в природных условиях встречаются редко. Поэтому смеси, как правило, приготовляют путем подбора песков с различным содержанием глины, так, чтобы полученная смесь содержала нужное количество глины и обладала необходимыми технологическими свойствами. Такой подбор материалов для приготовления смеси называют составлением смеси.
Перемешивание н увлажнение. Составляющие формовочной смесн тщательно перемешивают в сухом виде с целью равномерного распределения частиц глины по всей массе песка. Затем смесь увлажняют, добавляя нужное количество воды, и снова перемешивают так, чтобы каждая из частиц песка покрылась пленкой глины или другого связующего. Увлажнять компоненты смеси до перемешивания не рекомендуется, так как при этом пески с высоким содержанием глины скатываются в небольшие шарики, трудно поддающиеся разрыхлению. Перемешивание большого количества материалов вручную — большая и трудоемкая работа. В современных литейных цехах составляющие смесн в процессе ее приготовления перемешивают в шнековых смесителях или смешивающих бегунах.
Смешивающие бегуны имеют неподвижную чашу и два гладких катка, сидящих на горизонтальной оси вертикального вала, соединенного конической передачей с редуктором электродвигателя. Между катками и дном чаши делается регулируемый зазор, предотвращающий дробление катками зерен смеси пластичность, газопроницаемость и огнеупорность. Для восстановления утраченных свойств в смесь добавляют 5—35 % свежих формовочных материалов. Такую операцию при приготовлении формовочной смеси принято называть освежением смеси.
Процесс приготовления формовочной смесн с использованием отработанной смеси состоит из следующих операций: подготовки отработанной смесн, добавления в отработанную смесь свежих формовочных материалов, перемешивания в сухом виде, увлажнения, перемешивания составляющих после увлажнения, вылеживания, разрыхления.
В литейном производстве формой называется полость, заполняемая расплавленным металлом с целью придания металлу после остывания очертаний этой полости; очертания литейной формы соответствуют очертаниям отливаемой по ней детали.
Формы, служащие для изготовления только одной отливки, называются разовыми, для нескольких — полупостоянными и для значительного числа отливок — постоянными.
Формовочные материалы и требования, предъявляемые к ним
Материалы, из которых приготовляют литейные формы, называются формовочными.
Формовочный материал, употребляемый для изготовления разовых форм, в отношении прочности должен лишь удовлетворять требованию противостоять динамическому действию струи и гидростатическому давлению залитого в форму металла, так как после одной отливки форма разрушается.
Для изготовления постоянных форм применяют материалы, обладающие значительной прочностью.
Материалы для изготовления разовых форм принято называть формовочной землей; они должны обладать следующими качествами:
1) огнеупорностью — способностью не расплавляться под действием высокой температуры расплавленного металла и не прилипать (не прикипать) к материалу отливки;
3) вязкостью — сцепляемостью между частицами материала при минимальном содержании влаги;
4) прочностью — сопротивляемостью статическим и динамическим нагрузкам в процессе изготовления, сборки и транспортирования формы, а также при заливке металла;
5) газопроницаемостью — способностью пропускать газы, воздух и пары;
7) долговечностью — способностью сохранять свои свойства при неоднократном воздействии расплавленного металла;
8) не содержать примесей, образующих при заливке в форму металла большое количество газов.
Кроме всего этого, формовочный материал должен быть дешев.
Формовочный материал обычно представляет собой смесь кварцевого песка и глины; иногда в него добавляется угольный порошок, опилки, мякина и другие органические вещества.
Наличие песка в формовочном материале способствует увеличению газопроницаемости материала, глина увеличивает связь между частицами песка и увеличивает огнеупорность материала (температура плавления песка достигает 1630°, глины 1850°). Прибавление органических примесей к материалам, содержащим много глины, увеличивает пористость формовочного материала, так как при сушке форм, а также при заполнении их расплавленным металлом органические примеси сгорают и образуют поры. Угольный порошок при соприкосновении с расплавленным металлом подвергается сухой перегонке, и образующиеся газы защищают форму от излишнего нагрева и оплавления.
Качества песка как формовочного материала могут быть неодинаковыми — они изменяются в зависимости от размера и формы зерен песка, а также от его химического состава.
Песок, состоящий из крупных зерен круглой формы, обладает малой сцепляемостью между частицами; мелкие с неправильной поверхностью зерна имеют большую сцепляемость.
Округлые формы зерен свойственны речным пескам, угловатые — горным. Пористость песка тем больше, чем ровнее размер его зерен; при разнообразии размера зерен пористость песка уменьшается, так как меньшие зерна заполняют промежутки между большими. Поэтому песок, содержащий пыль, совершенно не следует применять в качестве формовочного материала.
Горный песок требует для сцепления частиц меньше влаги и глины, чем речной, но последний более газопроницаем.
В отношении влияния химического состава на качества формовочного песка можно отметить следующее: 1) понижение огнеупорности при наличии металлических окислов; 2) понижение огнеупорности и общей прочности массы при наличии в материале извести. Общее количество металлических окислов в составе формовочного песка не должно превышать 5%, количество извести должно быть не более 2%.
Примешиваемый к формовочным землям уголь необходимо тщательно размельчать. Мелкие частицы угля должны по возможности залегать между всеми зернами песка и, образуя при соприкосновении с расплавленным металлом газы, предохранять частицы песка как от спекания между собой, так и от приваривания к поверхности отливки.
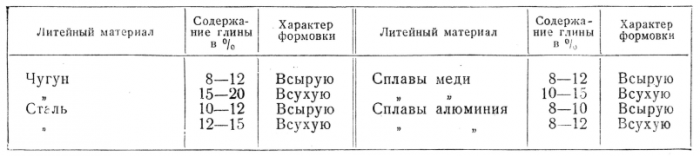
Формовочные смеси. Формовочные смеси очень разнообразны. Ниже приводятся данные о содержании глины в формовочных смесях.
Формы, изготовленные из смесей с малым содержанием глины, теряют прочность при высыхании; поэтому такие формы не подвергают сушке (формовка в сырую). Такая формовочная смесь, называемая иногда тощей землей, легко формуется и является сравнительно дешевым формовочным материалом, ко имеет следующие недостатки: 1) малую прочность, обусловливающую непригодность этого материала при отливке предметов значительной высоты вследствие возникающего в нижней части отливки большого гидростатического давления; 2) возможность разрушения формы при отливках предметов с сильно выступающими частями; 3) закалку поверхности отливки.
Формы, изготовленные из смесей с повышенным содержанием глины, подвергают просушиванию. Такая смесь, называемая иногда жирной землей, в просушенном состоянии обладает большой прочностью и употребляется для изготовления форм, имеющих тонкие очертания и заполняемых сильно нагретым металлом.
В жирных смесях глина является не только связующим веществом, но и дает прочность формовочной смеси.
Формовочный материал для стержней. Стержнями называются части форм, предназначенные для образования в отливках пустот или углублений. При заливке стержни за исключением частей, на которых стержни крепятся в форме, называемых в литейном производстве знаками, оказываются со всех сторон окруженными расплавленным металлом, вследствие чего газы должны проходить значительный путь через толщу формовочного материала. Поэтому материалы, употребляемые для стержней, должны обладать максимальной газопроницаемостью, а вследствие того, что сравнительно небольшая масса материала стержня подвергается сильному воздействию расплавленного металла, этот материал должен обладать и максимальной огнеупорностью.
В качестве материала для изготовления стержней с лучшими свойствами употребляется свободный от глины песок с небольшим количеством связующих веществ (крепителей). В качестве связующих веществ применяют:
1) Масла, которые в процессе сушки стержня окисляются кислородом воздуха. На зернах песка получается прочная пленка продуктов окисления масла, связывающая зерна между собой. Лучшими свойствами в качестве крепителя обладает льняное масло.
2) Растворяющиеся в воде—сульфитный щелок, крахмал, патока. Прочность стержней, изготовленных на водорастворимых крепителях, может снижаться вследствие гигроскопичности этих крепителей; поэтому время установки таких стержней в сырые формы должно быть возможно ближе ко времени заливки форм.
3) Плавящиеся во время нагревания стержня при сушке и затвердевающие при охлаждении стержня — канифоль, пеки, битумы.
4) Цемент; стержни, изготовленные на таком крепителе, не требуют сушки, приобретая необходимую прочность в течение примерно 24 час.
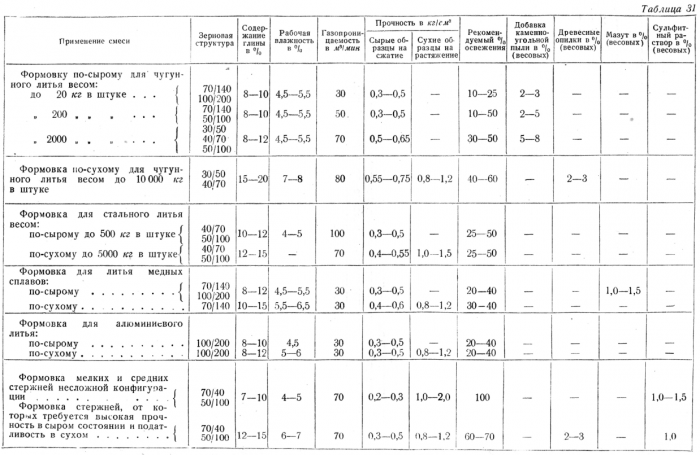
В табл. 31 приведены показатели, характеризующие формовочные и песчано-глинистые стержневые смеси различного литья.
В целях ускорения сушки стержней и форм применяют крепители с добавкой катализаторов (щелочи или кислоты). Щелочной раствор ускоряет процесс сушки, но почти не изменяет прочности стержней в сухом состоянии. Применение кислых катализаторов позволяет не только сократить сроки сушки, но повысить на 80% прочность стержней в сухом состоянии. В качестве катализаторов применяют:
Применение этих крепителей позволяет получить стержни и формы, обладающие высокими механическими свойствами; предел прочности при растяжении от 15 до 35 кг/см 2 , при высокой газопроницаемости; вследствие этого отпадает необходимость в прошпиливании тяжелых стержней и установке металлических каркасов. При хорошей податливости и выбиваемости стержни обладают малой гигроскопичностью и поэтому могут длительно храниться в производственных условиях. Сроки сушки сокращаются в 8—15 раз.
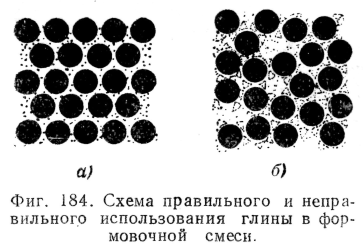
Применение в формовочных смесях жидкой глины. Глина, входящая в состав формовочной смеси, связывает зерна песка; чем выше клейкость вводимой в смесь глины, тем прочнее смесь.
Чем мельче частицы глины, тем лучше они «обволакивают» зерна песка и тем меньше снижают свойственную каждому сорту песка газопроницаемость (крупные частицы глины будут заполнять промежутки между зернами песка).
На фиг. 184, а представлена схема правильного размещения частиц глины и песка в формовочной смеси, а на фиг. 184, б — схема неправильного размещения.
При прочих одинаковых свойствах важнейшими качествами глины, применяемой в формовочных смесях, является тонкость ее частиц и клейкость.
Глина поступает из карьеров в виде комов. На литейных заводах ее дробят, сушат, размалывают и просеивают.
В процессе сушки часть глины, подвергаясь действию высоких температур, теряет химически связанную воду — шамотируется; так как шамот не обладает клейкостью, то клейкость глины после сушки снижается.
Совершенно иначе будет обстоять дело, если в формовочную землю ввести глину в виде раствора в воде (эмульсии).
В этом случае нет надобности в сушке глины; комовая глина размешивается в воде до требуемой концентрации и в таком виде вводится в формовочную смесь.
Введенная таким способом глина обволакивает зерна песка тонким слоем и склеивает их, не заполняя промежутков между ними.
Одновременно снижается и общий расход глины (приблизительно в 2 раза).
Общим результатом применения для формовочных смесей жидкой глины является сокращение расхода глины, улучшение качества формовочной земли и, как следствие, сокращение литейного брака, упрощение технологического процесса и снижение себестоимости литых изделий.
Наполнительная и облицовочная земля. Формовочная земля, применяемая для изготовления сырых и сухих форм, разделяется на наполнительную и облицовочную или модельную; первая идет на большую часть формы, кроме той ее части, которая прилегает к модели, а вторая накладывается небольшим слоем на поверхность модели. При таком разделении формовочной земли можно не заботиться о тщательности приготовления наполнительной земли, которая составляет главную массу материала. Однако нужно иметь в виду, что при применении земли одинакового состава процесс формовки значительно упрощается. Количество модельной земли составляет около 8—15% всей формовочной массы.
Применение земли одинакового состава более выгодно при сырой формовке в случае централизованной выбивки форм (например, при конвейерном обслуживании литейной), когда вся земля после выбивки и приготовления снова подается на места формовки.
Разделение земли целесообразно при выбивке земли по всему залу; тогда нет смысла собирать всю массу земли, транспортировать ее в земледельную и оттуда после приготовления подавать к местам формовки; в этом случае в земледельной рационально приготовлять лишь модельную землю, а наполнительную готовить на месте формовки.
При сухой формовке в большинстве случаев не применяют земли одинакового состава, и чем крупнее и ответственнее отливки, тем более целесообразно разделение земли.
Для изготовления полупостоянных форм, применяемых вообще редко, применяют формовочные смеси с преобладающим количеством глины и специальными добавками, например, кокса, асбеста.
В качестве материала для изготовления постоянных форм применяют чугун и сталь. В машинах для отливки под давлением формы изготовляют из жароупорных сталей.
Постоянные формы применяют при отливке большого количества однородных предметов (массовое производство).
Отливки в постоянные металлические формы иногда производят также с целью закалки поверхности отливаемого предмета. Для предохранения отливки от прилипания к ней формовочного материала формы, просушиваемые перед заливкой, покрывают красками, а сырые формы — сухими порошками.
Для сырых форм применяют порошок древесного угля или графита; порошок засыпают в холщевый мешок, который встряхивают над формой; таким образом достигается равномерное покрытие формы тонким слоем порошка.
Краски для сухих форм приготовляют из графита, древесного угля и кокса с примесью глины, муки или патоки. Такие краски, часто называемые формовочными чернилами, после просыхания оставляют на форме слой угля в смеси с глиной или легко обугливающимися веществами.
Действие как порошкообразных материалов, так и чернил заключается в том, что входящий в их состав уголь под действием высокой температуры расплавленного металла сгорает, образует газы, которые предохраняют от разрушения материал формы. При применении постоянных металлических форм материалы для покрытия их иногда могут также служить средством для замедления охлаждения изделий, отлитых в такие формы, в целях предохраения их от закалки.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Литейное производство достаточно простой и широко распространенный технологический процесс для получения отливок различного размера и разнообразной формы. Получение деталей методом литья практикуется в автомобилестроении, станкостроении, вагоностроении и многих прочих отраслях машиностроения. Для получения полых или с множеством отверстий отливок используются стержневые и формовочные смеси различных составов. Экономически обосновано использование песчано-глинистых форм при массовом производстве.
Состав смесей зависит от:
способа формовки:
ручная;
машинная;
типа металла:
сталь;
чугун;
цветной металл и его сплавы;
типа производства:
единичное;
серийное;
массовое;
типа литья;
технологического оснащения.
Материалы, которые используются для получения формовочных смесей, подразделяются на следующие группы:
песчаник;
различные сорта глины;
вспомогательные:
связующие материалы;
противопригарные смазки и покрытия;
огнеупорные;
специальные.
Глинистые пески могут содержать глины в своем составе до 50%. Делят их по количеству содержания глины на:
тощие – до 10%;
полужирные – до 20%;
жирные – до 30%;
очень жирные – до 50%.
Также используются кварцевые пески. Силикатная основа позволяет принимать в форму расплав, температура которого достигает 1700С.
Получение отливок высокого качества требует использования противопригарных покрытий и материалов мелкой фракции, чтобы предупредить образование в форме пор.
Виды и состав смесей
К формовочным смесям для литья предъявляются следующие требования:
механическая прочность;
теплопроводность;
газовая проницаемость;
огнестойкость;
теплоемкость.
Формовочные и стержневые смеси обладают одинаковыми свойствами. Но к стержням предъявляются более высокие требования, потому что на него расплавленный металл оказывает более сильное давление.
Состав различных смесей
Формовочные смеси делятся на три типа:
единые;
облицовочные;
наполнительные.
Единая смесь предназначается для наполнения всего объема литейной формы. В полном объеме используется при машинной формовке при выпуске отливок в большом количестве. Для ее приготовления используется большой объем еще неиспользовавшихся материалов.
Облицовочная смесь предназначена для получения слоя формы, контактирующего непосредственно с расплавом. Его толщина зависит от типа смеси и тяжести отливки и составляет 20-100 мм. Для того чтобы дополнить оставшийся объем используется наполнительная смесь.
Состав формовочной смеси напрямую зависит от формы и метода ее изготовления. Формирование песчано-глинистых форм происходит двумя способами, в результате которых получаются сухие и сырые формы. Для их податливости при формировании в смесь вводятся сгорающие наполнители – торф или древесные опилки. В состав подсушиваемых форм кроме глины и песка закладываются крепитель, измельченный асбест и барда.
Кроме них используются:
быстро отверждающиеся;
самостоятельно отверждающиеся;
твердеющие при химическом преобразовании;
жидкостекольные составы.
В быстро отверждающихся смесях связкой выступает жидкое стекло. Если для сушки жидкого стекла необходима теплая продувка, то в данном случае отвердение происходит за счет феррохромового шлака.
Классификация формовочных смесей
Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках.
Химически отверждающиеся смеси имеют малый срок жизни. В следствие чего в смесь добавляется едкий натр.
Жидкостекольные разновидности после формирования подвергаются сушке продуванием углекислым газом. В процессе сушки протекают химические реакции: образование кремниевой кислоты и углекислого натрия.
Для изготовления стержня, например, первого класса, смесь целиком состоит кварца и крепителей. Для формовки крупных стержней используется 1/3 часть использованного и восстановленного состава.
Температура плавления цветных металлов значительно ниже, чем у сталей и чугунов. Из-за чего формовочные смеси имеют меньшую огнеупорность. Для литья бронзы и медных сплавов формовочные составы готовят при использовании глинистого песка П класса. Такие наполнители как борная кислота, серный цвет или фтористая присадка используются для литья алюминия. Они препятствуют активному окислению расплава.
Требуемые свойства
Для получения качественной отливки необходима литейная форма, изготовленная из ингредиентов, подобранных под разлив определенного металла. Формовочная смесь для литья должна обладать определенной влажностью. При малой влажности форма склонна к осыпаемости, что затрудняет формовку.
Плохая газовая проницаемость провоцирует образование в отливке дефектов — газовых пор и раковин. Из-за чего необходим песок крупной фракции (более 50%).
Свойства формовочных смесей характеризует твердость. Она зависит от равномерности и степени уплотнения. Уплотнение формы сверх нормы провоцирует появление таких дефектов как:
Литье в песчано-глинистую форму
Высокая прочность формы и стержня не позволяет изменять геометрию отливки. Чтобы ее получить применяются специальные связующие материалы.
Приготовление смесей
Процесс приготовления формовочных и стержневых смесей проводится в три этапа. Первый этап — подготовительный. Здесь происходит подготовка еще неиспользованных материалов. Проводится сушка, дробление и последующее просеивание.
На втором этапе происходит подготовка отработанного состава. Это позволяет экономить на материалах. Процесс начинается на охладительных барабанах. Происходит выбивка, размельчение, охлаждение.
Формовочные смеси для литья готовятся на третьем этапе в смесителях. Широкое применение нашли катковые модели. Они используются для приготовления таких составов как:
единые;
стержневые смеси;
облицовочные;
с добавками:
вязкие;
жидкие;
пылевидные.
При больших объемах выпуска производство автоматизировано. Механизация процессов отражается на снижении себестоимости продукции.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.