- Коробка 16К20М
- Повышение качества и снижение себестоимости ремонта путем более широкого внедрения инструментальных методов. Технологический процесс ремонта шпинделя токарно-винторезного станка. Условия техники безопасности работы при выполнении слесарных операций.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
При эксплуатации металлорежущего станка изнашиваются поверхности трущихся деталей, в результате возникают увеличенные зазоры в сопряженных парах и ухудшаются эксплуатационные характеристики станка. Восстановить работоспособность станка можно заменой, ремонтом изношенных деталей и регулировкой узлов и механизмов. Рассмотрим регулировку типовых узлов механизмов резьбонарезных станков, таких, например, как подшипниковые узлы (особенно шпинделей), винтовые, цепные, зубчатые и ременные передачи, фрикционные муфты и тормозы, направляющие, зажимные механизмы и др.
При регулировке узлов и механизмов станка следует избегать их излишней разборки, особенно таких узлов, которые обеспечивают высокую точность станка (например, шпиндельные узлы). Регулировку станка должен выполнять высококвалифицированный слесарь.
Регулировка шпиндельных узлов. На рис. 97 изображен шпиндельный узел токарно-винторезного станка модели 16К20. Передней опорой шпинделя служит конический двухрядный роликоподшипник 6 с малым углом конуса у внутреннего кольца и буртом на наружном кольце. Задний конец шпинделя опирается на конический однорядный роликоподшипник 2 с малым углом конуса и автоматическим устранением зазоров. К регулировке шпиндельных подшипников следует прибегать только в случае крайней необходимости, обязательно выполнив перед этим проверку узла на жесткость. Проверку производят с помощью динамометра и индикатора с ценой деления 1 мкм. Усилие от динамометра, направленное вертикально снизу вверх, передается шпинделю через фланец 7. Измерение перемещения шпинделя осуществляют индикатором, установленным на шпиндельную бабку и упирающимся наконечником во фланец шпинделя. Подшипниковый узел не подлежит регулировке, если смещение шпинделя на 1 мкм происходит при приложении нагрузки не менее 45—50 кгс. Если эта нагрузка значительно ниже, регулировка необходима. Регулировку переднего подшипника выполняют путем подшлифовывания полуколец 8, к которым внутреннее кольцо подшипника прижимается с помощью гайки 5 с контргайкой 4. Устранение радиального зазора в подшипнике происходит за счет деформаций внутреннего кольца подшипника при надвигании его на коническую шейку шпинделя.
Для того чтобы вынуть полукольца, необходимо снять с переднего конца шпинделя детали, прикрывающие полукольца, отвернуть гайки 4 и 5 и сдвинуть с места внутреннее кольцо подшипника. Зазоры в заднем подшипнике выбираются автоматически с помощью пружин 9, упирающихся в шайбу 3. Предварительное сжатие пружин осуществляют навинчиванием гайки 1 на резьбовой конец шпинделя. Гайка через стакан 10 смещает Внутреннее кольцо подшипника до упора в буртик, одновременно сжимая пружины. Регулировку подшипникового узла проверяют путем повторного нагружения шпинделя и измерения его смещения. При необходимости регулировку повторяют.
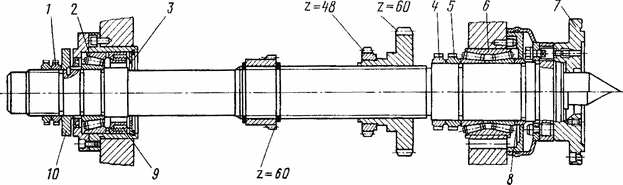
Рис. 97. Шпиндельный узел токарно-винторезного станка модели 16К20
На рис. 98 показан шпиндельный узел привода изделия резьбофрезерного станка модели 5Б63Г. Радиальными опорами шпинделя 12 служат подшипники скольжения 4 и 10. Осевые нагрузки воспринимают упорные шарикоподшипники 3 и 7. Подшипники скольжения имеют конусные внутренние поверхности, которыми они сопрягаются с шейками шпинделя. Зазор в сопряженных парах устраняют осевым перемещением подшипников скольжения.
Перемещение переднего подшипника производят вращением двух гаек 9 и 11, одну из которых завинчивают, а другую в это время освобождают. После регулировки подшипника обе гайки завинчивают.

Рис. 98. Шпиндельный узел привода изделия резьбофрезерного станка модели 5Б63Г
Регулировку заднего подшипника скольжения производят тоже с помощью двух гаек 2 и 5. При необходимости уменьшения зазора подшипника в сопряженной паре освобождают сначала гайку 2, а затем отвинчивают на требуемую величину гайку 5 на подшипнике. После этого вращением гайки 2 сдвигают подшипник вправо до упора гайки 5 в корпус 8. Гайкой 2 одновременно регулируют и силу затяжки упорных шарикоподшипников. После регулировки обе гайки фиксируют стопорными винтами 1 и 6.
Качество регулирования подшипников шпинделей проверяют по температуре нагрева подшипников при работе станка с максимальной частотой вращения шпинделя на холостом ходу. Быстрый нагрев подшипника указывает на чрезмерный натяг при регулировании.

Коробка 16К20М
Сегодня я расскажу про станок 16К20М — это модификация очень распространенного универсального токарно-винторезного станка 16К20.
Коробка 16К20М Главное отличие коробки скоростей станка 16К20М от своего «прародителя» — это конструкция шпиндельного узла.
Напомню, что на «классике» 16К20 шпиндель установлен на таких подшипниках: спереди 3182120 4-й класса и сзади 46216Л 5-го класса.
А вот на рассматриваемом станке 16К20М шпиндель устанавливается на подшипнике 697920Л 2-го класса спереди и 17716Л 2-го класса сзади.
На рисунке внизу — объединенная схема расположения подшипников станков 16К20 и 16К20М. Для станка 16К20М следует смотреть на схему в верхней части (номера позиций 100 и 101).

Добавление от 28.08.2011: фото — коробка станка 16К20М, со шпиндельными подшипниками 697920Л спереди и 17716Л сзади

Производство выбирает недорогое решение для гибки и отгибки — гибочный станок ручной.
Повышение качества и снижение себестоимости ремонта путем более широкого внедрения инструментальных методов. Технологический процесс ремонта шпинделя токарно-винторезного станка. Условия техники безопасности работы при выполнении слесарных операций.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 26.03.2014 |
| Размер файла | 19,7 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Профессиональное Училище №8
Письменная экзаменационная работа
Тема: Ремонт шпинделя станка 16к20
Оборудование рабочего места
Передовые методы труда
В основных направлениях экономического и социологического развития в стране до 2000 г перед машиностроением была поставлена важнейшая задача повышения производительности труда, широкого внедрения новой техники и прогрессивной технологии, станков ЧПУ, роторных, роторно-конвекторных, роботизированных комплексов, гибких производственных систем и других автоматизированных линий.
В целях решения этой задачи необходимо совершенствовать ремонтное производство, обеспечивая надёжную работу машин и оборудования во всех отраслях народного хозяйства.
Крайне важно разбирать фирменный ремонт и обслуживание силами изготовителей сложной и особо точной механики. Обеспечить потребности в запасных частях к машинам и оборудованию. Определение границ экономической целесообразности ремонта, а на этой основе оптимальных сроков службы оборудования и путей наиболее рациональной организации ремонтных работ приобретает все большее значение.
На предприятиях нашей страны осуществляется наиболее рациональная система технического обслужи-вания и ремонта. Основой этой системы является проректива, заключающая в себе проведение плановых осмотров и ремонтов, поддерживающих постоянную работоспособность оборудования.
Весь комплекс работ по техническому ремонту составляет систему плановопредупредительных ремонтов, впервые разработанных в нашей стране. Одной из главных задач, стоящих перед ремонтными службами является дальнейшее повышение качества и снижение себестоимости ремонта, путём более широкого внедрения инструментальных методов и развитие специализированных мощностей. Максимальное использование действующего оборудования имеет важное значение для развития народного хозяйства и требует правильной её эксплуатации и своевременного ремонта. В связи с этим роль слесаря-ремонтника постоянно усложняется и требует приобретения необходимых знаний. При этом достигается значительная экономия материалов и сокращаются затраты на ремонт.
Устройства токарных станков рассмотрим на примере токарно-винторезного станка 16к20. Движение в станке подразделяется на главное (вращение шпинделя с заготовкой, подачи, перемещение суппорта в продольном и салазок в поперечном направлениях), и вспомогательное (ускоренное перемещение суппорта и салазок отдельного привода). Основными сборочными единицами станка 16к20 являются станина, передняя бабка с механизмами коробки скоростей, задняя бабка, коробка подач, суппорт и фартук. На станине смонтированы все главные сборочные единицы станка. Например, передняя бабка со шпинделем и механизмами коробки скоростей, с помощью которых шпинделю сообщают вращение и меняют его частоту. Шпиндель – вращающийся вал станка с устройством для закрепления заготовок. Вращение шпинделю может передаваться по двум кинематическим цепям: короткой и длинной. В первом случае движение передаётся через зубчатые зацепления, в результате чего можно получить 12 высших ступеней частот вращения, в том числе максимальную частоту 1600об/мин. Во втором случае получают 12 низких ступеней вращения, из которых минимальная 12,5об/мин. Вращение шпинделя передаётся от главного электродвигателя, расположенного в левой тумбе станка через клиноремённую передачу и коробку скоростей. Пуск и остановка электродвигателя производится с кнопочной станции, смонтированной на каретке суппорта. А пуск и остановка шпинделя и его реверсирование с помощью функциональной дисковой муфты помещающейся в коробке скоростей.
Особенности ремонта шпинделя. Изготовление шпинделя является сложной и дорогостоящей операцией. Однако в тех случаях, когда его ремонт влечёт за собой ремонт или изготовление сопрягающихся с ним деталей, замена изношенного шпинделя новым может оказаться более экономичной. Этот вопрос решают, сравнивая стоимость ремонтных работ и изготовление нового шпинделя. В большинстве случаев целесообразнее шпиндель ремонтировать; при этом выбирают наиболее рациональный метод восстановления, например: механический способ обработки, установку на клей комплексаторов износа, гальваническое покрытие и др.
Механическую обработку со снятием стружки применяют: для восстановления посадок сопрягаемых деталей или устранения отдельных дефектов; нарезание новой ремонтной резьбы;растачиванием или развёртыванием отверстий в шпинделях под инструмент рабочих шеек, валов и др. К шпинделям предъявляют высокие требования, поэтому их посадочные шейки обрабатывают шлифованием, допуская отклонение от цилиндричности 5мкм. Таким же требованиям должна соответствовать обработка конической поверхности подшипника. Конические отверстия шпинделя должны быть концентричны шейкам: допускается биение 0,01-0,02 мм на 300 мм длины.
Шейки шпинделя под подшипники скольжения (в том числе торцевые микротрещины) восстанавливают установкой на клей тонкостенных компенсационных поделок или вставок. Такие шпиндели служат и дольше, а в ряде случаев и лучше новых, если наделки («рубашки») и вставки (втулки) изготовлены из материалов с более высокими эксплуатационными свойствами.
Частичная разборка шпиндельной бабки, коробки подач, фартука, а также других наиболее загрязнённых узлов. Открытие крышек и снятие кожухов для внутреннего осмотра и промывки остальных узлов. Зачистка посадочных поверхностей под приспособления на шпинделе и пиноли задней бабки без демонтажа последних. Проверка зазоров между валами и втулками, замена изношенных втулок, регулировка подшипников качения, замена изношенных. Регулировка фрикционной муфты главного привода, добавление дисков, регулировка ленточного тормоза шпинделя. Зачистка заусенцев на зубьях шестерён и шлицах. Замена или восстановление изношенных крепёжных и регулировочных деталей резцедержателей. Пришабривание или зачистка регулировочных клиньев прижимных планок и т.п. Зачистка ходового винта, ходового вала, винтов привода поперечных резцовых салазок суппорта. Зачистка и промывка посадочных поверхностей резцовых головок. Проверка работы и регулировка рычагов и рукояток органов управления, блокирующих, фиксирующих, предохранительных механизмов и ограничителей, замена изношенных сухарей, штифтов, пружин, и других деталей указанных механизмов. Зачистка забоин, заусенцев, задиров и царапин на трущихся поверхностях направляющих станины, каретки, салазок, суппорта и задней бабка. Ремонт и промывка системы смазки, и ликвидация утечек. Ремонт ограждающих кожухов, щитков, экранов и т.п. Регулировка плавности перемещения каретки, салазок суппорта, подтягивание клиньев прижимных планок. Проверка состояния и зачистки зубчатых муфт. Проверка и ремонт систем пневмооборудования и охлаждения, ликвидация утечек. Выявления деталей, требующих заменив или восстановления при ближайшем плановом ремонте. Проверка точности установки станка и выборочно других точностных параметров. Испытание на холостом ходу на всех скоростях и подачах, проверка на шум и нагрев, на точность и чистоту обработки обрабатываемой детали.
Для установки компенсационных наделок или вставок с поверхности шпинделя снимают слой металла с целью посадки соответствующей детали-компенсатора в виде втулки с номинальным размером, или увеличенным ремонтным размером восстанавливаемой поверхности (при этом снимаемый слой металла должен быть минимальным до 10-15% номинального диаметра сплошного сечения вала или толщины стенки полого шпинделя). Для восстановления неподвижной посадки, например, поверхности шпинделя под подшипник качения, компенсационная наделка может быть тонкостенной (0,5-2мм), а при восстановлении шейки шпинделя под подшипник скольжения её толщина должна быть не менее 2,5мм. Компенсационные тонкостенные наделки изготавливают из металла, соответствующего материалу ремонтируемого вала или отвечающего повышенным требованиям. Внутренний диаметр выполняют по месту с зазором 0,05мм по диаметру (с шероховатостью поверхности Ra20), а наружной с припуском 3-5мм. Окончательную отборку ведут при интенсивном охлаждении через 24часа после установки втулки и отведения клея. Компенсационные втулки толщиной 25-35мм и более целесообразно изготовлять из цементируемой стали. Восстанавливаемый диаметр выполняют с припуском 0,3мм, а диаметр втулки, сопрягаемой с валом, шпинделем или осью, обрабатывают с припуском 3-4мм. После цементации с этой поверхности снимают науглероженный слой металла и закаливают втулку. Не закалённую поверхность втулки обрабатывают на токарном станке по размеру подготовленной поверхности вала с зазором по диаметру 0,05мм (шероховатость поверхности Ra20). Закаленную восстанавливаемую поверхность втулки окончательно шлифуют после её установки на вал и отвержение клея. При окончательной механической обработке наделок и вставок нельзя допускать перегрева, так как при этом может разрушиться клеевая плёнка, (по этому операцию выполняют с обильным охлаждением). Механическую обработку конического отверстия шпинделя можно выполнить с помощью специальных приспособлений, не снимая шпинделя со станка. Тонкость конического отверстия проверяются стандартным конусным калибром, контрольная риска не должна входить в отверстие (между риской и торцом шпинделя должно быть расстояния 1-2мм). Ось конического отверстия шпинделя проверяют на биение индикатором по контрольной оправке, вставленной в отверстие. Подготовка шпинделя к ремонту механической обработкой заключается в том, что сначала выбирают неизношенные поверхности, принимаемые за базу для выполнения центрования, осуществляемого установкой специальных технологических пробок. Эта операция создаёт условия для качественного ремонта, она ответственная и требует точного исполнения.
Оборудование рабочего места
Описание рабочего места, приспособлений и инструмента.
Рабочим местом слесаря-ремонтника называют участок производственной площади, закреплённой за рабочим или бригадой. Правильный выбор размещения оборудования, инструментов и материалов создают наиболее благоприятные условия работы. Рабочее место организуется в зависимости от содержания производственного задания и типа производства (единичное, серийное, массовое). Однако большинство рабочих мест оборудуют, как правило, слесарным верстаком с установленными на них тисками, местным освещением, отражателем, аптечкой и др.