При любом способе изготовления детали не могут быть абсолютно гладкими, т.к. на них остаются следы обработки, состоящие из чередующихся выступов и впадин различной геометрической формы и величины (высоты), которые оказывают влияние на эксплутационные свойства поверхности.
На рабочих чертежах деталей д.б. приведены точные указания о шероховатость поверхности, допустимой для нормальной для нормальной работы этих деталей.
Для учебных целей достаточно применения одного из двух высотных параметров, исходя из рационального применения по техническим требованиям, условиям работы изделия и данной детали изделии.
Под шероховатостью поверхности понимается совокупность микронеровностей поверхности, измерянных на определенной длине, которая называется базовой.
Величина шероховатости на поверхности детали измеряется в микрометрах (мКм).
Гост 2789-73
Стандарт устанавливает специальные параметры и классы для оценки поверхности.
Параметры шероховатости поверхности.
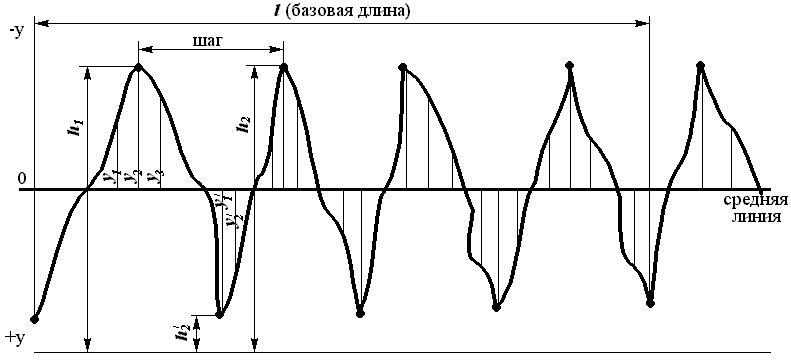
Проводим любую линию. По отношению к ней расстояния до 5 выступов и до 5 впадин – среднее расстояние между находящимися в пределах базовой длины l пятью высшими точками выступов и пятью низшими точками впадин, нумеруем от линии, параллельной средней линии.
Ra, мКм – среднее арифметическое отклонение профиля – среднее заключение, в пределах базовой длины l, расстояние точек выступов и точек впадин от средней линии:
Базовая длина – длина участка поверхности, используемая для выделения поверхности, характерных шероховатости поверхности. Обычно значения базовой длины берутся в пределах 0,08…8 мм. Кроме высотных существуют шаговое параметры шероховатости
S – средний шаг неровностей профиля по вершинам.
ГОСТом установлено 14 классов чистоты поверхности.
Классификацию шероховатости поверхности производят по числовым значениям параметров Ra и Rz при нормированых базовых данных в соответствии с таблицей.
Класс чистоты поверхности
Наибольшая анафелия величин шероховатости в мкм
Чем выше класс (меньшее числовое значение параметра), тем поверхность более гладкая (чище). Классы шероховатости с 1 – 5, с 13 – 14 определяются параметром Rz, все остальные с 6 по 12 – параметром Ra.
Шероховатость поверхности детали задается при конструировании, исходя из функционального назначения детали, т.е. из условий её работы, либо из эстетических соображений.
Нужный класс чистоты обеспечивается технологией изготовления детали.
Шероховатость каждой поверхности детали должна соответствовать назначению этой поверхности. Степень неровности поверхности определяется высотой неровности на данном участке поверхности.
При составлении эскизов с натуры для определения шероховатости поверхностей детали должны быть измерены высоты неровностей поверхности определённой длины, установленной ГОСТом.
Измерение производится специальными приборами (микроскопами и профилографоми) или сравнением с образцами – эталонами.
При составлении эскизов с натуры при деталировании сборных чертежей для приближенного определения шероховатости поверхности детали, в том случае, когда не представляется возможным воспользоватся приборами точного измерения, надо установить назначение данной поверхности и в зависимости от этого определить класс чистоты поверхности.
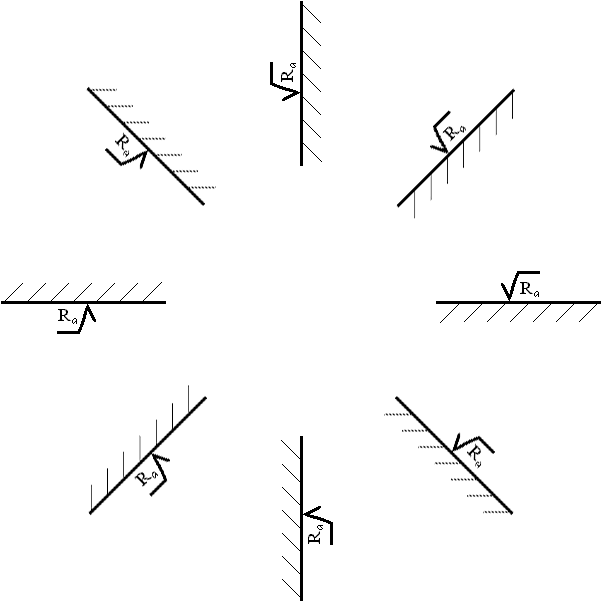
Знаки обозначения шероховатости должны острием касаться обрабатываемой поверхности и быть направлены к ней со стороны обработки.
Обозначение шероховатости при различном поверхностей.
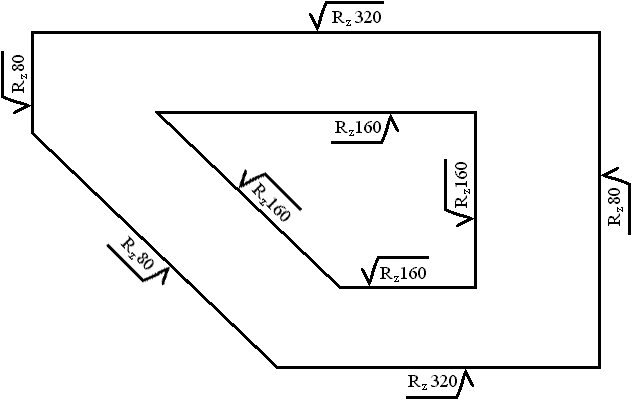
Обозначение шероховатости на изображении детали распологают на линиях контура, на высотных линиях (по возможности ближе к размерной линии) или на полках.
 Шероховатость поверхностей, повторяющихся элементов деталей (отверстий, пазов и т.п.) наносим на чертеже один раз.
Шероховатость поверхностей, повторяющихся элементов деталей (отверстий, пазов и т.п.) наносим на чертеже один раз.
Если все поверхности детали имеют одинаковую шероховатость, то обозначение выносят в правый верхний угол чертежа, располагая его на расстоянии 5-10 мм от рамки.
Если одинаковый д.б. шероховатость части поверхности, то в правом верхнем углу чертежа помещают обозначение этой шероховатости и рядом знак  , взятый в скобках. Это означает, что все поверхности, на которых на изображениях помещены обозначения шероховатости или знак
, взятый в скобках. Это означает, что все поверхности, на которых на изображениях помещены обозначения шероховатости или знак  , должна иметь шероховатость, указанная перед скобкой.
, должна иметь шероховатость, указанная перед скобкой.
Шероховатость поверхностей деталей:
Таблица соотношений значений параметров шероховатости Ra, Rz, Rmax (ГОСТ 2789-73) и классов шероховатости (ГОСТ 2789-59).
Предпочтительные значения параметров шероховатости выделены жирным шрифтом.
| Параметры шероховатости | Базовая длина, мм | Классы шероховатости | |
|---|---|---|---|
| Rz, Rmax, мкм | Ra, мкм | ||
| 1600 1250 1000 800 630 500 400 | – – – – – – 100 | 25 | Грубее 1-ого класса |
| 320 250 200 160 | 80 63 50 40 | 8 | 1-й |
| 160 125 100 80 | 40 32 25 20 | 2-й | |
| 80 63 50 40 | 20 16 12,5 10 | 3-й | |
| 40 32 25 20 | 10 8 6,3 5 | 2,5 | 4-й |
| 20 16 12,5 10 | 5 4 3,2 2,5 | 5-й | |
| 10 8 – 6,3 | 2,5 2 1,6 1,25 | 0,8 | 6-й |
| 6,3 5 4 3,2 | 1,25 1 0,8 0,63 | 7-й | |
| 3,2 2,5 2 1,6 | 0,63 0,5 0,4 0,32 | 8-й | |
| 1,6 1,25 1 0,8 | 0,32 0,25 0,2 0,16 | 0,25 | 9-й |
| 0,8 0,63 0,5 0,4 | 0,16 0,125 0,1 0,08 | 10-й | |
| 0,4 0,32 0,25 0,2 | 0,08 0,063 0,05 0,04 | 11-й | |
| 0,2 0,16 0,125 0,1 | 0,04 0,032 0,025 0,02 | 12-й | |
| 0,1 0,08 0,063 0,05 | 0,02 0,016 0,012 0,01 | 0,08 | 13-й |
| 0,05 0,04 0,032 0,025 | 0,01 0,008 – – | 14-й | |
Таблица параметров шероховатости типовых поверхностей деталей
| Параметры шероховатости, мкм | Типовые поверхности и детали |
|---|---|
| Rz 400 | Поверхности заготовок в состоянии поставки, не прошедшие механической обработки. |
| Rz 200 | Нерабочие контуры детали, поверхности после литья, ковки, штамповки. |
| Ra 25 | Поверхности деталей под сварные швы. Опорные поверхности пружин сжатия. Опорные поверхности станин, корпусов, лап. Отверстия масляных канатов на силовых валах. |
| Ra 12,5 | Несопрягаемые поверхности неответственных деталей: оснований, кронштейнов, корпусов, свободные поверхности крепежных деталей. Отверстия на проход под болты, винты, головки винтов; поверхности пазов под головки болтов, винтов, гаек. Свободные несопрягаемые торцовые поверхности валов, муфт, втулок. Поверхности головок винтов. |
| Ra 6,3 | Поверхности деталей, прилегающие к другим поверхностям, но не являющиеся посадочными: опорные плоскости корпусов, кронштейнов, крышек, торцы бобышек. Нерабочие торцы валов, втулок, планок. Торцовые поверхности под подшипники качения. Наружные свободные поверхности зубчатых колес. Канавки, фаски, выточки, зенковки, закругления и т.п. |
| Ra 3,2 | Торцы ответственных валов, втулок, планок, поверхности канавок, выточек, дисков. Несопрягающиеся поверхности зубчатых колес, шлицевых валов и втулок. Рабочие поверхности шпонок и шпоночных пазов; эвольвентные поверхности профиля зуба стальных зубчатых колес. Шаровые поверхности ниппельных соединений, канавки под уплотнительные резиновые кольца подвижных и неподвижных торцовых соединений. |
| Ra 1,6 | Поверхности выступающих частей быстровращающихся деталей. Поверхности направляющих. Опорные плоскости реек. Поверхности эвольвенты зуба стальных цилиндрических и конических колес, шлицевых валов, крепежной резьбы нормальной точности. Посадочные поверхности зубчатых колес, червяков. |
| Ra 0,8 | Трущиеся поверхности малонагруженных деталей. Посадочные поверхности отверстий и валов под неподвижные посадки. Рабочие поверхности дисков трения. Поверхности резьбы ходовых винтов. Поверхности цилиндров, работающих с манжетами. Посадочные места подшипников качения. Наружные диаметры шлицевого соединения. |
| Ra 0,4 | Посадочные поверхности с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса. Притираемые поверхности в герметичных соединениях. Поверхности штоков и шеек валов, работающих в уплотнениях. Торцовые поверхности поршневых колец. |
| Ra 0,2 | Трущиеся поверхности сильнонагруженных деталей. Поверхности, работающие в условиях трения, например, наиболее ответственные оси и валы повышенной точности; рабочие поверхности коленчатых и распределительных валов быстроходных двигателей; поверхности ответственных цилиндрических и призматических направляющих. |
| Ra 0,1 | Поверхности деталей, работающих на трение, от износа которых зависит точность работы механизма. Внутренние поверхности цилиндров поршневых машин, наружные поверхности пальцев поршневых колец, поверхности трения. |
| Ra 0,05 | Рабочие шейки валов прецизионных быстроходных станков и механизмов. Рабочие поверхности деталей измерительных приборов в подвижных соединениях средней точности, измерительные поверхности калибров. |
| Ra 0,025 | Зеркальные валики координатно-расточных станков, поверхности прецизионных шкал с оптическим отсчетом. |
| Ra 0,012 | Зеркальные поверхности концевых мер длины. |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.

Качество поверхностного слоя определяется совокупностью характеристик: физико-механическим состоянием, микроструктурой металла поверхностного слоя, шероховатостью поверхности. Состояние поверхностного слоя влияет на эксплуатационные свойства деталей машин: износостойкость, виброустойчивость, контактную жесткость, прочность соединений, прочность конструкций при циклических нагрузках и т. д.
Параметры и характеристики шероховатости поверхности установлены ГОСТ 2789–73, требования к другим характеристикам поверхностного слоя назначают по руководящим материалам предприятия.
Для оценки шероховатости поверхности ГОСТ 2789 – 73 предусматривает шесть параметров:
высотные : Ra — среднее арифметическое отклонение профиля; Rz — высота неровностей профиля по десяти точкам; Rmax — наибольшая высота профиля;
шаговые : S — средний шаг неровностей профиля по вершинам; Sm — средний шаг неровностей профиля по средней линии;
высотно-шаговый tp — относительная опорная длина профиля.
Базой для отсчета высот выступов и впадин неровностей, свойства которых нормируются, служит средняя линия профиля (рис. 279) — базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально.

Через высшую и низшую точки профиля в пределах базовой длины l проводят линии выступов и впадин профиля, эквидистантно средней линии. Расстояние между этими линиями определяет наибольшую высоту неровностей профиля Rmax.
Среднее арифметическое отклонение профиля Ra определяется как среднее арифметическое абсолютных значений отклонений профили в пределах базовой длины:


Высота неровностей профиля по десяти точкам Rz равна средней арифметической суммы абсолютных отклонений точек пяти наибольших минимумов Нi min и пяти наибольших максимумов Hi max профиля в пределах базовой длины:

Вместо средней линии, имеющей форму отрезка прямой, определяют расстояние от высших точек пяти наибольших максимумов hi max и низших точек пяти наибольших минимумов hi min до линии, параллельной средней и не пересекающей профиль.

Средний шаг неровностей S вычисляют как среднее арифметическое значение шага неровностей Smi в пределах базовой длины:

Средний шаг неровностей профиля по вершинам S — среднее арифметическое значение шага неровностей профиля по вершинам Si в пределах базовой длины

Под опорной длиной профиля ηр понимают сумму длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале выступов профиля линией, эквидистантной средней линии.
Относительная опорная длина профиля tp определяется как отношение опорной длины профиля ηр к базовой длине:

Требования к шероховатости поверхности по ГОСТ 2789-73 устанавливают указанием числовых значений параметров. В дополнение к количественным параметрам для более полной характеристики шероховатости указывают направление неровностей (условное обозначение — см. рис. 280), вид обработки поверхности или последовательность видов обработки (рис. 281 — 283).

В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак, приведенный на рис. 282, а; если поверхность образована с удалением слоя материала — знак, приведенный на рис. 282, б; и для поверхности, образованной без удаления слоя материала, — знак, приведенный на рис. 282, в.



Значение параметра Ra указывают без символа, например, 0,5. Для остальных указывают символы, например, Rmах 6,3.
ГОСТ 2789-71 установлено 14 классов шероховатости поверхности. Причем классы 1—5, 13 и 14 определены через параметр Rz, классы 6—12 через параметр Ra. Каждый класс определен только по одному параметру и базовой длине. Числовые значения параметров заданы в виде диапазонов, верхние пределы которых полностью соответствуют ранее действовавшим.
Требования к шероховатости поверхности устанавливают путем задания значения параметра (параметров) и базовой длины. Причем целесообразно пользоваться предпочтительными значениями параметра Ra (графа 2, табл. 29). Эти значения находятся вблизи середины диапазона, определяющего данный класс шероховатости. В других случаях могут назначать величины параметров по графам 3 или 4.

Требования к шероховатости поверхности определяются условиями работы поверхности в машине. В общем случае, чем выше требования по точности, тем выше требования и по шероховатости поверхности.
Для грубых квалитетов с расширенным полем допусков класс шероховатости можно снижать, что уменьшает стоимость изготовления.
Минимальный класс шероховатости поверхности обработки, необходимый для получения различных квалитетов, можно выбрать по табл. 30.

Классы шероховатости поверхностей, соответствующие различным видам обработки, приведены и табл. 31.


При выборе класса шероховатости должны быть учтены свойства материала и твердость поверхности детали. Высокие показатели для сталей можно получить при твердости не ниже HRC 30—35. Стальные изделия, подлежащие чистой обработке, должны быть по меньшей мере подвергнуты улучшению или нормализации. Термически необработанные низкоуглеродистые стали тонкой обработке поддаются плохо.
По условиям обработки получить чистую отделку и точные размеры в отверстиях труднее, чем на валах. Поэтому, как правило, требование к шероховатости поверхности в отверстиях назначают на 1—2 класса ниже, чем на валах.
В интересах уменьшения стоимости изготовления рекомендуется применять менее высокие требования к шероховатости, совместимые с условием надежной работы деталей.
В некоторых случаях (соединения с натягом, подшипники скольжения) существуют оптимальные параметры поверхности, отклонения от которых в ту или другую сторону снижают работоспособность соединений.
Свободные поверхности (не входящие в соединения или расположенные с зазором по отношению к ближайшим поверхностям) следует в интересах экономичности обрабатывать по низким классам шероховатости. Исключение составляют напряженные циклически нагруженные детали. Для повышения сопротивления усталости такие детали обрабатывают так, чтобы обеспечить высокий класс шероховатости поверхности, полируют и дополнительно упрочняют поверхностным пластическим деформированием.
Ниже приведены ориентировочные значения классов шероховатости поверхностей для типовых машиностроительных деталей, основанные на опыте общего машиностроения.