В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | – |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | – |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | – |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | – |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | – |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | – |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | – |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | – |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | – |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
РЕЗЬБА МЕТРИЧЕСКАЯ
ГОСТ 24705-81
(СТ СЭВ 182-75)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
М.А. Палей, Г.С. Кудинова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А.Е. Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23 апреля 1981 г. № 2084
| Основные нормы взаимозаменяемости РЕЗЬБА МЕТРИЧЕСКАЯ Основные размеры |
Basic norms of interchangeability.
Metric thread.
24705-81
(СТ СЭВ 2327-80)
Взамен
ГОСТ 9150-59
(в части основных размеров) и
ГОСТ 9000-73
(в части основных размеров)
Постановлением Государственного комитета СССР по стандартам от 23 апреля 1981 г. №2084 срок действия установлен
Срок действия с 01.01.82
1. Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150-81, диаметрами и шагами по ГОСТ 8724-81.
Стандарт полностью соответствует CT СЭВ 182-75.
2. Номинальные значения наружного, среднего и внутреннего диаметров резьбы должны соответствовать указанным на чертеже и в таблице.
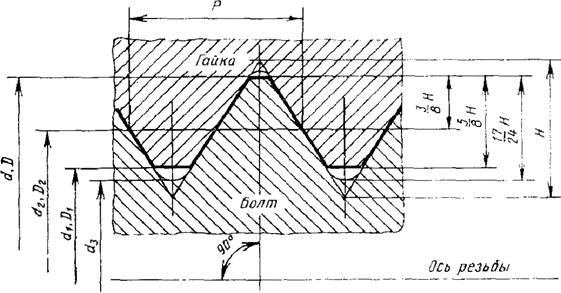
d – наружный диаметр наружной резьбы (болта); D – наружный диаметр внутренней резьбы (гайки); d2– средний диаметр болта; D2 – средний диаметр гайки;d1 – внутренний диаметр болта; D1– внутренний диаметр гайки; d3– внутренний диаметр болта по дну впадины; Р– шаг резьбы; Н – высота исходного треугольника.
Значения диаметров вычислены по следующим формулам:
25. Отверстия под нарезание метрической резьбы (по ГОСТ 19257-73)
Диаметры отверстия под нарезание метрической резьбы по ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81 в сером чу1уне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 10702-78, ГОСТ 5632-72 (кроме сплавов на никелевой основе), в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
Размеры и предельные отклонения диаметров отверстий резьб с крупным шагом
Номинальный
диаметр
резьбы d
Диаметр отверстая под резьбу с полем допуска
4Н5Н; 5Н;
5Н6Н; 6Н; 7Н
ГОСТ предусматривает отверстия для резьб ы с крупным шагом
Номинальный диаметр резьбы d
Диаметр отверстая под резьбу с полем допуска
5Н6Н; 6Н; 7Н
ГОСТ предусматривает отверстия для резьб с Д = 1,0 – 200 мм и для с1 3-го ряда.
ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.
27. Диаметры отверстий под нарезание дюймовой конической резьбы с углом профиля 60° по ГОСТ 6111-52
Размеры отверстий под нарезание резьбы распространяются на металлы и сплавы, не обладающие повышенной вязкостью.
Размер резьбы,
дюймы
Число шагов
на 1"
Шаг резьбы
Р Внутренний
диаметр
резьбы d1
Диаметр отверстия с развертыванием на конус
Диаметр отверстия без развертывания на конус
28. Диаметры отверстий под нарезание трубной цилин д рической резьбы (по ГОСТ 21348-75)
Диаметры отверстий под нарезаиие трубной цилиндрической резьбы по ГОСТ 6357-81 в изделиях из сталей по ГОСТ 380-94, ГОСТ 4543-71, ГОСТ 1050-88 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-78.
Номинальный размер резьбы, дюймы
Число шагов на 1"
Диаметр отверстия под резьбу
Номинальный размер резьбы, дюймы
Число шагов на 1"
Диаметр оэтверстия под резьбу
Отклонения для классов точности
Отклонениядля классов точности
62,80
72,27
78,62
84,97
91,07
97,42
103,77
110,12
122,82
135,52
148,22
160,92
ГОСТ 21348-75 допускает под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
29. Отверстия под нарезание трубной конической резьбы (ГОСТ 21350-75)
Отверстия предназначены под нарезание трубной конической резьбы по ГОСТ 6211-81 в изделиях из сталей по ГОСТ 380-94, ГОСТ 4543-71, ГОСТ 1050-88, ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-78.
Резьба, дюймы
Число шагов
на 1"
Отверстие с развертыванием на конус
Отверстие раз- вертывания
безна конус
Для резъб с номинальным размером свыше 2" номинальные диаметры отверстий dо и их предельные отклонения должны быть равны установленным ГОСТ 6211-81 для внутреннего диаметра резьбы.
Допускается под иарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
30. Сквозные отверстия под крепежные детали (ГОСТ 11284-75)
Стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
А. Диаметры сквозных отверстий Размеры, мм
Диаметр стержней крепеж-
ных деталей
Диаметр сквозных отверстий dh
(см. рис. 1)
Диаметр стержней крепеж-
ных деталей
1. 3-й рад отверстий не допускается применять для заклепочных соединений.
2. Предельные отклонения диаметров отверстий: для1-го рада – по Н12; для 2-го рада по Н13; для 3-го рада – по Н14.
3 . Размеры в скобках применять не рекомендуется.
Б. Рекомендуемые ряды сквозных отверстий
Количество и раcположениее отверстий
Способ образования отверстий
Тип соединения (см. рис. 1)
Рекомендуемый ряд сквозных отверстий
Любое количество отверстий и любое их
расположение
Обработка отверстий по кондукторам
Отверстия расположены в один ряд и координарованы относительно оси отверстия или базовой плоскости
Пробивка отверстий штампами повышенной точности под давлением и литье по выплавляемым моделям повышенной точности
Отверстия (не более четырех расположены в два ряда и координированы относительно их осей. 
Отверстия расположены в два ряда и более относительно осей отверстий или базовых плоскостей
Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемыммоделям повышеннойточности
Оверстия расположены по окружности 
Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности
Рекомендации по выбору радов сквозных отверстий
Рис.1 Типы соединений крепежными деталями
1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по табл. 30.
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстоянием между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в табл. 30) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкова-ны на размер, соответствующий переходному радиусу между головкой и стержнем крепежной детали.
4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали, отверстие рекомендуется раззенковать.
31. Отверстия под концы установочных винтов (ГОСТ 12415-80) Размеры, мм
Номинальный диаметр
резьбы винта d