
Основные элементы технологии ДИМЕТ
Технология нанесения покрытий включает в себя нагрев сжатого газа (воздуха), подачу его в сверхзвуковое сопло и формирование в этом сопле сверхзвукового воздушного потока, подачу в этот поток порошкового материала, ускорение этого материала в сопле сверхзвуковым потоком воздуха и направление его на поверхность обрабатываемого изделия.
В качестве порошковых материалов используются порошки металлов, сплавов или их механические смеси с керамическими порошками. При этом путем изменения режимов работы оборудования можно либо проводить эрозионную обработку поверхности изделия, либо наносить металлические покрытия требуемых составов. Изменением режимов можно также менять пористость и толщину напыляемого покрытия.
Особенности технологии ДИМЕТ
В наиболее распространенных газотермических методах нанесения покрытий для формирования покрытий из потока частиц необходимо, чтобы падающие на подложку частицы имели высокую температуру, обычно выше температуры плавления материала.
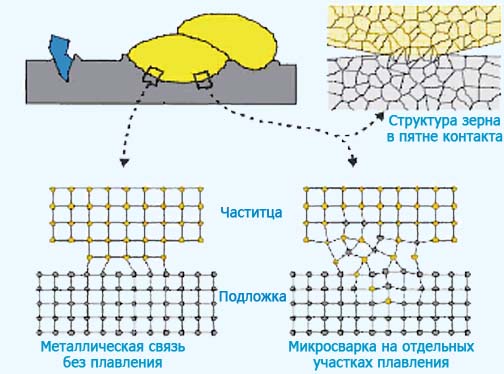
В газодинамической технологии напыления (которую на практике удобно называть "наращиванием" металла), это условие не является обязательным, что и обуславливает ее уникальность. В данном случае с твердой подложкой взаимодействуют частицы, находящиеся в нерасплавленном состоянии, но обладающие очень высокой скоростью. Ускорение частиц до нужных скоростей осуществляется сверхзвуковым воздушным потоком с помощью разработанных в ОЦПН оригинальных установок серии ДИМЕТ®, не имеющих аналогов в традиционных методах нанесения покрытий.
Способ формирования металлических покрытий оборудованием ДИМЕТ® – в газодинамическом методе, т.е. закрепление твердых металлических частиц, обладающих большой кинетической энергией, на поверхность подложки в процессе высокоскоростного удара.
Привлекательность технологии нанесения металла на поверхность деталей и изделий газодинамическим методом состоит в том, что оборудование и создаваемые с его помощью покрытия свободны от большинства недостатков, присущих другим методам нанесения металлических покрытий, и обладают рядом технологических, экономических и экологических преимуществ.
Достоинства технологии ДИМЕТ
Газодинамический метод нанесения металлических покрытий обладает рядом преимуществ по сравнению с традиционными методами. Эти преимущества состоят в следующем:
- покрытие наносится в воздушной атмосфере при нормальном давлении, при любых значениях температуры и влажности атмосферного воздуха;
- при нанесении покрытий оказывается незначительное тепловое воздействие на покрываемое изделие;
- технология нанесения покрытий экологически безопасна (отсутствуют высокие температуры, опасные газы и излучения, нет химически агрессивных отходов, требующих специальной нейтрализации);
- не требуется подогрев покрываемого изделия;
- при отсутствии на подложках пластовой ржавчины или окалины на металлическом изделии не требуется тщательной подготовки поверхности (при воздействии высокоскоростного потока частиц происходит очистка поверхности от технических загрязнений, масел, красок и активация кристаллической решетки материала изделия);
- поток напыляемых частиц является узконаправленным и имеет небольшое поперечное сечение. Это позволяет, в отличие от традиционных газотермических методов напыления, наносить покрытия на локальные (с четкими границами) участки поверхности изделий;
- возможно нанесение многокомпонентных покрытий с переменным содержанием компонентов по его толщине;
- оборудование отличается компактностью, мобильностью, технически доступно практически для любого промышленного предприятия, может встраиваться в автоматизированные линии, не требует высококвалифицированного персонала для своей эксплуатации;
- путем простой смены технологического режима оборудование позволяет проводить микроэрозионную (струйно-абразивную) обработку поверхностей для последующего нанесения покрытий или достижения декоративного эффекта;
- возможно нанесение различных типов покрытий с помощью одной установки;
- возможно использование оборудования в полевых условиях.
Широкий спектр областей применения и высокие эксплуатационные качества различных покрытий были неоднократно подтверждены как в лабораторных условиях, так и в условиях практической эксплуатации покрытий. Некоторые из задач по нанесению покрытий, которые решаются с помощью оборудования ДИМЕТ®, являются уникальными. Решение таких задач другими способами и с применением другого оборудования оказывается практически невозможным.
Состав покрытий
В качестве порошковых материалов используются порошки металлов, сплавов или их механические смеси с керамическими порошками. При этом путем изменения режимов работы оборудования можно либо проводить эрозионную обработку поверхности изделия, либо наносить металлические покрытия требуемых составов. Изменением режимов можно также менять пористость и толщину напыляемого покрытия.
Основные свойства покрытий:
- высокая адгезия (30-100 МПа);
- высокая когезия (30-100 МПа);
- однородность покрытий;
- низкая пористость (1-3%);
- плотное соединение покрытия с защищаемой основой без зазоров и полостей, с надежным электрогальваническим контактом покрытия и основы;
- шероховатость поверхности покрытий составляет Rz = 20-40 и обеспечивает высокую прочность закрепления на них лакокрасочных материалов;
- толщина может быть любой и обеспечивается технологическим режимом нанесения;
- покрытия могут обрабатываться всеми известными способами мехобработки;
- при специальной термообработке некоторые покрытия могут приобретать дополнительные или новые свойства;
- покрытия могут наноситься на поверхности изделий из любых металлов, а также керамики и стекла.
Типы покрытий
К настоящему времени разработаны несколько типов покрытий на основе алюминия, меди, цинка, никеля:
- антикоррозионные покрытия;
- покрытия с низкой газопроницаемостью (герметизирующие);
- композитные покрытия из смеси металлов и керамики для восстановления формы и размеров деталей;
- электропроводящие покрытия;
- покрытия со специальными свойствами.
Структура покрытий
Структура покрытий представляет собой однородный металлический слой (в случае чисто металлических покрытий, создаваемых из одного металла) или металлический слой, структурированный частицами другого металла или керамики.
Рабочее место и требования безопасности
Для обеспечения пылезащиты персонала и окружающей среды при работе с оборудованием ДИМЕТ в закрытых помещениях необходима организация рабочего места с отсосом запыленного воздуха из рабочей зоны, где производится напыление покрытий, и последующей его очисткой. Примерная схема организации рабочего места представлена на рисунке.
Пылезащитная камера должна обеспечивать возможность размещения в ней обрабатываемых изделий при условии доступа к нему соплом напылительного блока. Персонал должен быть защищен индивидуальными средствами пылезащиты (очки, респиратор).
Фильтр должен обеспечивать очистку запыленного воздуха от пыли (не вошедшего в покрытие порошка).
Вытяжной вентилятор должен обеспечивать эффективный отсос запыленного воздуха из системы "пылезащитная камера – фильтр – воздуховоды". Производительность вентилятора, нагруженного на фильтр, должна быть не менее 2 куб.м/мин.
В качестве системы пылеочистки могут использоваться как готовые промышленные пылесосы с достаточной степенью фильтрации воздуха и производительностью, так и специально изготовленные устройства, которые могут включать циклоны, фильтры тонкой очистки и вытяжные вентиляторы.
Традиции производства металлических изделий накапливались столетиями. Наука многократно модернизировала общепринятые технологические схемы, но всегда оставались существенными сырьевые и энергетические потери на всех этапах техпроцесса. Идея его кардинального изменения зародилась в начале ХХ века, когда известный русский инженер-металлург Соболевский П.Г. порекомендовал применить напыление металла в производстве машиностроительных изделий. Усовершенствование этой технологии способствовало образованию инновационной специализации – порошковой металлургии, обуславливающей замену традиционной обработки металла автоматизированными операциями прессовки и спекания материалов.
Технология напыления металлов является современным способом нанесения однородного металлического слоя на деталь при использовании раскаленной скоростной струи, имеющей в своем составе порошковые элементы, осаждающиеся на базисном металле при ударном столкновении с ним. Для выбора оптимального метода напыления металла следует принимать во внимание форму и размерные габариты деталей; точность и характер погрешности покрытия, его технико-эксплуатационные особенности; расход на базовое и дополнительное оснащение, порошковые материалы, на черновое и заключительное обрабатывание покрытий и прочее.
Способы и оборудование для напыления металлов
Однако порошковое напыление металла вовсе не ограничивается одним лишь производством деталей из порошков. Не менее важным является такое ее направление, как нанесение на металлическую поверхность слоя мелкодисперсной среды из огнеупорных, коррозионно- и износостойких материалов для улучшения функциональных, реставрационных и декоративных характеристик. При использовании в этих целях многокомпонентных порошковых материалов возрастает риск возникновения неоднородности покрытия, связанной с сегрегацией (расслаиванием) порошков. Такая проблема разрешается применением пластичных шнуровых материалов, имеющих в своем составе порошок, который фиксируется пластичной связкой. При обработке поверхности вещество связки целиком испаряется и на подложку изделия оседает лишь непосредственно порошок.

Сущность вакуумного напыления металлов состоит в том, что требуемый материал в результате сильного нагревания в вакуумном пространстве переходит в пар, который конденсируется в виде плоской пленки на наружной стороне тех или иных изделий.

Процесс термонапыления относительно прост и включает такие операции: расплавка металлического сырья в специальном пистолете (горелке) и напыление металла в жидком состоянии на заблаговременно обработанную поверхность при помощи сжатого воздуха. В ходе газопламенного напыления металла непрерывно перемещающийся напыляемый материал в форме проволоки или стержня продвигается через пистолет и плавится в конусовидном потоке горючего газа (диметилметана или топлива с содержанием ацетилена и кислорода). Кончик расплавленной проволоки встраивается в конусовидный поток и наносится на поверхность подложки. При контакте с поверхностью микрочастицы наносимого вещества моментально остывают и трансформируются, прочно сцепляясь с ней. В связи с этим, газотермическое напыление отличается мельчайшей ленточной или планарно-зернистой структурой.
Данный способ обработки идеально подходит для напыления труднодоступных участков. При его использовании следует контролировать дистанцию между пистолетом и обрабатываемым изделием, поддерживать оптимальную температуру напыления, соблюдать чистоту. Соблюдение точно выбранного промежутка и скорости передвижения пистолета обеспечивает оптимальную дозу материала и толщину наносимого слоя. Поскольку в ходе напыления металла создается пыль, следует регулярно прочищать фронтальную часть аппарата, чтобы гарантировать нанесение свежего слоя на очищенную поверхность. Использование газопламенного способа нанесения позволяет создавать покрытия с достаточной пористостью (до 12 %) и небольшой адгезией к основе, что связано с невысокой скоростью воздушно-газовой струи (менее 50 м/с). Температурный режим горения пламени лимитирует спектр металлов, которые можно наносить таким способом.
При осуществлении плазменного или газоплазменного напыления металла в качестве источника тепла выступает электродуга, возникающая между парой электродов. В зону ее горения нагнетается инертный газ, способный ионизироваться и образовывать плазму (температурой до 15000 °С). В плазменную струю поступает порошок наносимого металла, который плавится и переходит на обрабатываемую подложку. Вопреки высоким температурам в месте горения электродуги, изделие не подвергается перегреву, поскольку при переходе из участка дуги температурные показатели резко снижаются. Оборудование для такого типа нанесения металла сложнее, в сравнении с газопламенным из-за дополнительной потребности в электроаппаратуре.

В наиболее ответственных задачах для получения максимальной адгезии и прочности покрытий плазменную обработку осуществляют в вакуумном оборудовании для напыления металлов при низком давлении. Снижение давления обеспечивает возрастание скорости микрочастиц, что способствует получению более прочных химически стойких покрытий с повышенной твердостью.

Газодинамическое напыление металла заключается в образовании покрытий при взаимном ударении холодных микрочастиц металла, убыстренных ультразвуковой газовой струей, с подложкой детали. При контакте не расплавленных микрочастиц с поверхностью получается их пластическая трансформация и кинематическая энергия переходит в тепловую и адгезионную, способствуя образованию однородного слоя из прочно уложенных частиц металла. Отличительная особенность такого напыления – отсутствие повышенных температур при нанесении металлических покрытий, а значит, и отсутствие оксидации металлических частиц и подложки, явления неоднородной кристаллизации, повышенных внутренних напряжений в готовых изделиях.

Лазерное напыление металла представляет собой технологию восстановления изделий путем обработки их лазерным лучом света, генерируемым при работе оптико-квантового генератора. Из-за узкой сосредоточенности лазерного потока и повышенной энергетической плотности в месте его контакта с поверхностью можно производить наплавку любого металла. Самой востребованной является порошковая форма. Локальное фокусирование излучения дает возможность производить наплавление в труднодоступных зонах. При этом первичная структура практически не деформируется, но достигается повышенная износостойкость деталей.
Разработаны многочисленные установки для напыления металла. Как правило, они производятся в двух исполнениях: стационарном и мобильном, кроме этого могут функционировать как в закрытых цехах, так и на открытой местности для обработки крупногабаритной продукции. Покрытия, образованные перечисленными способами напыления, имеют высокие параметры прочности и пониженную степень остаточных напряжений.
Установки для нанесения металла.
Технология нанесения металлов на поверхность деталей использует газодинамический метод нанесения металлов покрытий, который состоит в том, что твердые частицы металла, движущиеся со сверхзвуковой скоростью, прочно закрепляются на поверхности при соударении с нею. Сверхзвуковые скорости придаются частицам оборудования ДИМЕТ с помощью сжатого воздуха (компрессор). Технология является новой, и ранее в промышленности не использовалось. Технология позволяет наносить металлические покрытия не только на металлы, но и на стекло, керамику, камень, бетон. К настоящему времени технология ДИМЕТ позволяет наносить покрытия из алюминия, цинка, меди, олова, свинца, баббитов, никеля.
Оборудование газодинамического нанесения металлических покрытий ДИМЕТ
Малогабаритное универсальное оборудование для ручной или частично автоматизированной работы.
Пять рабочих режимов, два переключаемых порошковых питателя ПВ43, два сопла: круглое СК20, плоское СП9; эргономичная рукоятка с двухпозиционной кнопкой управления.
Возможность дистанционного включения подачи воздуха и порошка. Энергопотребление: 220 В, 3,3 кВт.
Сжатый воздух: давление 6-10 атм, расход – 400 л/мин. Вес – 18 кг. Для многофункционального применения.
Портативное универсальное оборудование для ручной работы.
Пять рабочих режимов, два переключаемых порошковых питателя ПВ-43, два сопла: круглое СК20, плоское СП9.
Энергопотребление: 220 В, 3,3 кВт.
Сжатый воздух: давление 6-10 атм, расход – 400 л/мин. Вес – 17 кг. Для многофункционального применения.
Портативное оборудование для ручной работы.
Два рабочих режима, порошковый питатель ПВ43, одно круглое сопло СК20. Энергопотребление: 220 В, 2,9 кВт.
Сжатый воздух: давление 6-10 атм, расход – 400 л/мин. Вес – 9 кг. Для применения в локальном ремонте.
Малогабаритное универсальное оборудование для автоматизированной или ручной работы. Пять рабочих режимов, два стабилизированных порошковых питателя ПВ45,
три сопла: круглое СК20, плоское СП9, износостойкое СК30, эргономичная рукоятка с двухпозиционной кнопкой управления.
Возможность дистанционного выбора порошкового питателя, рабочего режима и управления подачей воздуха и рабочего порошка. Возможность компьютерного управления.
Энергопотребление: 220 В, 3,3 кВт.
Сжатый воздух: давление 6-10 атм, расход – 400 л/мин. Вес – 19 кг. Для многофункционального применения.