- Медно-фосфорные и серебрянные припои
- Медно-фосфорные припои
- Серебряные припои
- Содержание:
- Какие свойства имеет медно-фосфорный припой, где он применяется.
- Медно-цинковый припой для пайки меди.
- Серебряный припой.
- Возможности паяного соединения
- Низкотемпературные
- Высокотемпературные
- С фосфором
- С цинком и серебром
- Флюсы для работы твердыми припоями


Рис. 1. Припой для пайки медных труб: а — твердый, б — мягкий
Пайка труб может осуществляться мягким и твердым припоем. Соединение металлов при пайке мягким припоем происходит при температуре 425 °С, твердым — 460–560 °С. Тип припоя определяется соотношением меди и других металлов в его составе. При наличии в составе припоя серебра его называют серебряным. Чем больше содержание серебра, тем ниже температура плавления припоя, лучше смачиваемость припоя и его обтекание места пайки. Хорошее качество пайки получается при применении медно-фосфорных припоев, но температура плавления их выше, а смачиваемость хуже серебряных. При пайке медь–медь медно–фосфорным припоем флюс не применяется. Для пайки медь–латунь, медь–бронза применяется флюс (например, F-SHI). Капиллярный зазор при использовании серебряных припоев должен быть 0,05–0,15 мм, при медно-фосфорных — 0,025–0,15 мм.
Таблица 1. Характеристика припоев фирмы Rothenberger (Германия)
Медно-фосфорные и серебрянные припои
Медно-фосфорные припои
Трехкомпонентные медно-фосфорные припои с содержанием серебра до 15 % предназначены для высокотемпературной пайки в холодильной промышленности.
Особенности. Медно-фосфорные припои имеют сравнительно небольшую температуру плавления, обладают хорошей текучестью при пайке меди и некоторых ее сплавов. Из-за присутствия в составе припоя фосфора не требуется применения флюса. Паяные швы отличаются значительной прочностью и удовлетворительной коррозионной стойкостью.
Припои этого класса широко используются при монтаже холодильного оборудования для соединений, испытывающих незначительные вибрационные и ударные нагрузки, причем с увеличением содержания серебра пластичность увеличивается. При пайке элементов арматуры с нетермостойкими элементами ( ТРВ , вентили, смотровые стекла) требуется охлаждение последних для предотвращения недопустимого перегрева.
В процессе пайки для защиты от образования окалины рекомендуется продувка сухим азотом. Медно-фосфорные припои не применяются для пайки сталей из-за образования хрупкой пленки фосфитов по границе шва, что может привести к нарушению герметичности соединения.

Таблица 2. Основные характеристики медно-фосфорных припоев
Припой 102. Трехкомпонентный медно-фосфорный припой с содержанием серебра 2 %.
Экономичен, имеет среднее растекание. Рекомендуется использовать при монтаже холодильных систем для пайки меди и ее сплавов в соединениях, не испытывающих больших вибрационных и ударных нагрузок.
Припой 105. Трехкомпонентный медно-фосфорный припой с содержанием серебра 5 %.
Пластичен, обладает медленным растеканием, поэтому способен заполнять большие зазоры. Паяный шов выдерживает небольшие вибрационные и ударные нагрузки. Рекомендуется для пайки меди и ее сплавов в изделиях холодильной техники.
Припой 115. Трехкомпонентный медно-фосфорный припой с содержанием серебра 15 %. Наиболее пластичен из-за высокого содержания серебра и пониженного содержания фосфора. Рекомендуется для пайки соединений меди и ее сплавов. Паяный шов выдерживает умеренные вибрационные и ударные нагрузки при термических циклах. Наиболее распространен при пайке холодильных установок.
Серебряные припои
Четырехкомпонентные припои с содержанием серебра до 55 % предназначены для высокотемпературной пайки в холодильной и пищевой промышленности.
Особенности. Серебряные припои имеют низкую температуру плавления и хорошо смачивают соединяемые поверхности. Они прекрасно заполняют зазоры соединений и дают прочные вакуумно-плотные швы, обладающие высокой прочностью и пластичностью, способные выдерживать значительные вибрационные и ударные нагрузки в большом диапазоне рабочих температур.
Припои этого класса широко применяются при изготовлении и монтаже холодильного оборудования, особенно при пайке соединений, испытывающих значительные вибрационные нагрузки (например, припайке трубопроводов к компрессору).
Более низкая температура растекания по сравнению с медно-фосфорными припоями делает их предпочтительными для пайки арматуры ( ТРВ , смотровых стекол, вентилей). Кроме того, снижается вероятность образования окалины. Используются с флюсом " Superflux " или аналогичным флюсом.
В изделиях пищевой промышленности разрешается применять только безкадмиевые припои.
Таблица 3. Основные характеристики серебряных припоев
Припой 1530. Четырехкомпонентный припой с содержанием серебра 30 %.
Экономичен. Имеет среднее растекание. Хорошо заполняет большие зазоры без перегрева соединения. Припой применяется во всех изделиях за исключением изделий пищевой промышленности из-за содержащегося в нем кадмия.
Внимание! Пайку производить в хорошо проветриваемом помещении с соблюдением всех мер предосторожности.
Припой 530 Sn. Четырехкомпонентный припой с содержанием серебра 30 %.
Имеет более высокую температуру плавления, чем припой 1530 и обладает при этом средним растеканием. Хорошо формирует паяный шов в любом пространственном положении.
Припой 538 Sn. Четырехкомпонентный припой с содержанием серебра 38 %.
Обладает быстрым растеканием, что позволяет получать вакуумноплотные швы при значительных монтажных зазорах.
Припой 540 Sn. Четырехкомпонентный припой с содержанием серебра 40 %.
Имеет большой интервал плавления и обладает хорошим растеканием. Рекомендуется для пайки меди, стали в любых сочетаниях для соединений, испытывающих значительные вибрационные и ударные нагрузки.
Припой 545 Sn. Четырехкомпонентный припой с содержанием серебра 45 %.
Обладает очень быстрым растеканием и имеет низкую температуру плавления, поэтому рекомендуется для пайки элементов автоматики, боящихся перегрева ( ТРВ , соленоиды, вентили).
Припой 555 Sn. Четырехкомпонентный припой с содержанием серебра 55 %.
Ему свойственна самая высокая текучесть. Паяные швы обладают максимальной прочностью, коррозионной стойкостью, а также высокой пластичностью и способны выдерживать значительные вибрационные нагрузки в большом диапазоне температур. Рекомендуется для пайки арматуры, содержащей нетермостойкие элементы.
Для пайки применяются нагреватели (горелки), работающие на смеси газов: пропан–бутан–воздух, пропан–бутан–кислород, ацетилен–воздух, ацетилен–кислород (рис.2).

Рис. 2. Нагреватели для пайки труб: а — пропан–воздух; б — пропан–кислород; в — электрический
Используются также резистивные электрические нагреватели.
Правильный подбор нагревателя и правильная установка пламени позволяют избежать перегрева материала. Пламя горелки должно быть гладким, с четким голубым свечением ядра. В первой фазе нагрева расстояние между наконечником горелки и нагреваемой поверхностью должно быть равно длине конуса пламени. Горелку держат в таком положении до достижения температуры трубы около 650 °С (красный цвет). Затем увеличивают расстояние от наконечника горелки до места пайки примерно в два раза.
Для уменьшения потерь тепла, особенно при использовании пропановой горелки, применяют отражатели (рис. 3, б).

Рис. 3. Разогрев трубы перед пайкой: а — пропан-кислородная горелка; б — пропановая горелка
При пайке необходимо создать внутри трубы среду нейтрального газа, что исключит образование окалины внутри трубы. При работе холодильной машины окись меди, флюс, остатки припоя могут забить капиллярные трубки и четырехходовой клапан. Чаще всего в качестве инертного газа используют сухой азот.
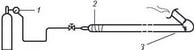
Рис. 4. Пайка медных труб в среде инертного газа: 1 — редуктор с регулятором расхода газа; 2 — уплотнение резиновым шлангом; 3 — место пайки
При помощи резинового шланга соединяют фреоновую магистраль и баллон с азотом. Между трубопроводом и азотным баллоном устанавливают ротаметр или регулятор расхода газа (табл. 4).
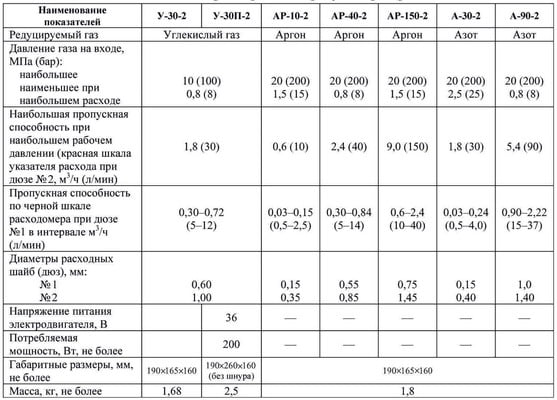
Таблица 4 Технические характеристики регуляторов расхода газа
Редуктор азотного баллона устанавливают на минимально возможное давление азота (не более 0,2 бара). Ротаметром устанавливают скорость газа в трубе до 5 м/мин (расход 0,05 м3/ч). По окончании пайки необходимо пропускать азот по трубе до ее охлаждения (до температуры 35–45 °С).
Если при пайке используется флюс, припой нагревают и наносят флюс на разогретый конец прутка припоя путем погружения его во флюс. Медно-фосфорным припоем пайка производится без флюса.
При пайке близко расположенных соединений необходимо соблюдать определенную последовательность пайки, чтобы не расплавить предыдущий шов. На рис. 5 показана последовательность пайки тройника в зависимости от его положения в пространстве. При пайке элементов различной толщины прогрев начинают с более толстой детали. Стык трубопровода прогревают, вводят в зону пайки пруток припоя и производят пайку. После охлаждения паяного трубопровода до температуры окружающей среды закрывают подачу азота в трубопровод и протирают зону шва влажной ветошью. При необходимости прочищают металлической щеткой. Поверхность паяного шва должна быть гладкой, без наплывов припоя и усадочных раковин.
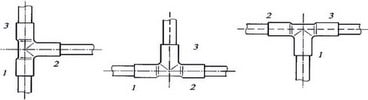
Рис. 5. Последовательность пайки тройника
Пайка электрическим резистивным нагревателем (рис. 2, в) осуществляется путем пропускания электрического тока через место спая. Место спая зажимается угольными электродами и при прохождении электрического тока на структуре уголь–медь–уголь падает большое напряжение, благодаря чему медь разогревается.
Преимуществом этого метода является возможность плавного увеличения тока, а, следовательно, и температуры. Однако увеличивать ток нужно очень медленно, иначе можно прожечь трубу.
Содержание:
Основным способом неразъемного соединения деталей из меди является пайка. Она осуществляется самыми разными способами. Различают высокотемпературную и низкотемпературную пайку, пайку с применением флюсов и бесфлюсовую. Важную роль в получении качественного соединения играют припои, которые выбираются в зависимости от метода пайки и сложности соединения. Например, при твердой пайке чаще всего применяется медно-фосфорный припой, который является самофлюсующимся.

Какие свойства имеет медно-фосфорный припой, где он применяется.

Основой медно-фосфорного припоя является медь, к которой в качестве добавки присоединяется фосфор. Такой припой прекрасно соединяет детали из меди, не требуя при этом очень высокой температуры нагрева изделия, так как плавится при температуре 700–850 градусов. Точная температура плавления зависит от конкретной формулы припоя. Например, соединение, в состав которого входит медь и фосфор в соотношении 91% : 9%, плавится при температуре 800 градусов. А если в состав припоя помимо меди и фосфора включено еще олово и небольшое содержание цинка (соотношение 89,5 (медь) : 6 (фосфор) : 4 (олово) : 0,5 (цинк) %), то плавление начинается при температуре 690 градусов С.
Наиболее распространенные марки медно-фосфорного припоя – ПМФ-7, ПМФ-9 и ПМФОЦр-6-4-0,03. В маркировке соединения цифра, следующая за аббревиатурой, указывающей на состав, обозначает процентное содержание фосфора. В припой марки ПМФОЦр входит также олово и цирконий, что и отмечено в его названии буквами О и Цр, а также цифрами, которые указывают на количество данных добавок (4 и 0,03%).

Основными характеристиками соединений для пайки данного типа, кроме не слишком большой температуры плавления, являются:
- значительная жидкотекучесть;
- хорошая устойчивость к коррозии;
- невосприимчивость к воздействию агрессивных сред.
В результате применения такого припоя получаются достаточно прочные швы. Правда, они имеют один недостаток: их эластичность значительно уменьшается при низкой температуре воздуха.
Применяют медно-фосфорные припои для соединения деталей из чистой меди или ее сплавов: бронзы, мельхиора или латуни. Также их можно использовать и в ситуации, когда необходимо припаять друг к другу части изделия, одна из которых состоит из меди, а вторая из стали (обычной или нержавеющей).
Обратите внимание! Паять с помощью данных составов стальные или чугунные заготовки не следует, так как фосфор при контакте с железом образует фосфиты. Из-за этого паяльный шов становится хрупким и не способным выдерживать механические воздействия. Такое соединение просто разрушится при ударе или изгибании изделия, также не перенесет оно и вибрационных воздействий. Единственный способ избежать этого – покрыть стальное или чугунное изделие перед пайкой слоем меди.
Еще одна сфера применения медно-фосфорного состава для пайки – это ремонт ювелирных изделий. Обычно для этих целей применяют серебряные припои. Но и соединение марки ПМФ способно справиться с такой задачей не хуже, а стоить такой ремонт будет дешевле.
Медно-цинковый припой для пайки меди.
Для высокотемпературной пайки меди и сплавов на ее основе используется медно-цинковый припой, который обладает следующими основными характеристиками:
- высокой теплопроводностью;
- отличной электропроводностью;
- пластичностью;
- устойчивостью к коррозии;
- прочностью.
Все эти свойства припой может проявлять по-разному – все зависит от конкретного количества входящего в его состав цинка. Например, чем больше цинка, тем при более низкой температуре начинается плавление состава.
Основные марки этого типа припоя – ПМЦ-36, ПМЦ-42, ПМЦ-48 и ПМЦ-54. Буквы в маркировке изделия указывают на его состав (припой медно-цинковый), а цифры – на содержание в нем меди.
По своему внешнему виду этот тип припоев представляет собой зерна и делится на разные классы по размеру частиц:
- класс А – зерна размером 0,2–3 мм;
- класс Б – зерна размером 3–5 мм.
Сфера применения таких припоев зависит от их марки. Для разного состава металла выбирается свое вещество:
- ПМЦ-36 подходит для пайки латуни, в состав которой входит от 60 до 68 процентов чистой меди;
- ПМЦ-48 используется для соединения деталей, содержащих более 68% чистой меди;
- ПМЦ-54 применяется для работы с деталями из бронзы, также его можно использовать и при пайке стальных заготовок.

Стоит отметить, что у припоев, в состав которых входит исключительно медь и цинк, имеется и существенный недостаток — шов, полученный с их помощью, не отличается высокой надежностью. Особенно ярко это проявляется, когда соединение подвергается ударным нагрузкам, натягивается при изгибе изделия или попадает под воздействие вибрации. Причиной этого является испарение цинка во время затвердевания паяльного шва. Для того чтобы избежать разрушения шва в медно-цинковые припои добавляют легирующие присадки, повышающие прочность и эксплуатационные возможности соединения. Как правило, такими присадками становятся олово и кремний. Включение в состав олова позволяет еще больше снизить температуру плавления припоя при одновременном увеличении его жидкотекучести. А кремний не позволяет цинку испариться в процессе пайки, а также защищает его от окисления. Кроме того, в состав припоя может входить и свинец.
Обратите внимание! О наличии в составе свинца «говорит» более светлый оттенок припоя. При выборе такого вещества следует помнить о токсичности свинца. Поэтому его запрещено использовать при пайке некоторых трубопроводов – например, водопровода для питьевой воды.
Серебряный припой.
Еще одним распространенным видом состава, применяемого для пайки меди, является серебряный припой. Как правило, он представляет собой соединение серебра с медью и цинком. Такой состав может быть использован для пайки практически любых металлов. Единственный его недостаток – серебро слишком дорого стоит. Поэтому применяются серебряные припои только в тех случаях, когда доказана экономическая целесообразность их использования – например, когда к соединительному шву предъявляются особенно высокие требования.
Припои на основе серебра не имеют конкурентов по смачиваемости и растеканию. Также они обладают высокой устойчивостью к коррозийным процессам и способны выдерживать ударные нагрузки и воздействие вибрации.
В маркировке таких составов есть буквы ПСр (припои серебряные) и цифра, указывающая на содержание в веществе серебра. Чем больше серебра включено в состав, тем более высокими характеристиками он обладает, но при этом является и более дорогим. На практике одним из самых часто используемых составов является ПСр-45, который содержит 45% серебра, а также 30% меди и 25% цинка. Этот припой способен образовать соединение с высочайшими качественными и эксплуатационными характеристиками, поэтому применяется для пайки в самых ответственных местах изделия.
Обратите внимание! Кроме меди и цинка в состав серебряного припоя может входить и кадмий, который понижает температуру плавления вещества до 250 градусов. Но при применении такого припоя следует соблюдать особые правила предосторожности, так как при его плавлении в воздух попадают вредные для человека пары кадмия.
Выпускаются серебряные припои чаще всего в виде прутков или полос, диаметр которых составляет 2–3 мм. При пайке с использованием серебряных составов применяется флюс (чаще всего бура).
Медные трубы приобрели популярность в связи большой прочностью и доступной возможностью механической обработки. Их устанавливают в трубопроводах, снабжающих газом и водой, отопительных системах, кондиционерах и холодильниках.
Медь не окисляется на воздухе, не выделяет токсичных веществ, способствует уничтожению микроорганизмов. Из меди делают и многие другие изделия, включая провода, краны, дверную фурнитуру, украшения. Для ремонта или изготовления деталей применяют пайку.
Возможности паяного соединения
 В системах поставки газа, воды, теплоносителей часто устанавливают трубы с тонкими стенками. Такие трубопроводы легче паять, чем сваривать.
В системах поставки газа, воды, теплоносителей часто устанавливают трубы с тонкими стенками. Такие трубопроводы легче паять, чем сваривать.
Правда, процесс идет относительно легко при работе с чистой медью или ее сплавами, содержащими цинк, олово, свинец, другие химические элементы стойкие к окислению. Даже в случае образования оксидов, они легко удаляются.
Если в составе сплавов есть титан, алюминий, кремний, хром, то образующийся в результате окисления продукты удалить сложно. В большинстве случаев для производства труб применяются сплавы первого типа.

Медные трубы можно соединять и ремонтировать пайкой посредством твердых или мягких припоев. Каждый способ имеет свои особенности. Пайка меди твердым припоем проводятся при большой температуре. В этом случае применяют горелку.
Хорошо выполнить пайку, не пережигая металл, сможет человек с опытом подобной работы.
Низкотемпературные
 С мягкими припоями работать легче, но образующийся шов механически не очень устойчив. Для эксплуатации в системах водоснабжения и отопления при стабильном давлении низкотемпературной пайки бывает вполне достаточно.
С мягкими припоями работать легче, но образующийся шов механически не очень устойчив. Для эксплуатации в системах водоснабжения и отопления при стабильном давлении низкотемпературной пайки бывает вполне достаточно.
Существует множество видов припоев с оловом в качестве базового компонента, обеспечивающих хороший результат.
Содержание основного металла в применяемых сплавах достигает 95-97 %. Остальные компоненты – это сурьма, медь, серебро, висмут, селен. Вот несколько примеров:
- Отличные качества демонстрирует двухкомпонентный сплав с серебром в количестве 3 %. Стоит он больше, чем остальные составы. Совсем небольшое содержание серебра, тем не менее, сказывается на ценообразовании.
- Хорошие свойства у двухкомпонентного сплава с концентрацией меди 3 %. Это вполне понятно, припой, содержащий медь в заметном количестве, не может быть плохим по определению.
- Приемлемый результат дает трехкомпонентная композиция из металлов с преобладанием олова, 3,8 % серебра и 0,7% меди. Оправданность применения последнего сплава – вопрос открытый. Стоит он из-за серебра дороже, а качества несколько хуже, чем у припоя без включения благородного металла.



Это основные составы, применяемые для мягкой пайки. Теоретически можно использовать композиции из олова и свинца, но в связи с токсичностью последнего элемента в водопроводах такой припой не применяют.
 Для успешного проведения мягкой пайки нужен флюс. Благо, проблем с этими средствами нет никаких. Удачный вариант – флюсовая паста для пайки медных изделий, состоящая из хлорида цинка, канифоли и вазелина.
Для успешного проведения мягкой пайки нужен флюс. Благо, проблем с этими средствами нет никаких. Удачный вариант – флюсовая паста для пайки медных изделий, состоящая из хлорида цинка, канифоли и вазелина.
Мягкая пайка проводится при обеспечении большой площади контакта труб. Поэтому соединяются они прочно.
Если предполагается эксплуатация трубопровода при высоких температурах (больше 110 ℃), то проводить процесс при низких температурах никак нельзя.
В принципе, через такое соединение можно пропускать горячую воду короткий период времени почти при температуре кипения, но тогда давление в системе не может превышать 6 атм. Это никого устраивать не может.
Высокотемпературные
Совсем другие возможности по эксплуатации трубопроводов появляются после проведения твердой пайки. Горячая, почти кипящая, вода может находиться в трубопроводах под давлением 16 атм.
Жидкие растворы с температурой 65 ℃ позволено закачивать в системы при давлении 25 атм. Теплая вода, нагретая до 30 ℃, может при необходимости пребывать в трубопроводах под давлением 40 атм.
С фосфором
 Для твердой пайки идеально подходит медно-фосфористый (медно-фосфорный) припой. Фосфора в нем только 6 %. Все остальное составляет медь.
Для твердой пайки идеально подходит медно-фосфористый (медно-фосфорный) припой. Фосфора в нем только 6 %. Все остальное составляет медь.
Совсем небольшое количество фосфора существенно понижает температуру плавления меди, делая процесс энергетически экономным.
Фосфорный припой обеспечивает прочное соединение, не требует применения флюсов. Благодаря большой концентрации меди припой имеет почти такой же коэффициент расширения, как и материал труб. Это значительно упрощает работу.
Пользуется популярностью припой на основе меди (92 %) с фосфором (6 %) и серебром (2 %). При расплавлении он выполняет функцию не только припоя, но и флюса.

Для ремонта холодильного оборудования, смесителей, мощных электрических машин, кондиционеров применяют припой на основе меди с добавками приблизительно 6 % фосфора, 4 % олова, около 0,95 % циркония.
Этот сплав нужно погружать в момент максимально возможного нагрева деталей. Пруток припоя с цирконием вводят в рабочую зону до тех пор, пока он не станет полностью растекаться.
Фосфорсодержащие сплавы не могут быть использованы для пайки цветных металлов с концентрацией никеля больше 10 %, алюминиевой бронзы, чугуна, стальных сплавов.
Если планируется пайка медных изделий с бронзой или латунью, а также высокотемпературное соединение бронзы с латунью без специального флюса обойтись будет невозможно. Следует приобрести готовый состав, уточнив диапазон его возможных применений.
С цинком и серебром
 Пластичное, прочное соединение образуются с помощью медно-цинкового припоя, состоящего из 30 % цинка, 26 % меди и 44 % серебра.
Пластичное, прочное соединение образуются с помощью медно-цинкового припоя, состоящего из 30 % цинка, 26 % меди и 44 % серебра.
Он имеет относительно высокую стоимость, применяется для пайки пищевых медных изделий. Абсолютно безвредный состав образует соединение с высокой теплопроводностью, не подвергающееся коррозии.
Флюсы для работы твердыми припоями
Во многих случаях высокотемпературную пайку медных изделий без флюсов провести невозможно. Для очистки рабочей зоны, предотвращения окисления используют несколько соединений бора: метаборную кислоту, оксид бора (ангидрид кислоты), тетраборат натрия.

К флюсам, предназначенным для пайки стальных сплавов, производители добавляют фториды кальция и калия. Композиции из борной и плавиковой кислот с добавкой гидроксида калия можно применять как для пайки меди, так и различных стальных сплавов.
Самый простой флюс для пайки меди при высоких температурах – это бура. Она универсальна по действию, доступна, имеет небольшую цену.
Флюсы поступают в продажу в виде растворов, сыпучих порошков, твердых кусочков. Часто для удобства флюс соединяют с припоем. Пруток припоя можно обмазать сверху, положить кусочек во внутреннюю полость стержня.
В тех редких случаях, когда припой для работы с медью имеет форму порошка, его соединяют (при необходимости перетирают) с сухим флюсом.