- Описание
- Технические характеристики токарного станка 1А616
- Конструкция
- Принцип действия
- Электросхема
- Рабочий процесс
- Коробка скоростей
- Токарный станок 1А616: цена и отзывы
- В заключение
- Что собой представляет оборудование?
- Конструкционные характеристики токарных систем
- Технические характеристики
- Принцип действия и основные механизмы
- Правила эксплуатации 1А616
- Первый пуск токарного агрегата 1А616
- Ход впуска и металлорезание
- Электрическая система станка 1А616
- Конструкция КПП станка
- Регулирование и ремонт оси
- Контроль зазора подшипников агрегата
- Настройка и смена ремней блока скоростей на электрошпинделе
- Скачать паспорт
- Описание 1А616
- Работа со станком
- Настройка 1А616
Отечественный токарный станок 1А616 выпускается еще с пятидесятых годов минувшего столетия. Модель производства Средневолжского комбината можно до сих пор встретить на различных производственных предприятиях. Рассмотрим характеристики и особенности этой техники, а также отзывы потребителей.
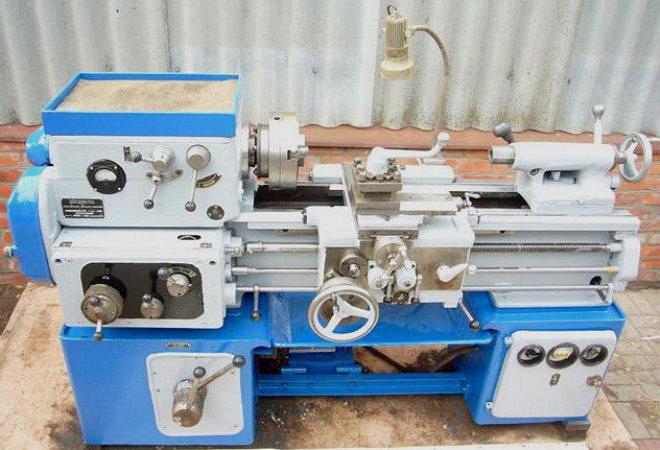
Описание
Токарный станок 1А616 оснащен суппортом, перемещающимся в поперечном направлении механическим способом на максимальную величину до 195 миллиметров. В продольной плоскости ход элемента обеспечивается винтом и валиком на предельное значение 670 мм. Параметры подач имеют одинаковый диапазон в пределах от 0,065 до 0,91 оборота в минуту.
Характеристики станка дают возможность производить быструю замену зубчатых передач в подающей коробке на сменные прецизионные детали. Это позволяет нарезать резьбу с максимально высокой точностью. Для нарезания стандартной резьбы дюймовой, модульной или метрической конфигурации, такую замену делать не нужно. Получение точных параметров обуславливается включением ходового винта напрямую, в обход подающего короба.
Технические характеристики токарного станка 1А616
Рассматриваемый агрегат используется для обработки заготовок компактных размеров. Оборудование имеет следующие параметры технического плана:
- Предел обтачивания по длине – 660 мм.
- Длина заготовки по максимуму – 710 мм.
- Диаметр обрабатываемой детали над суппортом/станиной – 180/320 мм.
- Вес – 1,5 т.
- Диаметр сквозного отверстия шпинделя – 35 мм.
- Тип резьбового наконечника по ГОСТУ – 6К.
- Интервал вращения шпинделя – 9-1800 оборотов в минуту.
- Длина/ширина/высота – 2,13/1,22/1,22 м.
На токарном станке 1А616 нарезаются следующие типы резьбы:
- Питчевая обработка с шагом 2-128.
- Дюймовая резьба – 1-56 ниток на один дюйм.
- Модульная версия – в диапазоне от 0,25 до 5,5 мм.
- Метрический вариант – 0,2-24 мм.
Обрабатываемые заготовки помещаются в обычный патрон, фиксируются при помощи пневматических или гидравлических зажимных приспособлений.
Конструкция
Рассматриваемое оборудование включает в себя следующие элементы и детали:
- Переднюю и заднюю тумбу.
- Фронтальную и заднюю бабку.
- Реверсивное устройство, переборное приспособление, а также блок, отвечающий за увеличение рабочего шага.
- Узел из сменных колес.
- Шкаф для электрооборудования.
- Фартук с механизмом подач.
- Станину.
- Подающую коробку.
- Систему охлаждения режущего инструмента.
- Коробку переключения скоростей.
- Поддон для сбора стружки и отработанного хладагента.

Принцип действия
Металлообрабатывающие станки 1А616 работают по такому принципу:
- Деталь перед обработкой фиксируют в патроне оборудования или между центрами.
- Резцы крепятся в своем держателе на суппорте. Одновременно можно установить не более четырех режущих элементов.
- Для проведения манипуляции по сверлению или нарезанию внутренней резьбы, подходящий инструмент фиксируют в пиноли задней бабки.
- Основная обработка заготовки проводится за счет сочетания поступательно-вращательного движения резака и оборотов детали. Такая конструкция позволяет производить обработку цилиндрических, конических и фасонных деталей, включая винтовые и торцовые части.
На токарном станке по металлу 1А616 передача вращательного момента на шпиндель и заготовку производится с использованием ременного шкива, который размещен между опорами. При необходимости, замену клиновидного ремня можно выполнить без снятия шпинделя. В конструкции данного оборудования предусмотрен принцип раздельной передачи на суппорт. Он может передвигаться при помощи ходового винта или валика. В обмотке мотора участвует стартер постоянного тока, обеспечивая эффективное торможение привода.
Электросхема
В электрическую схему токарного станка 1А616 включены такие элементы:
- Плавкие предохранители.
- Выключатель на входе.
- Световой элемент для освещения рабочей зоны.
- Реле напряжения.
- Контакторы включения и обратного хода.
- Регулятор включения насоса охлаждающей жидкости.
- Реле скорости вращения мотора и аналог управления контактором.
- Трансформатор понижающей конфигурации.
- Индикатор уровня нагрузки.
- Выпрямитель.
- Переключатель узла управления оборудованием.
Металлообрабатывающий агрегат оснащен двумя электрическими двигателями, у каждого из которых имеется свой функционал. Трехфазный мотор ПА22 имеет мощность 0,12 кВт и оборотистость 2800 вращений в минуту. Он служит для включения насоса подачи хладагента в рабочую зону.
Трехфазный аналог А02-41-4 обладает показателем мощности 4 кВт (1430 оборотов в минуту). Его предназначение – обеспечение работы главного привода станка.
Промышленные модели рассчитаны на напряжение 380 В, бытовые варианты агрегируют с электрической сетью 220 В. Под заказ выпускаются модификации, рассчитанные на 500 В.
Рабочий процесс
Движение подачи при работе металлообрабатывающих станков 1А616 происходит от узла шпинделя на суппорт. Коробка передач в состоянии обеспечить функционирование оборудования в 48 диапазонах, официально их указано 22, поскольку некоторые скорости совпадают. Для продольного перемещения суппорта задействуется зубчатая муфта, а в поперечной плоскости – ходовой винт.
Для нарезания резьбы с шагом менее шести миллиметров, суппорт и шпиндель агрегируют между собой напрямую. Обработка больших значений осуществляется при помощи перебора и промежуточного элемента увеличения шага. Основное рабочее движение рассматриваемого оборудования – это режущий момент, совершаемый шпинделем с закрепленной в нем заготовкой. Кроме того, за этот процесс отвечает пара клиноременных передач и блок скоростей на 12 диапазонов.
Коробка скоростей
Этот важный узел токарного станка включает в себя три вала, помещенных в отсеки с подшипниками, подвижные болты с шестернями и одиночную активную шестеренку. Скорость вращения выбирается посредством зацепления шестерен с различными параметрами. Динамика передается на вал, зубчатые передачи и шпиндель оборудования. Для увеличения скорости вращения шпинделя, его соединяют напрямую с полым валом при помощи муфты кулачкового типа.
При управлении токарным станком помните о дополнительных механических (ручных) манипуляциях. К ним относится:
- Поворот держателя резцов и установка его в требуемую позицию.
- Перемещение задней бабки с размещенной пинолью.
- Установка суппорта в необходимое положение.
Токарный станок 1А616: цена и отзывы
Стоимость рассматриваемого оборудования на вторичном рынке, в зависимости от состояния, комплектации и года выпуска, на вторичном рынке составляет от 40 тысяч рублей и выше.
Отклики потребителей о станке позволяют выделить основные преимущества этой металлообрабатывающей техники. К ним пользователи относят:
- Многофункциональность.
- Надежность.
- Высокую точность обработки.
Среди минусов владельцы указывают на то, что многие операции необходимо настраивать вручную. Кроме того, калибровка и настройка оборудования требует участия специалиста.

В заключение
Технические возможности отечественного токарного станка 1А616, отзывы о котором приведены выше, обуславливают возможность его эксплуатации на производственных предприятиях для обработки заготовок крупными партиями и в изготовлении единичных изделий. Оборудоваться агрегат может рабочими частями из быстрорежущих сталей, а также твердосплавными резцами. Универсальность оборудования позволяет выполнять не только токарную обработку, но и нарезку резьбы различной конфигурации.
Многофункциональный токарный станок 1А616 начал выпускаться Средневолжским заводом станкостроения несколько десятилетий назад. На приборе выполняют различные работы как персонального характера, так и небольшого серийного выпуска, предполагающие работу в патроне и центрах.
Что собой представляет оборудование?
Обозначение 1А616 имеет точное определение:
- 1 – показывает номер группы токарно-винторезного станка, согласно систематизации ЭНИМС;
- А – первая модификация устройства;
- 6 – подгруппа системы (классификатор ЭНИМС);
- 16 – дистанционный показатель центров от основания. Для рассматриваемого прибора – 16-165 мм.
Винторезный станок 1А616 нашел применение в цехах крупных производственных предприятий, а также на частных производствах. Это говорит о том, что токарный станок востребован. Эти многогранные токарные агрегаты осуществляют множество функций обработки по металлу:
- обработка округленных поверхностей любой сложности;
- точение граней деталей;
- сверловка;
- зенкерование проемов;
- рифление;
- отделка фасонных конических заготовок.

На токарно-винторезном станке 1А616 обрабатываются изделия, изготовленные из компонентов разного природного состава. Операции осуществляются модулями из быстрорежущих металлов и головками прочных сплавов.
Конструкционные характеристики токарных систем
Конструктив станка разработан семь десятилетий назад и предназначается для обработки деталей, имеющих незначительные параметры. Главные технические характеристики токарного станка:
- допустимая длина обточки – 660 мм;
- предельная величина возделываемой детали – 710 мм;
- наибольшее значение поперечника детали, расположенный над основным узлом металлорежущей машины – 180 мм, над основанием – 320 мм;
- вес установки – 1,5 т;
- поперечник сквозного проема, реализованного в шпинделе – 35 мм;
- наконечник вращающегося цилиндра с модулем для крепежа заготовок исполнен со стандартом ГОСТ 12593-72, относящийся к 6К стандарту;
- оборотность шпинделя находится в значении 9-1800 оборотов за 60 секунд, величина ступеней – 21 единица;
- габариты токарного станка 1А616 – 2135 х 1225 х 1220 мм.
Технические характеристики




Резцедержатель устройства перемещается ручным способом в перпендикулярной направленности, обладая допустимым значением 195 мм, а продольное передвижение – 670 мм. Последнее, осуществляется за счет винта либо валика. Стоит отметить, что пределы рабочих подач механизма одинаковы и выбираются 0,065 – 0,91 оборотов в минуту.
Конструкционная составляющая токарного станка 1А616 предполагает смену частей зубчатой передачи из кинематической модели механизма движения подачи аппарата. Вместо них можно поставить сменные презеционные механизмы. Это свойство позволяет создавать резьбу с высокой точностью.
Стоит отметить, что в смене составляющих токарного станка нет нужды, например, для модульной либо дюймовой спиралевидной винтовой нарезки. Конструктив токарного станка допускает пуск ходового фиксатора в обход механизма движения впуска. Эта характеристика позволяет выполнять спиралевидную винтовую нарезку высокоточного типа.
Без смены шестерней на аппарате допускается выполнять прецизионные резьбы, с определенным шагом: метрическую – от 0.5 до 24 мм, дюймовые – от 1 до 56 на 2,54 см, модульные – от 0.25 до 5,5 мм, питчевые – от 2 до 128 питч.
Возделываемые изделия фиксируются как в стандартном патроне токарного станка, так и используя крепежи пневматического и гидравлического ряда.

Принцип действия и основные механизмы
Важные рабочие узлы агрегата:
- задняя опора;
- блок, включающий сменяемые колеса;
- шкафной отдел, в котором расположено электрооборудование;
- передник с механизмом впуска;
- несущее основание;
- тумбовые элементы;
- передняя бабка со вспомогательными модулями: реверсивный механизм, звено, отвечающее за увеличение шага, переборное приспособление;
- коробка подач;
- охлаждающий механизм, отвечающий за режущий инструментарий;
- коробка перемены передач;
- специальный резервуар для скапливания охладителя и металлической стружки.
Оборудование функционирует по схеме:
- обрабатываемое изделие зажимается в патроне или устанавливается в центры;
- резы удерживаются в держателе резцов опоры, их количество может достигать 4 единиц;
- если в возделываемой детали необходимо сделать сверление или расточку проемов, то соответствующие приспособления закрепляются в пиноли задней бабки;
- обработка деталей осуществляется за счет комбинации двух видов движения: поступательного передвижения режущего инструмента и вращения изделия.

Приводной шкив аппарата устанавливается между опорами шпинделя. Однако, обратная его опора обладает специфичной конструкцией, позволяющая проводить ремонтные работы (замена клиновых ремней) без освобождения шпинделя. Эта характеристика убыстряет и упрощает труд рабочего на аппарате. Важно отметить, что немаловажной функциональной особенностью токарного станка считается реализация привода перемещения раздельного типа реза. А активация тормозного механизма стала возможной, благодаря подсоединению в статор постоянного тока.
Правила эксплуатации 1А616
Монтаж токарного станка 1А616 происходит на специальном подготовленном месте, предотвращающее возникновение вибрационных потоков в период эксплуатирования. Для предотвращения подобных явлений следует использовать регулируемые опоры.
После финальной установки необходимо познакомиться с техническими правилами безопасности. Главные положения определены в следующем:
- не допускается в период работы токарного агрегата переключать рукояти, располагающиеся на задней бабке и коробке переключения скоростей;
- использовать экранную защиту;
- во время обработки заготовки, поставленной в центрах и с хомутами, следует применять патрон поводкового типа с защищающим ободом;
- все дверцы электрооборудования должны быть прикрыты при работе;
- при работе станка 1А616 все дверцы электрооборудования плотно закрыты.
Для сохранения первоначальных параметров аппарата нужно проводить плановую диагностику и ремонт некоторых элементов.

Первый пуск токарного агрегата 1А616
Первоначальный запуск токарно-винторезного станка 1А616 важен, как и процедура его монтажа и правки. Стоит отметить, что первый пуск агрегата считается и тогда, если совокупность механизмов простаивала длительное время и он не обслуживался. Чтобы предотвратить поломку аппарата, следует отнестись к первому пуску со всей серьезностью и ответственностью. Процедура запуска аппарата – это последовательные операции:
- очистка оснастки и механизмов конструкции от коррозийного налета;
- проконтролировать уровень масляной жидкости агрегата, если его недостаточно, то добавить свежую порцию;
- при планировании токарных действ с охлаждением, необходимо в специальный резервуар влить охлаждающий компонент;
- диагностировать целостность механизмов, соединительных кабелей и проводов;
- после успешного выполнения вышеуказанных этапов, можно включать винторезный агрегат 1А616 и совершать токарные действия.

Ход впуска и металлорезание
Держатель резцов приобретает от основного вала устройства движения подач, в результате чего зуб двигается прямолинейно. Основываясь на технический паспорт агрегата 1А616, коробка осуществления подачи, способна предоставить 48 скоростей. Но в действительности – их лишь 24, так как скорости совпадают. Муфта с мелкими зубьями выполняет функцию запуска подач в сторону оси, ходовой винт, отвечает за перпендикулярный впуск.
Электрошпиндель станка 1А616 выполняет функцию резцедержателя в ситуациях, когда нужно нарезать небольшую резьбу до 6 мм. Повышенный сдвиг и перебор применяется лишь при нужде реза большего хода. Чтобы это сделать, следует вправо направить блок колес до того момента, пока шестерня пустотелого вала не ухватится за левую окружность блока агрегата. Рез представляет собой одинаковое движение ведущего вала и возделываемого изделия. Подобное вращение направляет держатель резцов в осевом, и дополнительно перпендикулярном курсе, относительно двигательного вала. Передвижение достигается вследствие раздельного привода аппарата, которое состоит:
- суппорта, обладающего 4 положениями;
- 12 ступеней КПП;
- 2 клиноременные передачи.

Электрическая система станка 1А616
В состав электросистемы входят два трехфазных мотора, работающие от постоянного тока:
- основной привод оборудован движком 4 кВТ;
- насос, который направляет охлаждающую жидкость к режущим элементам. Его мощность составляет 0,12 кВТ.
Важно знать, что незначительными сериями выпускались и токарные станки, работающие от привычных 220 В.
Конструкция аппарата подобной конфигурации не предполагает присутствие электродвижка, способного обеспечить ускоренный темп процесса. Резкий застой оси обуславливается тем, что в системе используется постоянный ток. Любопытно, но при остановке – двигатель не нагревается.

Конструкция КПП станка
Коробка скоростей в этой модели токарного аппарата включает:
- 3 цилиндра, располагающиеся один за другим с 3 подшипниками;
- 3 одиночные шестеренки, которые образуют две активные шестерни.
Эти узлы дают вращение оси, через вал, рабочие передачи зубчатого типа. В случае если потребуется задать увеличенную частоту оборотов оси, то она за счет кулачковой муфты подсоединяется прямо к валу.
Регулирование требует совершения последовательных действий, совершаемых вручную:
- Определение держателя резцов в нужное положение;
- Регулировка позиции задней бабки агрегата;
- Контроль суппорта (основной модуль).

Регулирование и ремонт оси
В процессе эксплуатирования аппарата возникают разные ситуации, и в них шпиндель может выйти из строя. Стоит сказать, что любые дефекты решаются.
Контроль зазора подшипников агрегата
Коррекция совершается в несколько этапов:
- Нужно затянуть внутреннее кольцо;
- установить требуемое положение стопором;
- Проверить правильную настройку по индикатору агрегата. Ось должна свободно проворачиваться.
Наладка осевого зазора аппарата элементарна и включает:
- Снятие защитного колпачка;
- Требуется произвести давление пинолью на передний центр до касания гайки и втулки. Гайку заворачивать нежелательно.

Настройка и смена ремней блока скоростей на электрошпинделе
- Скрутить крепежные винты аппарата;
- подправить ремни гайками до оптимального значения;
- Вернуть винты на исходную позицию.
Процедура смены ремней включает:
- Уборка защитного инвентаря, доставляющие смазку;
- В винтовые проемы закрепляются винты М12 для показа буксы;
- В вышедшее отверстие вставляют ремни на создание шва;
- Букса возвращается на изначальное место, как и другие комплектующие.
На практике, эксплуатирование на металлообрабатывающем токарном станке 1А616 доступно как знатокам, так и начинающим токарного дела. Они довольны и отмечают хорошее качество оборудования и составных частей. Любой желающий может справиться с ремонтом и настройкой системы агрегата.
Скачать паспорт
Рекомендуем также к прочтению:
Токарно-винторезный станок 1А616 с 1960-х выпускал Средневолжский станкостроительный завод (СВСЗ), запущенный в 1876 году в Самаре. Устройство относится к универсальным, предназначено для выполнения различных токарных операций с металлическими деталями среднего и малого веса конической, овальной и цилиндрической формы, а также для нарезания резьбы. Схема его работы основана на вращении самой заготовки относительно режущего инструмента.

Расшифровка маркировки 1А616:
- 1 — относится к группе токарных станков;
- А — первое поколение;
- 6 — относится к подгруппе токарно-винторезных станков, пригодных для нарезания резьбы;
- 16 — высота центров в см (165 мм).
Операции, которые можно выполнить с помощью станка 1А616:
- огранка внешних и внутренних конический и цилиндрических поверхностей;
- точение торцов деталей малого и среднего веса;
- сверление;
- развертывание и зенкерование отверстий;
- рифление;
- обработка фасонных изделий конической формы.
Виды резьбы, которую можно нарезать на станке 1А616, и ее размеры:
- питчевая — шаг в питчах 128 — 2;
- метрическая — шаг в мм 0,5 — 24;
- модульная — шаг в модулях 0,25 — 5,5;
- дюймовая — число ниток на 1 дюйм 56 — 1.
Необходимый токарный инструмент
Для выполнения каждой конкретной задачи на станке 1А616 используют дополнительные приспособления-насадки (приобретаются отдельно):
- резцы для основных токарных работ;
- метчик для нанесения резьбы;
- плашка для нанесения резьбы;
- сетчатая матрица для рифления.
Подходящие типы резцов (по материалу):
- из быстрорежущей стали;
- твердосплавные — превосходят быстрорежущие по твердости, но стоят намного дороже.
Описание 1А616
Сейчас токарный станок снят производства, но можно купить б/у устройство. Новые машины по металлу, обозначенные этим буквенно-цифровым кодом фактически являются лишь современными аналогами, обладающими теми же техническими возможностями и размерами, но изготовленными другими производителями. В ассортименте СВСЗ имеются похожие токарно-винторезные станки марки SAMAT 400. Стоимость б/у машины в хорошем состоянии от 45 000 рублей. Монтаж и настройку устройства обязательно поручить специалисту.
Станок 1А616 легко поддается настройке и ремонту, работа с ним доступна даже новичку. Эта модель токарного оборудования устаревшая, но характеристики деталей и всего устройства высокие. Отзывы о машине этой марки только положительные. Одно из достоинств — сравнительно простое управление, но начинающему понадобится инструкция и консультация опытного специалиста. Недостаток — масса сложностей с подбором комплектующих, вышедших из строя. Но если за токарным станком тщательно ухаживали, то даже устройство с 50-летним стажем работает без перебоев, в ремонте нуждается редко.
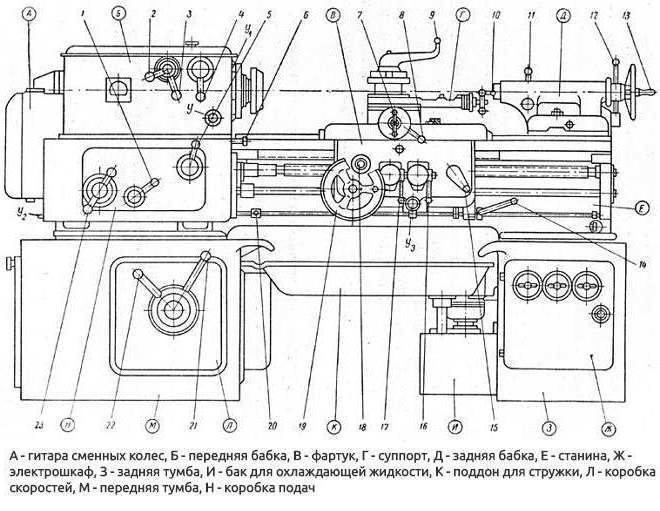
Описание основных деталей и узлов токарного станка 1А616:
1. Станина литая чугунная, имеет коробчатую форму, устанавливается на двух тумбах, пустых внутри. На ней находятся четыре направляющих — две призматические и две плоские. Передняя призматическая и задняя плоская для перемещения каретки, передняя плоская и задняя призматическая для задней бабки.
2. Передняя бабка располагается на левой половине станины. Ее механизм позволяет выполнять левую и правую резьбу. На передней бабке установлен кронштейн с защитным устройством патрона.
3. Шпиндель номинально имеет 24 скорости вращения, но фактически 21, так как 3 скорости повторяются. Фланцевый передний конец детали обеспечивает легкую и быструю смену планшайбы и прочную фиксацию.
4. Коробка подач приводится в движение от передней бабки через шестерни. Механизм позволяет выполнять подачи и резьбу. Шаг регулируют с помощью одной из трех рукояток, находящихся на передней крышке коробки.
5. Ходовой валик и ходовой винт включают кнопкой, находящейся на правом торце коробки подач. Рукоятками, которые расположены на передней бабке, выбирают и фиксируют направление вращения и регулируют шаг резьбы. Ходовой валик оснащен перегрузочным механизмом, который при возникновении перегрузки автоматически останавливает продольный ход резца.
6. Фартук имеет две мелкозубые муфты, которые обеспечивают движение суппорта и каретки в обоих направлениях. На фартуке находится блокирующее приспособление, предупреждающее одновременное включение ходового винта и ходового валика.
7. Суппорт крестовой конструкции, делает возможным продольное и поперечное движение с помощью механического привода, так и от руки. Верхняя часть суппорта имеет возможность поворота на 90° и независимое ручное продольное перемещение. На ней находится четырехгранная резцовая головка.
8. Задняя бабка фиксируется на станине поворотом рукоятки через эксцентриковый зажим и систему рычагов. Если нужно более прочное крепление, то используют специальный затяжной болт с гайкой. При обработке деталей конусной формы задняя бабка может сдвигаться с линии центров в поперечном направлении на расстояние до 1 см.
9. На 1А616 установлены самоцентрирующийся трехкулачковый патрон диаметром 20 см и поводковая планшайба. Их самоотвинчивание в процессе работы полностью исключено.
10. Некоторые станки по дополнительному заказу покупателя оснащали двумя люнетами — подвижным и неподвижным.
11. Охлаждение происходит за счет подачи с помощью электронасоса жидкости из эмульсионного бака. Он крепится к правой тумбе.
12. Для защиты токаря от летящей металлической стружки на нижней части суппорта установлено ограждение с поворотным прозрачным экраном.
Технические характеристики станка марки 1А616:
- вес 1600 кг;
- размеры — 2135х1225х1420 мм;
- расстояние между центрами — 710 мм;
- класс точности — Н (нормальная), пригоден для обработки заготовок из проката и литья, у которых нет высоких требований к качеству;
- максимальный диаметр обрабатываемого прута — 34 мм;
- максимальный диаметр детали, закрепленной над суппортом, — 180 мм ;
- максимальный диаметр детали, закрепленной над станиной, — 320 мм;
- максимальная длина обтачивания — 660 мм;
- мощность электродвигателя — 4 кВт, 1440 об/мин.
Разновидности токарных станков модели 1А616:
- 1А616П — класс точности повышенный;
- 1А616АБ — класс точности особо высокий, пригоден для выполнения финишных токарных операций;
- 1А616С — класс точности сверхвысокий, пригоден для выполнения финишных операций;
- 1А616К — с автоматической коробкой скоростей;
- 1А616Ф3 — токарный с ЧПУ Контур 2ПТ-71.
Перечисленные модели обладают схожими основными техническими характеристиками, размерами и массой.
Разновидности по пригодности для работы от напряжения:
- 220 В — для домашней мастерской;
- 380 В — для промышленных предприятий;
- 500 В — станки, изготовленные на заказ, в свободной продаже встречаются редко.
Работа со станком
Подготовка устройства к первому запуску:
- Станок модели 1А616 имеет сравнительно большую массу, поэтому установить его можно на фундамент или бетонную подушку высотой не менее 15 см и закрепить фундаментными болтами. От правильности установки зависит точность работы устройства.
- Выверить станок на точность с помощью клиньев по уровню в обеих плоскостях.
- Установить опору для подмоторного кронштейна.
- Салфетками, смоченными в уайт-спирите или керосине, тщательно очистить все открытые и закрытые кожухом поверхности от антикоррозийных средств.
- Неокрашенные детали обработать маслом индустриальным И 20. Средство наносить тонким слоем.
- Заполнить маслом места смазки.
- Если работа будет вестись с охлаждением, то заполнить специальный бачок охлаждающей жидкостью.
- Проверить рукоятки управления. Они должны находиться в фиксированном положении.
- Сразу после пуска работать на максимальных оборотах не рекомендуется.
Деталь, подлежащую обработке, устанавливают в патроне или между центрами. Если нужно выполнить сверление, внутреннюю резьбу или расточку отверстия, то подходящий инструмент закрепляют в пиноли задней бабки.

Настройка 1А616
Осуществлять настройку станка может лишь специалист после ознакомления с инструкцией, изложенной в паспорте к оборудованию. Основные правила:
1. Настройка главного движения. После фиксации обрабатываемой детали в патроне или центрах необходимо установить требуемое количество оборотов в минуту для шпинделя. Делают с помощью рукоятки на передней бабке и переключателей (по схеме). Число оборотов и положение рукоятки указаны в таблице «Механизм главного движения» в паспорте.
2. Настройка подач и их направления, шага резьбы. Для этой цели устанавливают соответствующие сменные шестерни и изменяют положение рукояток на коробке подач. При включении звена увеличения шага рычаг реверса поворачивают вправо.
Указания по технике безопасной работы на токарно-винторезном станке марки 1А616:
- Для предупреждения возможности случайного пуска основного двигателя во время наладки устройства, установки или снятии заготовки, замере ее размеров, рукоятку, включающую электропитание, повернуть вправо для фиксации в нейтральном положении.
- В процессе работы зона резания закрывается защитным экраном суппорта. Над патроном, находящемся на шпинделе, тоже должно быть установлено защитное устройство.
- При обработке деталей, установленных в центрах и с хомутиками, нужно пользоваться поводковым патроном с защитным ободом.
- При обработке детали в центрах задняя бабка крепится на станине специальной рукояткой.
- При выполнении тяжелых работ заднюю бабку дополнительно фиксируют специальным болтом.
- Гайки креплений патрона, находящегося на шпинделе, должны быть прочно, равномерно закручены.
- Работа на токарно-винторезном станке, не имеющем кожуха ограждения сменных шестерен гитары, запрещена.
- Дверца электрошкафа во время работы должна быть прочно зафиксирована.
- Обязательно наличие надежного заземления.
Для смазки токарного оборудования применяют масло «индустриальное И 20». Периодичность и способ для разных узлов и деталей указаны в схеме в паспорте устройства.
Рекомендации по покупке
Станок б/у лучше покупать не у частного лица, а у фирм, занимающихся ремонтом, настройкой и продажами подобного оборудования. Цена будет несколько выше, но у этого варианта есть много преимуществ:
- наличие минимальной гарантии от продавца;
- возможна транспортировка;
- сборку и настройку произведет специалист;
- станок, купленный у частного продавца, мог содержаться долгое время без ТО в неподходящих условиях.
При перевозке станка обязательно проконтролировать правильность упаковки. Все детали должны быть смазаны маслом и надежно зафиксированы. Устройство накрывают пленкой и помещают в деревянный ящик, обеспечивая неподвижность. Для этого его крепят к дну упаковки болтами. Мелкие детали могут быть упакованы в отдельный ящик. После доставки сначала убирают переднюю стенку, затем торцы, в последнюю очередь заднюю. Сняв пленку, станок внимательно осматривают. Если повреждений нет, то откручивают болты, фиксирующие устройство ко дну ящика.