- Что собой представляет сварочный шов?
- Размеры
- Виды сварных соединений
- Самый распространенный вид
- Тавровая сварка. Особенности и рекомендации
- Сварка внахлест
- Угловое сцепление
- Формы сварных швов
- Классификация сварных швов по положению в пространстве
- Как обозначаются сварные швы и соединения?
- Положение шва
- Возможные изъяны
- 1. Классификация сварных соединений и швов
Результативность и качество работы зависит от наличия необходимого инструмента, материала и умений. На успех в любом деле, какого бы направления он ни был, существенно влияет также и знание теории. Сварочные работы принято считать одними из наиболее распространенных.

Для этого вида деятельности нужен материал, оборудование, опыт работы, а также теоретические знания. Овладев необходимой информацией, человек получает представление о том, что такое шов, какая существует классификация сварных швов и как подобрать оптимальный вариант для сцепления различных металлических изделий.
Что собой представляет сварочный шов?
Во время сварочных работ в процессе задействованы три металлических участка: между собой при помощи третьего, которым выступает электрод, скрепляются два куска железа. В месте соединения друг с другом металлических деталей происходит термический процесс, образующий шов. Таким образом, шов – это часть металлической конструкции, полученная в результате воздействия плавленого и затвердевшего железа.

Соединять методом сварки можно любые металлы. Они имеют свои особенности структуры, в соответствии с которыми подбирается определенный тип крепления. Классификация сварных швов производится в зависимости от типа сцепления, материала и других параметров. Для каждого соединения имеются свои инструкции и свой порядок выполнения.
Размеры
Существует классификация сварных швов по протяженности. В зависимости от размеров, сварочные швы бывают:
- Короткие. Размер не превышает 30 см. Такой шов появляется в результате сварки, выполняемой в одном направлении от самого начала до конца.
- Средние. Длина шва – от 30 см до 1 метра. Данные швы свариваются от середины к краям. Для них идеально подходит обратно-ступенчатый способ. Его суть заключается в том, что весь шов разделяется на несколько участков, которые поочередно обрабатываются сваркой. Каждый из этих отрезков имеет длину от 10 до 30 см.
- Длинные (свыше одного метра). Свариваются так же, как и средние швы, с той лишь разницей, что количество участков здесь будет больше.
Виды сварных соединений
Классификация сварных швов осуществляется также по типу крепления. Существует четыре вида соединений:
Самый распространенный вид
Во время стыкового сцепления учитывается толщина изделия. Это позволяет сэкономить значительную часть материала.
Стыковое сцепление считается наиболее популярным. Это обусловлено тем, что данный процесс сварки – самый быстрый и экономный.
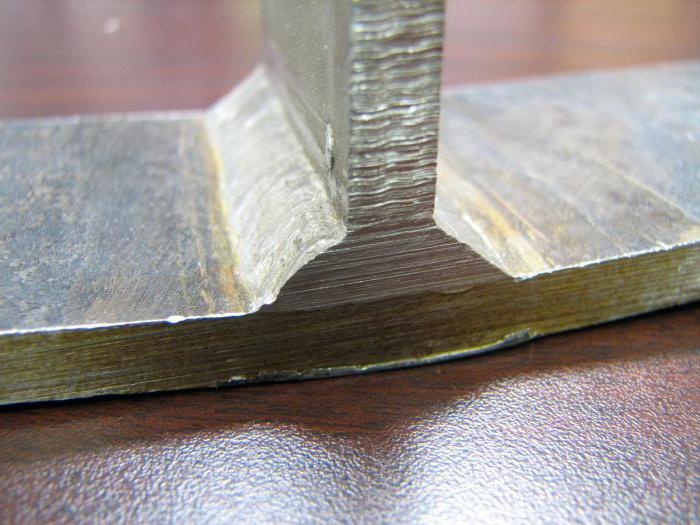
Тавровая сварка. Особенности и рекомендации
Для данного типа сцепления характерна Т-образная форма соединения металлических изделий. Как и в стыковом сцеплении, особое внимание уделяется толщине метала, в зависимости от которой швы бывают односторонние и двухсторонние.
Применяя данный вид сцепления, необходимо придерживаться следующих рекомендаций:
- Выполняя тавровую сварку при сцеплении двух изделий, имеющих различную толщину, необходимо сварочную горелку по отношению к изделию потолще держать под углом в 60 градусов.
- Сварочные работы можно облегчить, если расположить конструкцию «в лодочку». Такое положение обрабатываемого изделия исключит подрезы, пропущенные недоваренные участки, которые для данного вида сцепления считаются самыми распространенными дефектами.
- Если один проход сварочной горелки окажется малоэффективным, поскольку могут оставаться дефектные участки, их следует варить, осуществляя колебания сварочных электродов.
- В тавровом соединении можно ограничиться и односторонней сваркой. Для этого нужно использовать сварочную аппаратуру Oineo Tronic Pulse, которая позволяет осуществить RW-варку.
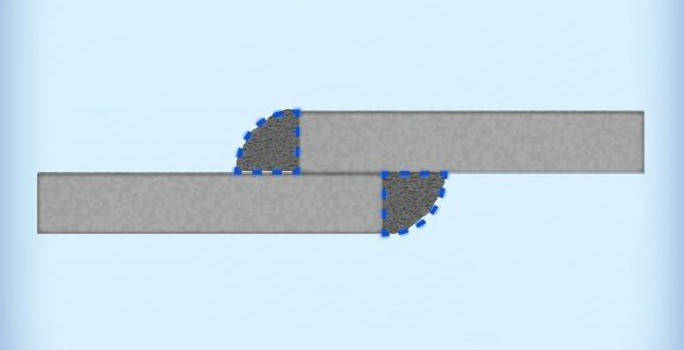
Сварка внахлест
Принцип данного вида соединения заключается в двухстороннем приваривании изделий, толщина которых не более 1 см. Эта сварка применяется в случаях, когда необходимо предотвратить попадание влаги в промежуток между стальными листами. В результате такой работы образуется два шва. Данный вид сварного соединения считается продолжительным и не является экономным, поскольку для работы требуется больше материалов.
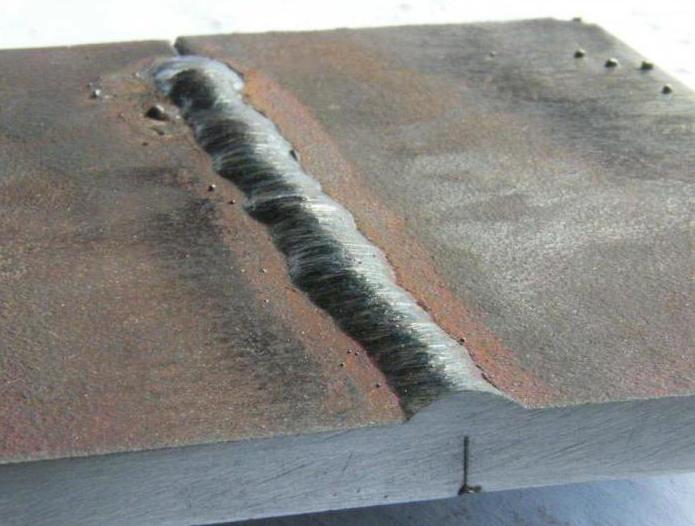
Угловое сцепление
Данный тип сварки применяется для соединения металлических изделий в положении перпендикулярно друг к другу. В зависимости от толщины листов угловая сварка характеризуется наличием или отсутствием скошенных краев. При необходимости данный вид соединения производится с внутренней части изделия.

Формы сварных швов
Классификация сварных швов по форме наружной поверхности определяет три типа:
- Плоские. Эффективны при динамической и знакопеременной нагрузке, поскольку у этих швов (как и у вогнутых) отсутствует концентрация напряжения, способная вызвать резкие перепады и разрушить сварочное сцепление.
- Вогнутые. Допустимой считается вогнутость шва, не превышающая 0,3 см. В противном случае вогнутость сварного шва считается чрезмерной и расценивается как дефект. Измеряется уровень вогнутости на участке, где имеется наибольший прогиб.
- Выпуклые швы. Возникают в результате скопления большого количества застывшего металла и считаются неэкономными. Но в то же время сварное соединение, дающее выпуклый шов, эффективнее при статической нагрузке, чем соединение с плоским или вогнутым сварным швом. Показатель выпуклости – это расстояние от поверхности основного метала до точки наибольшего выступа. Стандартными считаются выпуклости, не превышающие 0,2 см для нижней сварки и не более 0,3 см для сварки, выполненной в других положениях.
Классификация сварных швов по положению в пространстве
Согласно критерию размещения в пространстве имеется четыре типа швов, каждому из которых присущи свои особенности и рекомендации для сварки:
- Нижние швы. В техническом аспекте считаются самыми простыми. Сваривание нижних швов производится на ровной поверхности в позиции снизу. Данный процесс характеризуется высокой результативностью и качеством. Это обусловлено более комфортными условиями для сварщика. Расплавливаемый металл своим весом направлен в расположенную в горизонтальном положении сварную ванну. За варкой нижних швов легко уследить. Работа выполняется быстро.
- Горизонтальные швы. Свариваются немного труднее. Проблема заключается в том, что растапливаемый металл под воздействием своего веса затекает на нижние края. Это может повлечь за собой появление подрезов в области верхнего края.
- Вертикальные швы. Являются результатом соединений металлических изделий, размещенных в вертикальной плоскости.
- Потолочные швы. Данная сварка считается самой трудной и ответственной. Характеризуется минимальным комфортом. В процессе сварки утрудняется выделение шлаков и газов. С этим делом справится не каждый, необходим большой опыт, так как удержать в ходе работы падающий на лицо шлак непросто. При этом важно соблюдать качество и прочность соединения.
Как обозначаются сварные швы и соединения?
Классификация и обозначение сварных швов производится при помощи специальных значков, линий и выносок. Они размещаются на сборочном чертеже и на самой конструкции. Классификация сварных соединений и швов обозначается, согласно нормативному документу, при помощи специальных линий, которые могут быть сплошными или штриховыми. Непрерывными обозначаются видимые сварные швы, штриховыми – невидимые.
Условные обозначения шва ставятся на полке от выноски (в случае если шов расположен на лицевой части). Или, наоборот, под полкой, если шов размещен с обратной стороны. При помощи значков указывается классификация сварных швов, их прерывистость, размещение отрезков для сварки.
Рядом с основными значками располагаются дополнительные. Они содержат вспомогательную информацию:
- о снятии усиления сварного шва;
- об обработке поверхности для плавного перехода к основному металлу и предотвращения наплывов и неровностей;
- о линии, по которой производится шов (является ли она замкнутой).
Для идентичных конструкций и изделий одного ГОСТа предусмотрены стандартные условные обозначения и технические требования. Если же в конструкции имеются одинаковые швы, то им лучше дать порядковые номера и разбить на группы, которым также для удобства присваиваются номера. Вся информация о количестве групп и швов должна быть указана в нормативном документе.
Положение шва
Классификация сварных швов осуществляется на основе положения шва. Они бывают:
- Односторонние. Образуются в результате сварки листов, толщина которых не превышает 0,4 см.
- Двухсторонние. Возникают при двухстороннем сваривании металлических листов толщиной 0,8 см. Для каждого случая соединения рекомендуется оставлять 2-миллиметровые зазоры, обеспечивающие качество сцепления.
Возможные изъяны
Дефекты во время сварочных работ могут возникать по причине чрезмерно большой силы тока и напряжений на дуге. Также это может быть результатом неправильных манипуляций с электродами. Классификация дефектов сварных швов по месту их расположения:
- Внутренние. Для их выявления применяется методика, заключающаяся в контроле: не разрушающем конструкцию, разрушающем полностью или частично.
- Наружные. Они легко выявляются при внешнем осмотре.
По причине нарушения режима сварки, вызванного отсутствием необходимого опыта, недостаточной подготовительной работой, проведением неправильных замеров, дефекты делятся на:
- Непровар. Проявляется в локальном отсутствии сплавлений между соединяемыми элементами. Дефект приводит к увеличению концентрации напряжения и уменьшению сечения шва. Конструкция с таким изъяном характеризуется пониженной прочностью и надежностью. Причиной непровара могут быть как недостаточная сила тока, так и сварка в быстром режиме.
- Подрез. Дефект заключается в локальном уменьшении толщины основного металла. Данная проблема наблюдается возле границ сварных швов.
- Прожог. Изъян имеет вид полости в сварном шве. Она возникает по причине утечки расплавленного металла из ванны сварки. Прожог – это недопустимый дефект, его нужно срочно исправить.
- Незаваренный кратер или углубление. Возникает по причине обрывов дуги во время подхода к концу шва.
- Наплыв. Дефект проявляется в затекании металла сварного шва на основной металл без их сплавления.

Причины дефектов могут быть самыми разными, но они одинаково способны снизить прочность сцепления, эксплуатационную надежность, точность и испортить внешний вид изделия.



1. Классификация сварных соединений и швов
Сварные соединения по своей конструкции различаются следующим образом:
- соединения встык;
- соединения внахлестку;
- соединения впритык (в тавр или в угол).
Наименование швов и виды сварных соединений приведены в таблице Тип сварных соединений.
Классификация швов по положению в пространстве

Сварные швы, при помощи которых осуществляются соединения, подразделяются по ряду признаков, а именно:
- по положению в пространстве — на нижние, вертикальные, горизонтальные и потолочные;
- по конструкции шва — на стыковые и угловые; угловые швы по их расположению к действующим усилиям делятся на фланговые и лобовые (торцовые);
- по типу обработки (разделки) кромок листов — на V-образные (обозначаются латинской буквой V), X (икс)-образные, К-образные (таблица Классификация швов по типу обработки кромок);
- по протяженности — на сплошные и прерывистые;
- по числу слоев, накладываемых во время сварки, — на однослойные и многослойные;
- по назначению — на рабочие (передающие усилия) и конструктивные, не связывающие.
Условные обозначения швов и их размеров, применяемые на чертежах, даны в таблице Условные обозначения сварных швов.
Обычно преобладающий на данном чертеже размер швов, а также тип электродов указывают в примечании, помещаемом около штампа (наименование чертежа) в правом нижнем углу листа. Непосредственно у изображения шва показывают только размеры, отличающиеся от преобладающего размера шва.
Указания об обработке кромок даются на чертеже только в случае отклонения их от нормальных.
«Проектирование стальных конструкций»,
К.К.Муханов

Соединение называется комбинированным, если в нем имеется несколько различных видов сварных швов: фланговых, лобовых или стыковых. Простейшим комбинированным соединением является соединение с прямоугольными накладками, обваренными по всему контуру, т. е. соединение, имеющее фланговые и лобовые швы. Комбинированные соединения Такая же комбинация швов возможна в соединении внахлестку без накладок. Действительная работа комбинированного соединения, в значительной мере…

Этот тип соединения применяется, например, в случае крепления консоли к колонне или соединения листов под прямым углом и т. п. Вследствие своей простоты это соединение имеет широкое применение. Однако оно требует, особенно в растянутом стыке, хорошего провара по всей толщине присоединяемого листа, так как в случае оставления «щели» будет иметь место резкое изменение направления силового…

Соединение внахлестку может осуществляться с накладками и без них при помощи угловых швов. В зависимости от расположения по отношению к действующим усилиям угловые швы могут быть: фланговые (расположенные параллельно усилию) и лобовые или торцовые (расположенные перпендикулярно усилию). Соединение внахлестку с фланговыми швами Простейшим соединением этого типа является конструкция, показанная на фигуре. Передача усилия в нем…

Соединение с накладками при помощи лобовых швов показано на фигуре, а. При симметричном расположении накладок лобовые швы дают достаточно высокую прочность. Однако вследствие рез кого изменения направления потока силовых линий в соединении в корне шва концентрируются большие напряжения. Это создает условия, при которых разрушение происходит при малых удлинениях (ε = 4 / 6%), т. е….

Соединение встык наиболее рационально применять для соединения листов. Однако не исключена возможность его применения и при стыковании двутавровых балок, швеллеров и уголков. При конструировании соединений встык необходимо заботиться как о возможности хорошего провара стыка, так и о создании условий, обеспечивающих свободу сварочных деформаций («усадки»), которые развиваются в процессе остывания сварных швов. Опыт показал, что для…

Сварной шов является элементом сварного соединения, который образуется после кристаллизации (затвердевания) расплавленного металла сварочной ванны по линии перемещения сварочной дуги при сварке.
Сварные швы классифицируют по ряду признаков.
? По внешнему виду швы делят на выпуклые, нормальные, вогнутые (рис. 3.1). Как правило, все швы выполняют с небольшим
Рис. 3.1. Классификация швов по внешнему виду:
а – выпуклые; б – нормальные; в- вогнутые усилением (выпуклыми). Если требуются швы без усиления, это должно быть указано на чертеже. Ослабленными (вогнутыми) выполняют угловые швы, что также отмечается на чертеже. Такие швы требуются для улучшения работы сварных соединений, например при переменных нагрузках. Стыковые швы ослабленными не делают, вогнутость в этом случае является браком. Увеличение размеров сварных швов по сравнению с заданными приводит к увеличению массы свариваемой конструкции и перерасходу электродов. В результате возрастает себестоимость сварных конструкций, повышается трудоемкость сварочных работ.
? По протяженности швы бывают непрерывные и прерывистые. В основном швы выполняют непрерывными.
Непрерывный шов – сварной шов без промежутков по длине.
Прерывистый шов – сварной шов с промежутками по длине.
Прерывистые швы обычно используют при малых нагрузках, действующих на конструкцию.
Швы тавровых соединений бывают двусторонние прерывистые, односторонние прерывистые, двусторонние цепные, двусторонние шахматные (рис. 3.2).

Рис. 3.2. Классификация швов по протяженности:
а – двусторонние непрерывные; б – односторонние прерывистые; в – двусторонние цепные; г – двусторонние шахматные: I – длина шва; t – шаг
Цепной прерывистый шов – двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов – двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
- ? По выполнению швы подразделяют на односторонние и двусторонние (рис. 3.3). Швы выполняют как на весу, так и на различных подкладках и флюсовых подушках. Меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва, называется подварочным швом. Корень шва – часть сварного шва, наиболее удаленная от его лицевой поверхности.
- ? По числу слоев и проходов различают однослойные, многослойные, однопроходные, многопроходные швы (рис. 3.4).
Слой сварного шва – часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва.
Валик – металл сварного шва, наплавленный или переплавленный за один проход.
При сварке каждый слой многослойного шва отжигается при наложении последующего слоя. В результате такого теплового воздействия на металл сварного шва

Рис. 3.3. Классификация швов по выполнению: а – односторонние; б – двусторонние

Рис. 3.4. Классификация швов по числу слоев и проходов: I-IV – число слоев; 1-8 – число проходов
Рис. 3.5. Классификация швов по действующему усилию:
а – продольные (фланговые); б – поперечные (лобовые); в – комбинированные; г – косые улучшаются его структура и механические свойства. Толщина каждого слоя в многослойных швах примерно равна 5-6 мм.
- ? По действующему усилию швы делят на продольные (фланговые), поперечные (лобовые), комбинированные, косые (рис. 3.5). Лобовой шов расположен перпендикулярно к усилию Р, фланговый – параллельно, а косой – под углом.
- ? По положению в пространстве различают нижние, горизонтальные, вертикальные и потолочные швы (рис. 3.6). Отличаются они друг от друга углами, под которыми располагается поверх-


Рис. 3.6. Классификация сварных швов по их положению в пространстве ность свариваемой детали относительно горизонтали. Наиболее труден для исполнения потолочный шов, лучше всего шов формируется в нижнем положении. Потолочные, вертикальные и горизонтальные швы приходится обычно выполнять при изготовлении и особенно при монтаже крупногабаритных конструкций.
Примеры обозначения сварных швов по их положению в пространстве даны на рис. 3.7.
? По назначению швы делят на рабочие и связующие. Рабочий шов – это сварной шов, воспринимающий эксплуатационные нагрузки. Связующий шов нужен лишь для фиксации деталей в нужном положении, он не предназначен для передачи усилий при работе сварной конструкции.

Рис. 3.7. Обозначение сварных швов по их положению в пространстве:
Н – нижние; П – потолочные; Пп – полупотолочные; Г – горизонтальные; Пв – полувертикальные; В – вертикальные; Л – «в лодочку»; Пг – полугоризон- тальные