- Витые пружины сжатия
- Особенности конструкции
- Область эксплуатации
- Требования к пружинам
- Требования к материалу
- Особенности технологии
- Технология холодной навивки без закалки
- Технология холодной навивки с закалкой и отпуском
- Технология горячей навивки с закалкой и отпуском
- Используемое оборудование и оснастка

НОВОСТИ
Появилась возможность изготовления пружин из проволоки квадратного и прямоугольного сечения;
конических и бочкообразных пружин
ПЕРСПЕКТИВЫ
В 2015-2018 году планируются дальнейшее развитие основного производства:
-Строительство дополнительных площадей для основного производства.
-Приобретение, с целью обновления, нового высокопроизводительного навивочного оборудования.
Полезные ссылки
Качество и технологии
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПРУЖИН
Сущность термической обработки состоит в том, что нагрев

ом стали или сплава до определенной температуры, выдержкой при этой температуре и последующим быстрым или медленным охлаждением вызывает желаемое изменение свойств стали или сплава. Изменение свойств происходит в результате протекающих в стали превращений, изменяющих микроструктуру металла.
Основными видами термической обработки стали и сплавов являются отжиг, нормализация, закалка, отпуск и старение.
Отжигом называется процесс нагрева стали до одной из температур в интервале превращений, выдержки при этой температуре и последующего медленного охлаждения с печью. Отжиг применяют для улучшения структуры стали, улучшения ее обрабатываемости резанием, снятия внутренних напряжений, а также для подготовки к последующей термообработке. Отжиг снижает твердость и повышает вязкость стали.
Нормализацией называется процесс нагрева стали до температуры выше интервала превращений, выдержки при этой температуре с последующим охлаждением на воздухе. Нормализацией достигается улучшение структуры стали, уменьшение внутренних напряжений и повышение механических свойств.
Закалкой называется процесс нагрева стали до одной из температур в интервале превращений или выше его, выдержки при этой температуре и последующего быстрого охлаждения в воде, масле или другой среде. Закаленные стали в большинстве случаев требуют дальнейшей термической обработки (отпуска).
Основное назначение закалки заключается в получении стали с высокими твердостью, прочностью и износостойкостью. Однако закаленная сталь обладает повышенной хрупкостью и легко разрушается .под действием ударных и изгибающих нагрузок. В закаленных деталях всегда имеются большие внутренние напряжения.
Для уменьшения внутренних напряжений и повышения вязкости сталь подвергают отпуску.
Отпуском называется процесс нагрева металла после закалки до температуры ниже интервала превращений, выдержки при этой температуре и охлаждения. Отпуск повышает вязкость стали при сохранении пределов прочности и упругости и уменьшает внутренние напряжения.
Иногда для стабилизации свойств и размеров изделий, т. е. чтобы свойства и размеры не менялись со временем, изделия подвергают старению.
Старением называется процесс длительной выдержки стальных изделий при комнатной температуре (естественное старение) или низкотемпературный нагрев с небольшой выдержкой (искусственное старение).
В процессе термической обработки может возникать брак. При отжиге и нормализации могут возникнуть следующие виды брака: обезуглероживание, перегрев металла, пережог металла.
Обезуглероживание — выгорание углерода с поверхности металла, что при последующей закалке может привести к образованию трещин. Перегрев возникает при нагреве металла до температуры, превышающей установленную, или при длительной выдержке металла в печи. При перегреве зерна металла укрупняются. Это приводит к снижению прочности, вязкости и способствует образованию трещин при закалке. Перегрев стали может быть устранен повторным отжигом или нормализацией. Пережог металла — окисление границ зерен, ведущее к потере прочности стали, является неисправимым дефектом.
При закалке наиболее опасным видом неисправимою брака являются закалочные трещины, образующиеся при излишне резком охлаждении в результате действия больших внутренних напряжений. Другими видами брака при закалке являются обезуглероживание, перегрев и коробление деталей.
Перегрев устраняют повторным отжигом, а чтобы избежать коробление, детали закаливают в специальных штампах и приспособлениях.
Большое количество деталей в машинах воспринимает ударные нагрузки и работает на истирание. Такие детали (зубчатые колеса, ходовые крановые колеса, рабочие валки станов для холодной прокатки металла и др.) должны иметь высокую твердость и износостойкость поверхностного слоя и вязкую прочную сердцевину. Такое сочетание свойств может быть обеспечено поверхностной закалкой при нагреве токами высокой частоты, а также газопламенной закалкой и закалкой в электролите.
При закалке высокоуглеродистых и легированных сталей структурные превращения в них происходят недостаточно полно и возможности стали для получения высокой твердости используются не полностью. Для повышения твердости, получения однородной структуры стали и для стабилизации размеров детали применяют обработку холодом при температурах от — 12 до —120° С, для чего применяют холодильные машины или смеси сухого льда со спиртом или ацетоном. Смеси обеспечивают охлаждение до —73° С. Для снятия внутренних напряжений после обработки холодом все детали подвергают отпуску при невысоких температурах (150 — 200°С).
Высоких твердости и износостойкости поверхностного слоя детали достигают химико-термической обработкой, т. е. искусственным изменением химического состава поверхностных слоев стали толщиной от сотых и десятых долей до 1 мм. К видам химико-термической обработки относятся: цементация, цианирование, азотирование, алитирование, хромирование.
Цементация — нагрев низкоуглеродистой стали (0,08—0,30% углерода) в карбюризаторе (науглероживающей среде) до температуры в интервале превращений или выше, выдержка при этой температуре и быстрое
или медленное охлаждение. При цементации в результате насыщения углеродом поверхностного слоя происходит его упрочнение с сохранением мягкой и вязкой внутренней зоны.
Цианирование — нагрев металла в цианизаторе, насыщающем сталь углеродом и азотом при температуре, как правило, 800 — 950° С, выдержка при этой температуре и охлаждение. Цианирование повышает твердость и износоустойчивость поверхности деталей из сталей с содержанием углерода от 0,10 до 0,40%, а также из высокохромистых и быстрорежущих сталей.
Цементация и цианирование обычно сопровождаются процессом закалки с отпуском для получения высокой твердости поверхности (HRC56 — 67).
Азотирование — нагрев стали в газообразном аммиаке до температуры не ниже 450° С, длительная выдержка при этой температуре и охлаждение. Этот процесс повышает износостойкость и антикоррозионные свойства тонкого поверхностного слоя стальных деталей. Перед азотированием детали подвергают закалке с отпуском при температуре 600° С на твердость HRC28 — 32.
Алитирование — процесс диффузии алюминия в сталь, повышает жаростойкость.
Хромирование — процесс диффузии хрома в сталь, повышает твердость, жаро- и коррозионную стойкость.
Для получения требуемых свойств поверхностные слои стали насыщают также бором (борирование), кремнием (силицирование) и т. д.
Термическая обработка оказывает исключительно большое влияние на свойства металла и качество пружин.
Вид и режимы термической обработки назначают в зависимости от марки стали, профиля заготовки, размера пружины, а также.от условий службы и характера работы пружин.
Пружины из высокоуглеродистых и легированных сталей подвергают закалке и отпуску, пружины из па-тентированной проволоки — только отпуску.
Патентирование проволоки выполняется обычно на заводе-изготовителе. Патентирование заключается в нагреве стали до температуры выше интервала превращений с последующим охлаждением в ванне из расплавленного свинца или соли, либо на воздухе. Патентированием достигается повышение способности металла к холодной пластической деформации, а также улучшение физико-механических свойств.
При строгом выполнении технологии термической об работки и высокой квалификации термиста гарантируется высокое качество и надежная работа пружин.
Пружинные стали обладают низкой теплопроводностью. В связи с этим необходимо учитывать некоторые особенности нагрева под закалку некоторых марок пружинных легированных сталей. Например, высоком марганцовистые стали перед нагревом под закалку предварительно подогревают до температуры 400 — 500° С. Следовательно, стали под закалку нагревают ступенчато. Вследствие этого опасность образования трещин при нагреве до температуры закалки уменьшается.
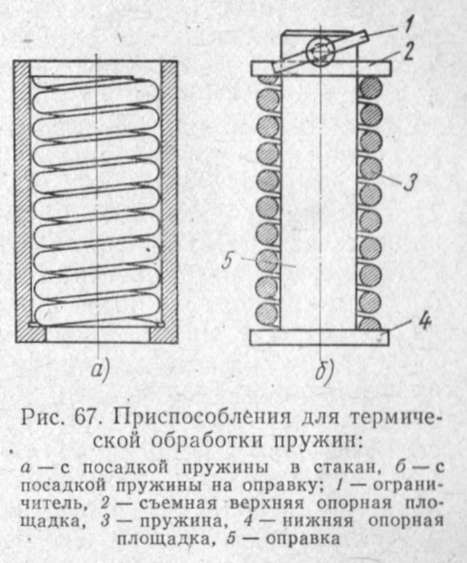
Закалку производят следующим образом. Партию пружин укладывают и закрепляют на дне сетчатой металлической корзины. Пружины предварительно подогревают, если этого требует технология обработки стали, затем помещают в печь, нагретую до заданной температуры, и выдерживают при этой температуре до полного прогрева металла по всему сечению. Длительность выдержки зависит от размера сечения проволоки и марки .стали. После этого производится закалка в закалочной среде. Для предупреждения коробления при нагреве под закалку пружины сжатия до термической обработки скрепляют мягкой стальной проволокой, соединяя торцовые (нерабочие) витки с рабочими витками. Иногда для предупреждения короблений и искажений формы пружины применяют приспособления (рис. 67), а также простые швеллерные балки. Для закалки крупных пружин применяют чугунные обоймы. Обойма имеет форму бруса, в котором засверливаются отверстия с уступом для установки пружины. Обойма заполняется пружинами и устанавливается в печь для нагрева. Закалку осуществляют при осторожном погружении пружин в закалочную среду вместе с обоймой.
Закалочными средами для пружинных сталей могут быть масло, вода, воздух и др. Жидкая закалочная среда помещается в специальный бак, который имеет систему охлаждения,"-для регулирования температуры закалочной среды. При закалке в воде происходит очень резкое охлаждение, что способствует образованию трещин в материале пружин. Такую закалку применяют для пружинных сталей очень редко, а если применяют, то добавляют в воду различные примеси (известь, мыло, мел и др.), для того чтобы уменьшить скорость охлаждения пружинной стали.
Температура закалочной среды оказывает большое влияние на структуру и свойства стали после закалки. Например, если температура масла под закалку равна 60° С, то пружина не получает полной закалки, а закалка пружины в масле, нагретом до температуры 30° С, дает требуемую твердость. Масло является самой распространенной средой для закалки. Его применение обеспечивает изготовление пружин хорошего качества с наименьшим браком по термической обработке.
Все закалочные среды имеют различную теплопроводность, и наиболее нагретые слои среды находятся в верхней части закалочного бака. Для того чтобы температура среды была равномерна по всему объему, через нее при помощи специальной трубки продувают сжатый воздух. Применяют и другие способы охлаждения и перемешивания закалочных сред.
После закалки пружины подвергают отпуску для повышения вязкости и для уменьшения внутренних напряжений, полученных в результате резкого охлаждения при закалке. Отпуск пружин осуществляется обычно в отпускных печах, которые могут быть пламенными, муфельными .и электрическими. Часто отпуск пружин выполняют в соляных ваннах. Температура и время вы-держки при отпуске зависят от марки стали, диаметра пружины и проволоки.
Отпуск пружин из патентированной проволоки заключается в нагреве их до температуры 250 — 350° С и выдержке при этой температуре в течение 15 — 3 0 мин. Если не производить отпуск пружин из патентированной проволоки, то при трехкратном и более обжатии то соприкосновения витков свободная высота пружины уменьшается, а пружина делает осадку без изменения количества витков и увеличивается в диаметре.
При выполнении отпуска для таких пружин величи на осадки при трехкратном и более обжатии уменьшается почти вдвое, а упругие свойства увеличиваются. При этом наружный диаметр отпущенной пружины кесколь ко уменьшается, а количество витков увеличивается на 1—2%. Все изменения размеров пружин из патентированной проволоки, которые происходят при термической обработке, должны быть учтены при -навивке на автоматах, а также при выборе оправок и шага навивки пружин.
Термическая обработка пружин уменьшает остаточные деформации за счет уменьшения внутренних напряжений, увеличивает упругие свойства и вязкость, благодаря чему обеспечиваются высокое качество и надежная работа пружин.
По вопросам размещения заказов на изготовление пружин обращаться:
| +7(351)200-36-34 |
| Москва +7(499)653-69-98 | Санкт-Петербург +7(812)426-17-14 | Воронеж +7(473)300-31-95 |
| Екатеринбург +7(343)247-83-71 | Новосибирск +7(383)207-56-75 | Краснодар +7(861)201-84-46 |
| Красноярск +7(391)229-80-74 | Нижний Новгород +7(831)280-97-21 | Казань +7(843)212-20-79 |
| Тольятти +7(848)265-00-34 | Волгоград +7(844)296-21-13 | Уфа +7(347)200-05-81 |
| Пермь +7(342)235-78-27 | Ростов-на-Дону +7(863)333-20-67 | Самара: +7(846)300-41-49 |
| Тюмень +7(345)257-80-21 |
© 2015-2018 ООО "Пружинно-навивочный завод". Изготовление и продажа металлических пружин: производство пружин кручения, навивка пружин сжатия, тарельчатые пружины. Предлагаем подвески и опоры трубопроводов, а также стопорные кольца.
У попа была . Короче, была хитрая пружинка, но я её по ходу где-то пролюбил. Подобрать другую нереально, нужно делать. Попробовал из обычной витой пружинки выгнуть, как то не очень получается. Отжег заготовку, выгибать получается веселее, но нужно калить. Вот и вопрос: как в домашних условиях при минимуме теплового оборудования закалить правильно пружинку.
Диаметр прутка 1,5мм, габаритный размер пружины 40мм Х 15мм (в одной плоскости).
Помогите кто чем может 
Всякие хитрые пружинки делал из пружин от матраса -плюсы в бОльшем диаметре витков-меньше неровностей в итоге. По закалке ничего сказать не могу, не пробовал.
Нагреть тщательно до красного цвета 810-830 – и в масло. Потом отпустить в духовке при 200 минут 20 – и на воздух. Проверить, если не понравится результат – немного изменить режим в ту или иную сторону.
когда собирал гриндер встал вопрос по пружине, т.к. от тормозных колодок была слишком длинная, я ее пополам порезал, потом отогнул виток и накалил его на газовой горелке (типа карандаша площадь не большая ей больше не надо), сформовал на горячую "петлю" после чего "закалил" опустив в воду, т.к. не каленая была слишком мягкой.
НО без отпуска она стала хрупкой и обломилась.
тогда повторил процедуру с другой и сделал "отпуск" также, что бы не испортить всю пружину карандашом довел до цветов побежалости и остудил на воздухе.
работает нормально.
у Вас деталь побольше площадью, зато калить и отпускать целиком можно отпустить в духовке, но и нагревать необходимо либо в горне, либо горелкой побольше.
Из готовой пружины делать, у меня здоровья не хватает, радиусы изгибов ок. 3мм.
Пробовал калить с отпуском – ломается при первой же попытке сжать или растянуть. 200 град. наверное маловато
quote: Originally posted by Trident8:
Потом отпустить в духовке при 200 минут 20 – и на воздух. Проверить, если не понравится результат – немного изменить режим в ту или иную сторону.
Для пружин нужен другой температурный режим, это даже я знаю.
вот здесь доступно, для понимания и по цвету побежалости можно горелкой пружину попробывать отпуск сделать. это примерно 300-500 градусов на отпуске
quote: Originally posted by prim2005:
У попа была . Короче, была хитрая пружинка, но я её по ходу где-то пролюбил. Подобрать другую нереально, нужно делать. Попробовал из обычной витой пружинки выгнуть, как то не очень получается. Отжег заготовку, выгибать получается веселее, но нужно калить. Вот и вопрос: как в домашних условиях при минимуме теплового оборудования закалить правильно пружинку.
Диаметр прутка 1,5мм, габаритный размер пружины 40мм Х 15мм (в одной плоскости).
Помогите кто чем может
Из какого металла пружина то?
quote: Originally posted by prim2005:
Самая распространенная – Х.З.
quote: Originally posted by Шалим:
Из какого металла пружина то?
Учитывая что вопрос на удивление часто повторяется, зацытирую сам себя – из того что в ПМ общался:
%username% привет!
Обыкновенные застегивающиеся булавки очень хорошо подходят для изготовления всяких мелких пружинок типа ножевых. За счет того что они выпускаются в разных размерах и с разной толщиной прутка, почти всегда можно подобрать себе нужное. Плюс, если их расклепывать чуть-чуть, то можно получать плоские пружинки – тоже иногда полезно.
Суть: берем булавку, нагреваем ее на газовой плите до красного (даже чуть в оранжевый) цвета и аккуратно распрямляем плоскогубцами. Пусть булавка остынет сама собой – она тогда стенет мягкая. Получится более-менее прямой прутик.
Далее, когда железка мягкая, откусываем кусачками ненужные нам ушко и острие. Еще раз нагреваем (до того-же цвета) и на какой-нибудь наковаленке (напр. плоская часть блина гантели) осторожно молоточком выпрямляем прутик окончательно. Он нагретый очень легко деформируется, поэтому тюкаем помаленьку.
Когда мы совершенно выпрямили железку, измеряем и выгибаем нужную форму пружины с помощью плоскогубцев. Перед сгибанием, хорошо будет еще раз нагреть и естественно остудить – там пружина послужит дольше, поскольку этим мы подстрахуемся от возможного появления микротрещин.
Теперь, когда прутику придана нужная форма, нужно вернуть ему пружинные свойства. Для этого, опять разогреваем его до уже знакомого цвета и резко охлаждаем. Можно охладить просто в воде.
После этого, наша заготовка будет очень твердой, но хрупкой. Поэтому, берем мелкую наждачку (прим. #300-400) и зачищаем деталь от окалины – так, чтобы видеть блестящий металл.
Снова подностим к огню – на этот раз не прямо в пламя, а чуть со стороны. Задача – уловить тот момент, когда по пружинке покатится цветовая волна, т.н. "побежалость". Нас интересует желтый цвет.
Как только железка чуть пожелтела (не от "накаливания", а именно "от нагрева") – тут-же ее в сторону и даем естественно остыть.
Все, сталь снова приобрела пружинные свойства.
Если желательно получить нержавеющую пружинку, то после нагрева опускаем деталь в любое машинное масло, чтобы она там совсем остыла (прутик тонкий и это буквально минута времени). Затем ее нужно подержать над пламенем, на такой высоте, где загорится масло. Важно не перегреть, иначе пружина будет слишком слабой. Т.е. помещаем высоко над огнем, и потом понемногу опускаем (сначала масло задымиться – это хороший знак, значит рядом уже) – как вспыхнуло – пару-тройку секунд выдерживаем и железку в сторону от огня. Когда масло сгорит, оно образует прочную пленку на металле, которая не позволит ему окисляться. Чтобы еще усилить этот эффект, разводим пару капелек эпоксидки, и смочив в ней кусочек тряпочки или кожи, протираем нашу готовую пружину. Эпоксидка зацепиться за слой сгоревшего маса насмерть, а за счет тонкого-претонкого слоя ,не будет трескаться. Это усилит антикоррозийные свойства.
Вот в общем и все. Дольше описать чем делать.
Да, – если диаметров булавок не хватает, то можно таким-же способом обрабатывать и любые другие тонкие пружинистые ништяки – например отличные результаты дают пружины с советских раскладушек. Одна выпрямленая пружина оттуда – это прим. 40см. прутка.
С первого раза у вас наверное не получится, но пара попыток (чтобы глаз привык ловить цвет и время нагрева) и все будет ОК.
П.С. технология многократно опробована, но использовал только старые булавки, сейчас китайцы могут делать из черт знает чего – покупал китайские иголки – гнутся как пипец. Есть смысл потрошить "бабушкины запасы", а то бяка совсем.
quote: Originally posted by TEA737:
У буржуев 1095 самая распространенная, у нас вероятно У8-У10 судя по составу.С ув
Я имел в виду Т.С. из какой железки хочет пружину сделать.
У8 так калится на пружину, 60с2а – по другому, 65г по третьему.
А то смотрю спецы уже насоветовали. Нагрей, окуни в масло. )))))
quote: У8 так калится на пружину, 60с2а – по другому, 65г по третьему.
Ну да, с температурой хрен угодаешь, ибо такой деаметр на газу раскалится мгновенно до неконтролируемо высокой температуры. Чё то я этот момент упустил из виду))))Тут уж только методом научного тыка, по другому ни как.
VA прав, цвет который он назвал желтым я бы назвал соломенным.
Пружину отпускать до фиолетового – около 400 гр. Меньше низззя – лопнет)))
Я дал режим для 65Г. Температуру отпуска можно и до 400 повысить, если ломаться будет.
чтобы не зевнуть побежалость на такой мелкой детали. я зачищенную после закалки железячку кладу на болваночку 10мм стальную чёрноржавую )) и грею болванку, цвет пойдёт очень не спеша и вы не напрягаясь получите то что надо
quote: Originally posted by max12312:
чтобы не зевнуть побежалость на такой мелкой детали. я зачищенную после закалки железячку кладу на болваночку 10мм стальную чёрноржавую )) и грею болванку, цвет пойдёт очень не спеша и вы не напрягаясь получите то что надо
Ну дык так и клинки тонкие калят, вот тока дома на газу отпустить, нагреть болванку хватит, а на закалить – вряд ли. Да и сечение настолько мало, что повторить вряд ли удастся, так как углерод выгорит моментом.
quote: у дык так и клинки тонкие калят,
quote: я Вам говорил о плавном , равномерном отпуске без лишних усилий, ибо правильный отпуск для пружины критичен. а закалить можно классически.1,5 не такая уж и тонкая деталь, закалку таких мелких деталюх я обычно делаю так привязываю тоненькой проволокой и грею горелочкой прям над закалочной средой (налитой в высокую пивную банку)и как нагрелось просто роняю деталь в банку.С уважением.
Я про закалку в горне))))
Кстати при нагреве под закалку, тоже не стоит форсировать события)))))
quote: Я про закалку в горне))))
Кстати при нагреве под закалку, тоже не стоит форсировать события)))))
quote: есть у меня чудеснейшая книга ..справочник термиста.. очень помогает, вот только тонкости у всех свои.
Кто ж спорит?)))
А книга замечательная.)))
Спасибо всем откликнувшимся. Буду экспериментировать.
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.

Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.

Особенности конструкции
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы. Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело. По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.

Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.

Применение пружины в быту
Требования к пружинам
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:

Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.

Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.

Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.

Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Далее заготовка поступает на навивочное оборудование, Проводится корректировка геометрии и формирование плоских торцов.
Термическая обработка включает в себя закалку и низкотемпературный отпуск.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.

Рабочий режим линии печи закалки и отпуска
Далее следует контрольно- измерительный этап. Заканчивается изготовление нанесением антикоррозионной защиты.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.

Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.