- Содержание
- Нормативные документы [ править | править код ]
- Правила выполнения кинематических схем [ править | править код ]
- Чтение кинематических схем [ править | править код ]
- Как читать кинематические схемы станков
- Обозначение валов
- Обозначение подшипников на схемах
- Схематическое обозначение соединений деталей
- Муфты на кинематической схеме
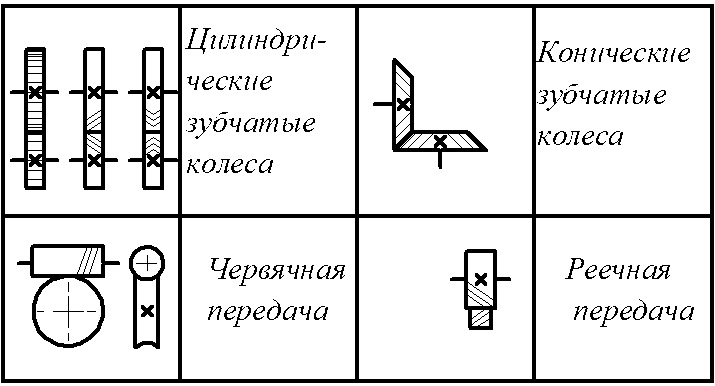
- Обозначение зубчатых передач на схемах станков

Принципиальная кинематическая схема — это такая схема, на которой показана последовательность передачи движения от двигателя через передаточный механизм к рабочим органам машины (например, шпинделю станка, режущему инструменту, ведущим колёсам автомобиля и др.) и их взаимосвязь.
На кинематических схемах изображают только те элементы машины или механизма, которые принимают участие в передаче движения (зубчатые колёса, ходовые винты, валы, шкивы, муфты и др.) без соблюдения размеров и пропорций.
Содержание
Нормативные документы [ править | править код ]
Стандарты, регламентирующие условные обозначения и выполнение кинематических схем:
- ГОСТ 2.770-68 (2000) ЕСКД. Обозначения условные графические на схемах. Элементы кинематики.
- ГОСТ 2.703-2011. ЕСКД. Правила выполнения кинематических схем.
- ISO 3952 Kinematic diagrams — Graphical symbols.
Правила выполнения кинематических схем [ править | править код ]
Корпусные части составляющей единицы (машины или механизма) не показывают совсем или наносят их контур сплошными тонкими линиями. Пространственные кинематические механизмы изображают обычно в виде развёрнутых схем в ортогональных проекциях. Их получают путём размещения всех осей в одной плоскости. Такие схемы позволяют прояснить последовательность передачи движения, но не показывают действительного расположения деталей механизма. Кинематические схемы допускается выполнять в аксонометрии.
Все детали (звенья) на кинематических схемах изображают условно в виде графических символов (ГОСТ 2.770-68 (2000)), которые лишь раскрывают принцип их работы. Соединения смежных звеньев, которое допускает их относительное движение, называют кинематической парой. Наиболее распространённые кинематические пары: шарнир, ползун и направляющая, винт и гайка, шаровой шарнир. Допускается использовать нестандартные условные графические обозначения, но с соответствующими пояснениями на схеме. На кинематической схеме разрешается изображать отдельные элементы схем других видов, которые непосредственно влияют на их работу (например, электрические или гидравлические).
Кроме условных графических обозначений, на кинематических схемах дают указания в виде надписей, поясняющих изображённый элемент. Например, указывают тип и характеристику двигателя, диаметры шкивов, модуль и число зубьев зубчатых колёс и др. Взаимное расположение звеньев на кинематической схеме должно соответствовать начальному, среднему или рабочему положению исполнительных органов механизма или машины. Если звено при работе изделия меняет своё положение, то на схеме допускается указывать его крайние положения тонкими штрихпунктирными линиями. На кинематической схеме звеньям присваивают номера в порядке передачи движения, начиная от двигателя. Валы номеруют римскими цифрами, остальные элементы — арабскими. Порядковый номер элемента проставляют на полочке выносной линии. Под полочкой указывают основные характеристики и параметры кинематического звена.
На кинематических схемах валы, оси, стержни изображают сплошными основными линиями; зубчатые колёса, червяки, звёздочки, шкивы, кулачки — сплошными тонкими линиями.
Чтение кинематических схем [ править | править код ]
Читать кинематическую схему начинают от двигателя, как источника движения всех подвижных деталей механизма. Определяя последовательно по условным обозначениям каждый элемент кинематической цепи, устанавливают его назначение и характер передачи движения.
Для того, чтобы схематично изобразить основные узлы станка или другого механизма используют кинематические схемы.
В таких схемах узлы, детали способы взаимодействия отдельных элементов механизма изображаются условно. Каждый типовой элемент имеет свое обозначение.
Как читать кинематические схемы станков
Для того, чтобы научиться читать кинематические схемы, необходимо знать обозначения отдельных элементов и научиться понимать взаимодействие отдельных составляющих. В первую очередь изучим наиболее обозначения наиболее распространенных элементов, условные обозначения на кинематических схемах представлены в ГОСТ 3462-52.
Обозначение валов
Вал на кинематической схеме обозначается жирной прямой линией. На схеме шпинделя изображается наконечник.

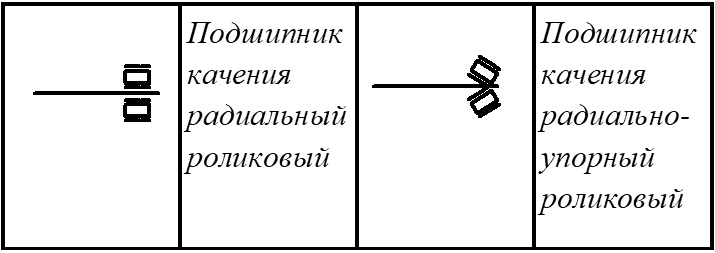
Обозначение подшипников на схемах
Обозначение подшипника зависит от его типа.
Подшипник скольжения изображается в виде обычных скоб-опор. Если подшипник упорный опоры изображаются под углом.

Шариковые подшипники на кинематических схемах станков изображаются следующим образом.
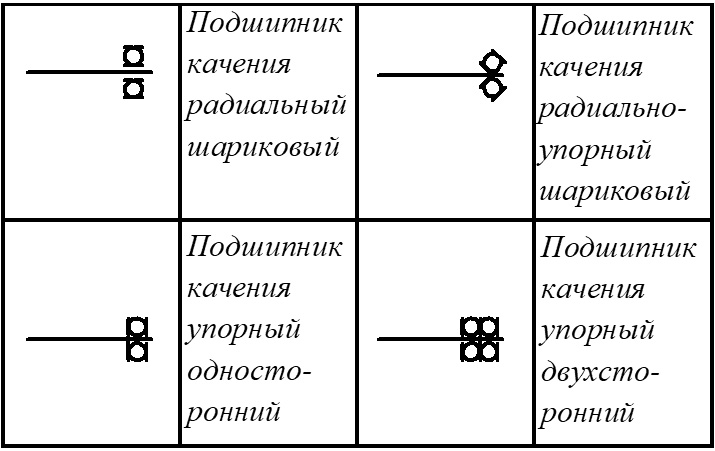
Шарики в подшипниках условно изображены в виде круга.
В условных изображениях роликовых подшипников ролики показаны в виде прямоугольников.
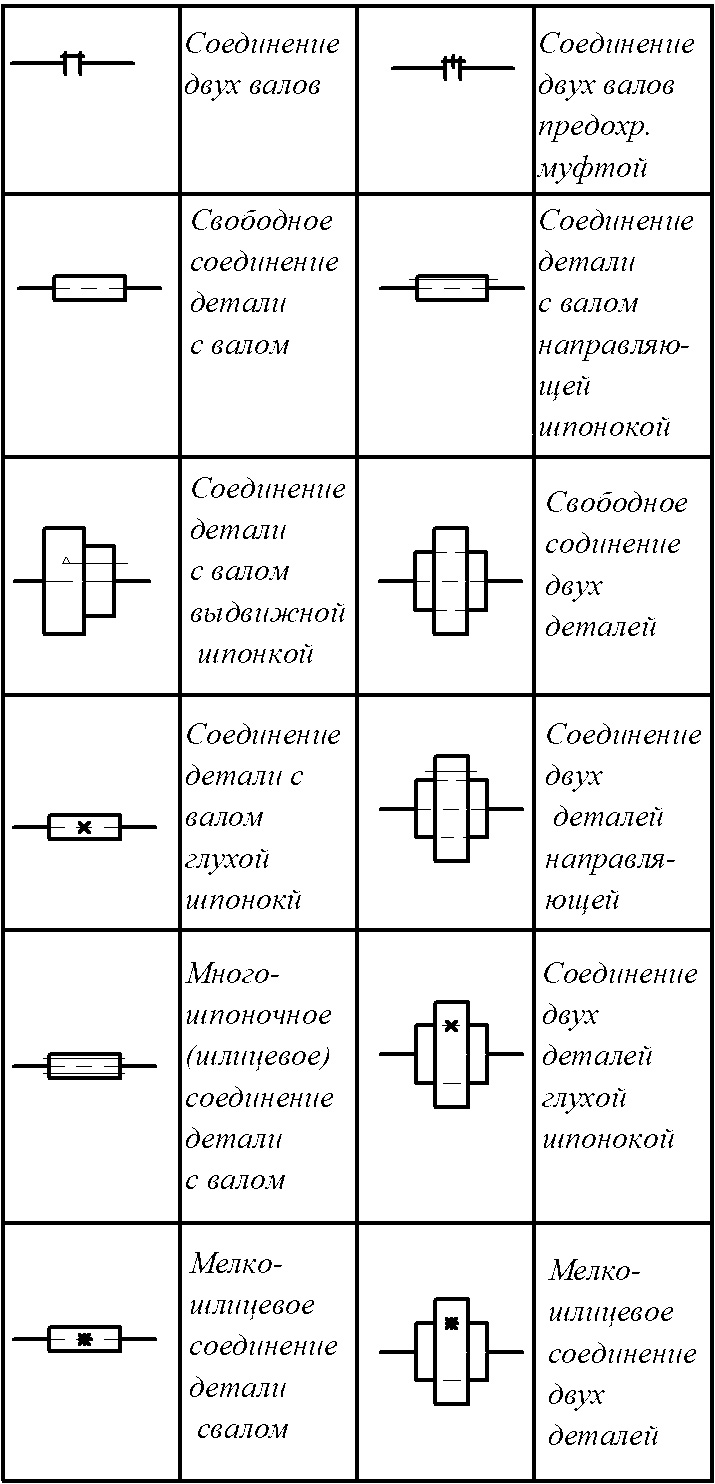
Схематическое обозначение соединений деталей
В кинематических схемах изображаются различные типы соединений валов и деталей.
Муфты на кинематической схеме
Условное обозначенние муфты зависит от ее типа, наиболее распространенные из них:
Обозначения односторонних муфт на кинематических схемах станков показано на рисунке.
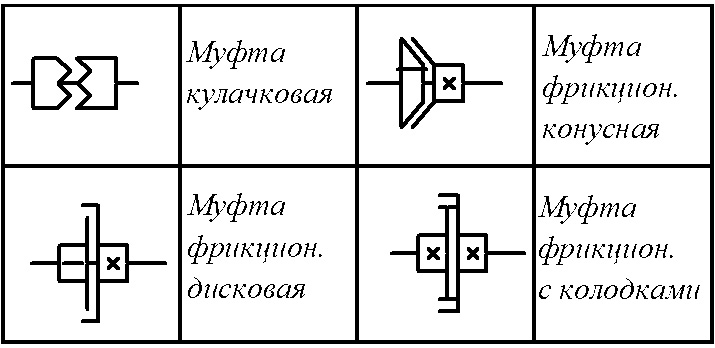
Обозначение двусторонней муфты можно получить зеркально отобразив по горизонтали схему односторонней.
Обозначение зубчатых передач на схемах станков
Зубчатые передачи – один из самых распространенных элементов станков. Условное обозначение позволяет понять какой тип передачи используется – прямозубая, кососзубая, шевронная, коническая, червячная. Кроме того, по схеме можно узнать какое колесо больше, а какое меньше.
Ходовые винты и гайки также достаточно часто можно увидеть на кинематических схемах станков, изображаются они следующим образом.
ИССЛЕДОВАНИЕ КИНЕМАТИЧЕСКОЙ ЦЕПИ
МЕТАЛЛОРЕЖУЩЕГО СТАНКА
Ознакомиться с кинематическими схемами металлорежущих станков, их классификацией и маркировкой.
Изучить отдельные элементы, составить общее уравнение и рассчитать основные параметры кинематической цепи станка. Расшифровать цифровой индекс заданной модели станка.
- Основные положения
В основу классификации металлорежущих , станков принятой у нас в стране, положен технологический принцип обработки – назначение станка, характер обрабатываемых поверхностей, схема обработки и др. Эта классификация построена по десятичной системе. Все станки (за исключением специальных) подразделяются на десять групп, каждая группа на десять типов и каждый тип на десять типоразмеров. В группы объединяются станки по общности технологического метода обработки или близкие по назначению.
Основные признаки деления станков на типы: вид обработки, применяемый инструмент, степень автоматизации, число важнейших рабочих органов станка и их расположение, технологические, конструктивные, эксплуатационные характеристики и прочее.
Все группы и типы станков можно представить в виде таблицы 1 (классификатор станков).
Система нумерации (условного обозначения) станков отечественного производства основана на присвоении каждой модели станка определённого номера. Обозначение модели станка состоит из трёх (или четырёх) цифр, иногда с добавлением прописных букв, обозначающих дополнительную характеристику станка. Первая цифра индекса определяет группу станка (см. табл. 1); вторая указывает на тип станка в пределах данной группы; третья (а при четырёхцифровом обозначении – третья и четвёртая) условно характеризует основную техническую характеристику станка (например, высоту центров для токарно-винторезных станков, наибольший диаметр сверления для сверлильных станков, условный размер стола для фрезерных и строгальных станков и т. д.).
Например, индекс 162 означает токарно-винторезный станок с высотой оси шпинделя над станиной 200 мм, что позволяет обрабатывать детали максимальным диаметром 400 мм.
1336 – токарно-револьверный станок с максимальным диаметром обрабатываемого прутка 36 мм.
Классификация металлорежущих станков
Группа станков
группы
Шифр типа
Резервные
Токарные
Специализированные
Автоматы и полуавтоматы
Револьверные
Сверлильно-отрезные
Одношпиндельные
Многошпиндельные
Сверлильные и расточные
Вертикально-сверлильные
Полуавтоматы
Координатно-расточные
Одношпиндельные
Многошпиндельные
Шлифовальные и доводочные
Круглошлифовальные
Внутришлифовальные
Обдирочно-шлифовальные и торцово-шлифовальные
Специализированные шлифовальные
Для электрофизической и электрохимической обработки; комбинированные
Универсальные
Полуавтоматы
Автоматы
Электрохимические
Зубо- и резьбо-обрабатывающие
Резьбонарезные
Зубодолбёжные для цилиндрических колёс
Зуборезные для конических колёс
Зубофрезерные для цилиндрических колёс и шлицевых валов
Зубофрезерные для нарезания червячных пар
Фрезерные
Вертикальные консольные
Непрерывного действия
Копировальные и гравировальные
Строгальные, долбёжные и протяжные
Продольные
Поперечно-строгальные
Долбёжные
Одностоечные
Двухстоечные
Разрезные
Разрезные, работающие
Правильно-отрезные
Резцом
Абразивным кругом
Гладким диском
Разные
Опиловочные
Пилонасекательные
Правильно- и бесцентрово-обдирочные
Балансировочные
Продолжение табл. 1
Группа станков
Шифр группы
Шифр типа
Резервные
Токарные
Карусельные
Токарные, токарно-винторезные и лобовые
Многорезцовые
Специализированные
Разные токарные
Сверлильные и расточные
Радиально-сверлильные
Горизонтально-расточные
Алмазно-расточные
Горизонтально-сверлильные и центровальные
Разные сверлильные и расточные
Шлифовальные и расточные
Заточные
Плоскошлифовальные
Притирочные, полировочные, хонинговальные
Разные, работающие абразивным инструментом
Для электрофизической и электрохимической обработки; комбинированные
Электроискровые
Электроэрозионные, ультразвуковые
Анодно-механические
Зубо- и рзьбо-обрабатывающие
Для обработки торцов зубьев
Резьбофрезерные
Зубоотделочные и проверочные
Зубо- и резьбошлифовальные
Разные зубо- и резьбо-обрабатывающие
Фрезерные
Вертикальные бесконсольные
Продольные
Консольные широкоуниверсальные
Горизонтальные консольные
Разные фрезерные
Строгальные, долбёжные и протяжные
Протяжные горизонтальные
Протяжные вертикальные
Разные строгальные
Для внутреннего протягивания
Для наружного протягивания
Разрезные
Ленточные
Дисковые
Ножовочные
Разные
Для испытания свёрл и шлифовальных кругов
Делительные
612 – фрезерный, вертикально-консольный, стол номер 2 (размер стола 320?1250 мм).
2135 – вертикально-сверлильный станок с наибольшим диаметром сверления 35 мм.
Для отличия новой модели станка, от выпускавшейся ранее, к цифровому индексу добавляют букву. Буква за первой или второй цифрами указывает на изменение технической характеристики (модернизацию), например, токарный станок модели 1А62 имеет максимальную частоту вращения шпинделя 1200 об/мин и электродвигатель мощностью 7 кВт, а станок модели 1К62 соответственно 2000 об/мин и 10 кВт.
Буква в конце цифрового индекса определяет модификацию (видоизменение основной модели) и точность станка.
Различают станки нормальной точности – класс Н (в большинстве случаев не указывается), повышенной точности – класс П, высокой точности (прецизионные) – класс В, особо высокой точности – класс А, и особо точные (мастер станки) – класс С. Для обеспечения надёжной работы станков классов А, В, С их необходимо устанавливать в помещении с постоянной температурой окружающего воздуха.
По степени универсальности и специализации станки делят на универсальные, широкого назначения, специализированные и специальные.
Универсальные станки предназначены для выполнения самых различных работ при обработке деталей многих наименований (токарно-винторезные, сверлильные, фрезерные, шлифовальные и т. д.).
Станки широкого назначения – для выполнения определённых видов работ на заготовках многих наименований (сверлильно-отрезные, фрезерно-центровочные, центровочные и т. д.).
Специализированные станки предназначены для обработки деталей одного наименования или немногих наименований, сходных по конфигурации, но имеющих различные размеры, например, ступенчатых валиков, колец подшипников качения, коленчатых валов и т. п.
Специальные станки служат для обработки одной определённой детали (или деталей одного типоразмера), например, лопаток газовых турбин.
По массе станки разделяют на лёгкие (до 1 т.), средние (до 10 т.), тяжёлые (до 100 т.) и уникальные (свыше 100 т.).
По степени автоматизации подразделяют на станки с ручным управлением, полуавтоматы, автоматы и станки с програмным управлением.
Для анализа движений различных органов станков применяются упрощённые, условные графические схемы механизмов, дающие наглядное представление о кинематике станков и в некоторой степени представление об их конструкции. Такие схемы называются кинематическими, и для их вычерчивания применяют условные обозначения (согласно ГОСТ 2.770–68).
Кинематическая схема станка состоит из отдельных кинематических цепей. Под кинематической цепью станка понимают совокупность ряда передач, обеспечивающих передачу движений от начального звена к конечному, например, от электродвигателя к шпинделю. Кинематические цепи состоят из отдельных элементов, называемых звеньями. Два взаимодействующих между собой звена составляют кинематическую пару или передачу. Передачи передают движение от одного звена к другому или преобразуют одно движение в другое, например, вращательное в поступательное.
В передаче элемент, передающий движение, называется ведущим, а получающий движение – ведомым. Основным параметром передачи является передаточное отношение ( i ) , которое показывает во сколько раз частота вращения ведомого элемента ( n2 ) больше или меньше частоты вращения ведущего элемента ( n1 ):
Передаточное отношение кинематической цепи равно произведению передаточных отношений всех последовательно соединённых передач, составляющих данную цепь :
Наиболее часто применяются шесть типов передач, комбинации которых позволяют создать самые разнообразные машины и механизмы – ремённые, цепные, зубчатые с цилиндрическими (оси параллельны) и коническими (оси перпендикулярны) колесами, червячные, реечные и винтовые (рис. 1).

Рис 1. Основные типы передач металлорежущих станков : а – ременная; б – цепная;
в, г – зубчатые; д – червячная; е – реечная; ж – винтовая
Ременная передача (рис. 1, а) осуществляется клиновидными, плоскими или круглыми ремнями. Передаточное отношение ременной передачи определяется:
где h = 0,98 – коэффициент, учитывающий проскальзывание ремня;
d1 – диаметр ведущего шкива;
d2 – диаметр ведомого шкива;
n1 и n2 – частоты вращения ведущего и ведомого валов.
Цепная передача (рис. 1, б) осуществляется двумя звёздочками и соединяющей их роликовой цепью. Передаточное отношение цепной передачи равно:
где z1, z2 – количество зубьев ведущей и ведомой звёздочек;
n1, n2 – частоты вращения ведущего и ведомого валов.
Зубчатая передача (рис. 1, в, г) состоит из пары цилиндрических или конических зубчатых колёс. Предаточное отношение зубчатой передачи равно:
где z 1, z2 – количество зубьев ведущего и ведомого зубчатых колёс;
n1, n2 – частоты вращения ведущего и ведомого валов.
Червячная передача (рис. 1, д) состоит из червячного колеса и червяка и применяется для резкого снижения частоты вращения. Червяк всегда является ведущим, а червячное колесо ведомым элементом.
Если число заходов червяка равно К, а червячное колесо имеет z зубьев, то передаточное отношение равно:
Реечная передача (рис. 1, е) состоит из рейки и зубчатого колеса и служит для преобразования вращательного движения зубчатого колеса в поступательное движение рейки. Если число зубьев на колесе равно z , а модуль (величина зуба) и шаг (расстояние между вершинами соседних зубьев) рейки соответственно m и t , то при n оборотах шестерни рейка пройдёт путь S ( в мм):
Винтовая передача (рис 1, ж) состоит из винта и гайки. Она преобразует вращательное движение винта в поступательное движение гайки. Если шаг винта (расстояние между вершинами соседних витков) t, то путь гайки S (в мм) за n оборотов винта равен:
Для обеспечения регулирования частоты вращения шпинделя в кинематических цепях металлорежущих станков используются следующие механизмы (рис. 2):
1. Паросменные колёса (рис. 2, а), устанавливающиеся с помощью шпоночных или шлицевых соединений на ведущем 1 и ведомом 2 валах. Для изменения частоты вращения ведомого вала колёса снимают с валов и меняют местами или устанавливают другую пару колёс.

Рис. 2. Механизмы металлорежущих станков:
а – паросменные колёса; б – блок подвижных колёс;
в – механизм перебора; г, д – реверсивные механизмы
2. Блоки подвижных зубчатых колёс (рис. 2, б) обеспечивают быстрое переключение скоростей. Колёса z 1, z3, z5 жёстко насажены на вал 1. Блок,, объединяющий колёса z 2 , z4 , z6 , перемещаясь по валу 2, обеспечивает три передаточных отношения:
Используются подвижные блоки с двумя, тремя и, реже, с четырьмя колёсами.
3. Механизм перебора (рис. 2, в) обеспечивает передачу вращения от ведущего шкива прямо на шпиндель 1 (муфта М включена i 1 = 1) либо через шестерни перебора и вал 2 на шпиндель (муфта М выключена):
Перебор позволяет резко снизить частоту вращения шпинделя, например, при нарезании резьбы.
4. Реверсивный механизм из цилиндрических зубчатых колёс (рис. 2, г) обеспечивает вращение ведомого вала 2 в прямом и обратном направлении. С помощью кулачковой муфты М вращение от вала 1 к валу 2 передаётся либо через колёса z1, zn, z2 , тогда направление вращения вала 2 совпадает с направлением вращения вала 1, либо через колёса z 3, z4 , тогда направление вращения вала 2 не совпадает с направлением вращения вала 1.
5. Реверсивный механизм с коническими зубчатыми колёсами (рис.2, д) применяется в тех случаях, когда ведомый и ведущий валы перпендикулярны друг другу. Вращение от ведущего вала 1, через коническое колесо z 1 , передаётся на ведомые колёса z 3 и z 2 , которые свободно вращаются на ведомом валу 2 навстречу друг другу. Муфта М, входя в зацепление с коническими колёсами z 2 или z 3 , обеспечивает вращение вала 2 в прямом или обратном направлении.
В металлорежущих станках (со ступенчатым регулированием) частоты вращения шпинделя назначаются по закону геометрического ряда, т. е.
где j – знаменатель геометрической прогрессии.
Отношение наибольшей частоты вращения шпинделя станка к наименьшей называется диапазоном регулирования станка R:
Величина R показывает универсальность станка. Если число частот вращения шпинделя равно z, то n max = nmin . j z -1 , а величина знаменателя геометрического ряда определяется:
 .
.
Относительное изменение частоты вращения ?n между двумя соседними частотами вращения n 1 и n2 , выраженное в %, представляет собой перепад скоростей А:
А = (n 2 – n1) / n2 ·100% = ( j – 1) / j ·100% = const.
Значения знаменателей геометрического ряда частот вращения и перепады скоростей металлорежущих станков стандартизированы и приведены в табл. 1.
Стандартные значения знаменателей геометрического ряда
и перепадов скоростей металлорежущих станков