- Книга: Сварка
- Аргонодуговая сварка
- Полезные статьи
- Преимущества и особенности сварки аргоном
- Особенности сварки алюминия аргоном
- Как сварить черный металл аргоном
- Как своими руками сварить нержавейку аргоном
- Вместо заключения
- Программа обучения Электросварщик-аргонщик
- Занятие №1.
- Занятие №2.
- Занятие №3.
- Занятие №4.
- Занятие №5.
- Занятие №6.
- Занятие №7.
- Занятие №8.
- Занятие №9.
- Занятия №10.
- Занятия №11. Подготовка оборудования для ручной электродуговой сварки.
- Занятия №12. Сборка и сварка труб, фрагментов ферм и металлоконструкций.
- Занятие №13. Сборка и сварка поворотных и неповоротных стыков труб.
- Занятие №14. Подготовка оборудования для ручной аргонодуговой сварки в инертных газах (аргон).
- Занятие №15-16. Сварка ручной аргонодуговой сваркой металлоконструкций.
- Занятие №17-18. Сварка ручной аргонодуговой сваркой металлоконструкций.
- Продолжительность: 1,5 месяца, занятия 2-3 раза в неделю.
- Группы: утренняя (10-14), дневная (14-18), вечерняя (18-22), выходного дня.
- В группе: 5-8 человек. Преподаватель в группе один.
- Почему стоит пройти курсы аргонщиков
- Ценность профессии сварщик-аргонщик
- Как проходят занятия
- Аргонодуговая сварка: принцип работы
- Немного о токах
- Аргонодуговая сварка: где применяется?
- Как научиться варить аргонодуговой сваркой?
- Особенности аргонной сварки
- Аргонная сварка алюминия
- Обучение сварке аргоном нержавейки





Это прикладное руководство необходимо как начинающим сварщикам, так и мастерам-любителям. В ней собрана вся основная информация для самостоятельной подготовки материалов и работы на сварочном аппарате.
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Книга: Сварка
Аргонодуговая сварка
Во время аргонодуговой сварки постоянным током неплавящимся электродом используют прямую полярность. Дуга горит устойчиво, обеспечивая хорошее формирование шва. При обратной полярности устойчивость процесса снижается, вольфрамовый электрод перегревается, что приводит к необходимости значительно уменьшить сварочный ток. Вследствие этого производительность процесса снижается.
Во время автоматической и полуавтоматической сварок плавящимся электродом применяется постоянный ток обратной полярности, при котором обеспечивается высокая производительность процесса. Кроме того, при сварке алюминия, магния и их сплавов происходит мощная бомбардировка поверхности сварочной ванны положительными ионами, что наряду с процессом катодного распыления приводит к разрушению пленки оксидов алюминия и магния, облегчая процесс качественной сварки без применения флюсов.
При сварке переменным током неплавящимся электродом необходимо, чтобы источник тока имел более высокое напряжение холостого хода, что обеспечивает устойчивое горение дуги и стабилизирует процесс сварки. Однако в связи с ограничением напряжения по условиям безопасности применяют ток допускаемого напряжения, на который накладывается ток высокой частоты, включая в сварочную цепь осциллятор.
При сварке переменным током происходит частичное выпрямление тока вследствие различной электронной эмиссии вольфрамового электрода и свариваемого изделия.
В периоды, когда вольфрамовый электрод является катодом, электронная эмиссия имеет большую интенсивность, проводимость дугового промежутка повышается, а напряжение на дуге понижается. Вследствие этого сварочный ток увеличивается.
В периоды, когда катодом является изделие, электронная эмиссия менее интенсивна, в результате чего сварочный ток уменьшается. Ввиду этого появляется некоторая составляющая постоянного тока, что приводит к уменьшению тепловой мощности дуги и значительно затрудняет разрушение оксидной пленки при сварке алюминиевых и магниевых сплавов и тем самым способствует образованию поверхностных и внутренних дефектов. Поэтому при сварке переменным током принимают меры по устранению или снижению составляющей постоянного тока.
Для этой цели в сварочную цепь включают последовательно конденсаторную батарею 100 мкФ на 1 А сварочного тока или аккумуляторную батарею (положительный полюс батареи присоединяют к электроду). Применяется также последовательное включение в сварочную цепь активного сопротивления, но эта мера снижает устойчивость горения дуги, и поэтому при такой схеме сварочной цепи приходится использовать источники питания дуги с повышенным напряжением холостого хода до 120 В.
При ручной сварке неплавящимся электродом возбуждение дуги производят на угольной или графитовой пластинке и некоторое время разогревают электрод, а затем быстро переносят дугу в начало разделки кромок. При сварке переменным током возбуждение дуги осуществляют с помощью осциллятора без короткого замыкания электрода на изделие. При полуавтоматической и автоматической сварке возбуждение дуги производят путем касания электродной проволокой вводной планки, которую устанавливают для предупреждения дефекта в начале свариваемого шва.
Аргонодуговой сваркой можно выполнять швы стыковых, тавровых и угловых соединений.
При толщине листов до 2,5 мм сварку рекомендуется производить с отбортовкой кромок.
При малом зазоре порядка 0,1–0,5 мм можно сваривать тонколистовой материал толщиной 0,4–4 мм без отбортовки и разделки кромок. Чем меньше толщина свариваемых встык листов, тем меньше допустимый зазор. Листы толщиной 4–12 мм сваривают с V-образной разделкой кромок при угле разделки 50–70°. Допустимый зазор в стыке составляет не более 1,0 мм. Расход аргона должен обеспечить надежную защиту электрода и металла сварочной ванны от воздействия воздуха. Следует учитывать конфигурацию свариваемого изделия, чтобы при экономном расходовании газа создать хорошую защиту шва.
Рекомендуются следующие соотношения:
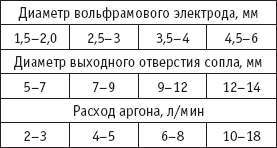
Перед началом сварки следует продуть шланг и горелку небольшой порцией аргона. Возбуждение дуги следует производить спустя 3–4 с после подачи аргона в горелку. Струя аргона должна защищать не только сварочную ванну, но и обратную сторону шва. Если доступ к обратной стороне шва затруднен, то применяют подкладки или флюсовую подушку.
Ручную сварку листов малой толщины производят левым способом, при котором горелка перемещается по шву справа налево. Листы большой толщины (более 12 мм) сваривают правым способом, т. е. горелку ведут слева направо. Ось мундштука горелки при сварке тонких листов (толщиной до 4 мм) должна составлять с поверхностью свариваемых листов 75–80°. Присадочный пруток вводится в зону дуги под углом 10–15° к поверхности свариваемых листов, т. е. почти перпендикулярно оси мундштука горелки. При сварке листов большей толщины ось мундштука горелки располагают почти перпендикулярно к поверхности свариваемых листов.
Длина дуги при аргонодуговой сварке небольшая и составляет 1,5–2,5 мм при длине выступающего вольфрамового электрода в пределах 6–12 мм. Дугу следует гасить постепенно, увеличивая дуговой промежуток. Подачу аргона в зону дуги следует прекратить лишь спустя 10–15 с после гашения дуги, чтобы защитить металл шва от воздействия воздуха до его затвердевания.
Автоматическая и полуавтоматическая сварка плавящимся электродом производится при постоянной скорости подачи электродной проволоки независимо от напряжения дуги. Постоянство длины дуги поддерживается автоматическим саморегулированием. Применяется электродная проволока диаметром 0,5–2,0 мм. Листы толщиной до 5 мм соединяют стыковой сваркой без разделки кромок, а при толщине листов более 5 мм производят V-образную разделку шва с углом разделки 30–50°.
Сварочный ток влияет на характер переноса металла в шов. С увеличением тока капельный перенос металла электрода сменяется струйным и глубина проплавления увеличивается. Критическим называют значение тока, при котором металл электрода начинает стекать в сварочную ванну в виде тонкой струи. Практика показала, что при сварке алюминиевых сплавов критический ток составляет 70 А на 1 мм 2 сечения электродной проволоки, при сварке сталей – 60–120 А на 1 мм 2 сечения проволоки.
Подготовка поверхностей под сварку включает обезжиривание растворителями, бензином авиационным или ацетоном техническим, а затем удаление оксидной пленки механической зачисткой или химическим способом. Обработку рекомендуется выполнять не более чем за 2–4 ч до сварки. Механическую зачистку производят металлическими щетками из проволок диаметром до 5 мм.
Химический способ включает травление в течение 0,5–1,0 мин раствором, состоящим из 45–55 г едкого натра технического и 40–50 г фтористого натрия технического на 1 л воды, промывку проточной водой, нейтрализацию в 25–30 %-м водном растворе азотной кислоты в течение 1–2 мин, промывку в проточной воде, затем в горячей воде, сушку до полного испарения влаги.
Аргон — часто применимый в сварке газ. Не имеет цвета и запаха, обладает отличными защитными свойствами. Главное достоинство аргона — невысокая цена. По этой причине аргон применяется не только в условиях заводского производства, но и в домашней сварке. Аргон можно приобрести только в стальных баллонах. Производители предлагают разный объем, можно купить как компактный на 15 литров, так и большой на 40 литров.

К тому же, аргон не выделяет токсичные пары и не взрывоопасен. Зачастую аргон используется в дуговой, плазменной и лазерной сварке. Для дуговой сварки аргоном дополнительно используют плавящиеся или неплавящиеся электроды. В этом материале мы собрали для вас все самые полезные статьи о сварке аргоном. Они помогут вам в обучении.
Полезные статьи
Преимущества и особенности сварки аргоном
Сварка аргоном имеет своим преимущества и особенности, как и любая другая технология сварки. В данной статье мы рассказали обо всех нюансах: начиная от настройки режима сварки, заканчивая всеми плюсами и минусами данной технологии. Прочтите, чтобы понимать суть аргонодуговой сварки и не совершить ошибки.
Особенности сварки алюминия аргоном
Алюминий — один из самых популярных металлов. Его широко применяют при производстве всего: начиная от посуды, заканчивая деталями в микроэлектронике. Но несмотря на свою распространенность не все новички знают, как варить алюминий. Главная особенность алюминия — оксидная пленка, покрывающая всю поверхность металла. Она является главной головной болью для новичков. Из-за нее шов получается неаккуратным и непрочным.
Как сварить черный металл аргоном
К черным металлам принято относить железо и его сплавы. Зачастую черный металл является сырьем для изготовления чугуна и различных сталей. Но бывают ситуации, когда приходится варить чистое железо. Сделать это непросто, но использование аргона значительно упрощает задачу.
Как своими руками сварить нержавейку аргоном
В этой статье мы подробно рассказываем, как варить нержавеющую сталь с помощью аргона. Нержавеющая сталь — материал непростой, со множеством нюансов. Поэтому мы рассказали обо всем, что вам нужно знать, чтобы сварить нержавейку своими руками. Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Вместо заключения
Обязательно прочтите эти статьи, чтобы узнать все особенности сварки аргоном. Ведь аргоновая сварка нержавеющей стали и алюминия есть свои нюансы, которые нужно учитывать, чтобы качество шва было удовлетворительным. Ознакомьтесь со всеми достоинствами и недостатками сварки с применением аргона, чтобы знать, в каких случаях эта технология может оправдать себя.

Если вы профессиональный мастер, то поделитесь в комментариях своим опытом сварки аргоном. Это будет полезно для многих начинающих сварщиков, которые только начинают обучаться непростому сварочному делу.
Школа ремонта "101КУРС" предлагает Вам уникальную возможность пройти краткосрочные курсы "аргонодуговая сварка" и освоить.
Подробнее о программе
Ручная аргонодуговая сварка в настоящее время занимает лидирующие позиции в строительстве, машиностроении и производстве. Этот вид сварки позволяет производить сварочные работы с нержавеющими и низколегированными сталями, чугуном, а также цветными металлами: алюминием, титаном, медью, серебром, никелем и др. Вас обучают правильному выбору источника питания дуги, грамотному подбору сварочных материалов, выполнению качественных сварных соединений.
Начинается обучение сварочному делу с введения в специальность, знакомства с основополагающими терминами и понятиями, физическими и химическими свойствами металлов. А так же слушатели пройдут технический минимум по технике безопасности и пожарной безопасности при проведении электросварочных работ. На практических занятиях Вы приобретете навыки техники владения ручной аргонодуговой сварки.
Школа ремонта "101КУРС" предлагает Вам уникальную возможность пройти краткосрочные курсы "аргонодуговая сварка" и освоить профессию электросварщика аргонодуговой сварки. Сварщик-аргонщик – одна из самых востребованных специальностей в настоящее время. Курсы "Электросварщик ручной аргонодуговой сварки" в нашем центре – это обучение слушателей качественным электросварочным работам согласно ГОСТам и правила техники безопасности.
По окончании курса Вы можете дополнительно получить Аттестационное удостоверение сварщика и талон по технике пожарной безопасности.
Программа обучения Электросварщик-аргонщик
Занятие №1.
- Основные сведения о сварке.
- Основные способы сварки.
- Сварочная дуга.
- Техника безопасности при проведении сварочных работ.
Занятие №2.
- Классификация сталей.
- Электробезопасность.
- Правила подключения электросварочного аппарата.
Занятие №3.
- Сварочные материалы.
- Присадочные материалы для ручной аргонодуговой сварки (РАДС).
Занятие №4.
- Понятие о деформации.
- Деформация и напряжение при сварке.
- Уменьшение напряженности и деформации.
Занятие №5.
- Понятие и показатели свариваемости.
- Горячие и холодные трещины.
- Коррозионная стойкость сварных соединений.
Занятие №6.
- Аргонодуговая горелка. Виды горелок.
- Схема подключения сварочного поста.
Занятие №7.
- Источник питания для РАДС.
- Обеспечение устойчивости горения дуги и требования к источникам.
Занятие №8.
- Аргонодуговая сварка.
- Техника РАДС.
- Повышение производительности РАДС.
Занятие №9.
- Устройство баллонов и требования к ним.
- Устройство редуктора.
- Активные и инертные газы.
Занятия №10.
- Подготовка металла к сварке.
- Обозначение швов и сварных соединений.
- Вспомогательные знаки для обозначения швов.
Занятия №11. Подготовка оборудования для ручной электродуговой сварки.
- Инструктаж по организации рабочего места и безопасности труда.
- Подготовка оборудование для ручной электродуговой сварки.
- Подготовка деталей под сварку.
Занятия №12. Сборка и сварка труб, фрагментов ферм и металлоконструкций.
- Ручная электродуговая сварка трубопроводов d труб от 50 до 120 мм. Толщина стенки от 2 мм.
- Ручная электродуговая сварка фрагментов ферм.
- Ручная электродуговая сварка металлоконструкций.
Занятие №13. Сборка и сварка поворотных и неповоротных стыков труб.
- Сварка неповоротных стыков труб. Контроль качества сварных соединений.
Занятие №14. Подготовка оборудования для ручной аргонодуговой сварки в инертных газах (аргон).
- Оборудование для ручной аргонодуговой сварки в инертных газах(аргон) аппарат MagicWave .
- Технология сварки неплавящимся электродами в инертных газах (аргон).Способы сварки, приемы.
- Зажигания дуги при выполнении ручной дуговой сварки аппарат MagicWave
Занятие №15-16. Сварка ручной аргонодуговой сваркой металлоконструкций.
- Выполнение прихваток в нижнем положении шва.
- Аргонодуговая сварка нержавеющей стали.
Занятие №17-18. Сварка ручной аргонодуговой сваркой металлоконструкций.
- Аргонодуговая сварка алюминия и его сплава.
- Итоговая аттестация.
Аргонодуговое TIG сваривание является универсальным способом производить сваривание любых металлов, в том числе и разнородных. Аргонодуговой сваркой можно сваривать металлы толщиной от 0,3 миллиметра.
Высокое качество сваривания аргонодуговой сварки достигается благодаря более длительному времени , которое затрачивается на этот процесс. TIG сварка немного медленнее, чем другие виды сваривания, однако она используется в случаях, когда нужно высокое качество сварочного шва.
TIG сваривание применяется для сваривания легких металлов, например, магний и алюминий . Также данной сваркой можно сваривать тонкие листы из нержавеющей стали , меди и ее сплавы . Наиболее часто используемым газом для аргонодугового сваривания является газ аргон.
В отличие от других видов сваривания, где нужно применять определенный газ для определенного металла. При сваривании аргонодуговой сваркой можно использовать аргон для сварки металлов всех типов.
В некоторых случаях TIG сварка используется в сочетании с полуавтоматической сваркой . Такое сочетание иногда допускается при соединении труб морской промышленности. TIG сваривание используется для корневого сваривания, а полуавтоматическое – для заполнения разделки шва. Это позволяет гарантировать высокое качество сварки корня, сочетая при этом высокую скорость сваривания, а также заполнение остальной части разделки.
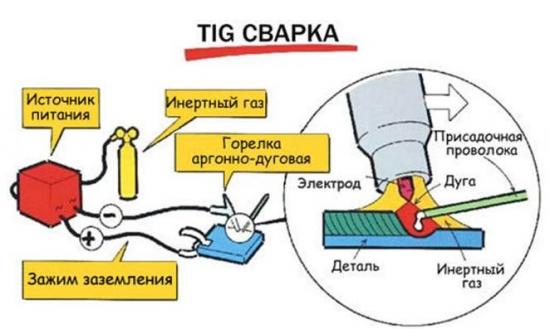
При сварочном процессе TIG сварки используется неплавящийся сварочный электрод из вольфрама. В качестве инертного газа используется аргон, а в некоторых случаях смесь гелия с аргоном. Вольфрам используется как материал для неплавящихся сварочных электродов . Инертный газ используется в качестве защиты сварочной дуги и сварочной ванны от воздействия факторов окружающей среды. В процессе сваривания в сварочную ванную подается присадочная проволока с помощью автоматических или механических средств.
Для того чтобы научиться качественно производить сваривание аргонодуговой сваркой нужно иметь неплохой опыт работы. Однако даже новички способны научиться варить данным способом сварки. Это возможно в случае, если они будут прислушиваться к рекомендациям опытных сварщиков и профессионалов.
Обучиться свариванию аргонодуговой сваркой можно даже самостоятельно, на дому . Для этого нужно приобрести себе несколько пособий по изучению, а лучше всего видеокурсов. Именно на видео будет отчетливо видно, что нужно знать и как можно применять свои знания.
Однако наилучшим способом обучения является практика у профессионала. Увидев, как производится аргонодуговое сваривание, Вы сможете сделать свои первые швы уже в течение нескольких дней.
Некоторые профессиональные сварщики имеют свои собственные сайты, на которых они предлагают свои услуги по обучению свариванию. Это очень хорошее подспорье для начинающих сварщиков. Записавшись к ним на курсы можно не только научиться варить, но и набраться опыта у профессионала.
Продолжительность: 1,5 месяца, занятия 2-3 раза в неделю.
Группы: утренняя (10-14), дневная (14-18), вечерняя (18-22), выходного дня.
В группе: 5-8 человек. Преподаватель в группе один.
Почему стоит пройти курсы аргонщиков
Аргоновая сварка – это метод сварки в среде инертного газа аргона. Позволяет качественно и быстро работать с материалами из категории тяжелых, окисление которых происходит при малейшем соприкосновении с воздухом. Профессиональный аргонщик – это сварщик, знакомый со всеми нюансами и особенности работы с данной технологией, способный выполнить задачу на высшем уровне. Получить данную специализацию можно, пройдя курсы аргонщиков (квалификация: сварщик ручной дуговой сварки неплавящимся электродом в защитном газе 4-5 разряд) .
Ценность профессии сварщик-аргонщик
Материалы, с которыми приходится работать данному специалисту, используются в таких отраслях тяжелой промышленности, как машино-, судо- и авиастроение, а также в ремонте автомобилей и других отраслях. Качества, которыми должен обладать специалист, работающий с аргонной сваркой, прежде всего, организованность, аккуратность, ответственность. Обязательным условием является наличие соответствующих знаний и опыта работы.
Для получения специального разряда и допуска на проведение работ, в которых задействована аргонная сварка, ученику необходимо пройти специальные курсы, повышающие его квалификацию. Обучение даст возможность получить знания о химических и физических свойствах металлов, с которыми придется столкнуться в работе. В программу входят обязательные лекции по технике безопасности, которые помогут уберечь от ситуаций, опасных для жизни и здоровья. Окончание учебы сопровождается экзаменом и получением разряда.
По какой причине профессия сварщик-аргонщик сегодня настолько высоко востребована? Во-первых, получить разряд может не каждый. Во-вторых, область применения специализации получает все большее распространение. Поэтому аргонщики нужны не только на крупных предприятиях, но и в малых, узконаправленных организациях. С уверенностью можно сказать, что аргонщик – это престижная профессия, способная приносить ее обладателю высокий доход.
Как проходят занятия
Курсы по обучению сварщиков-аргонщиков напоминают занятия в технических училищах. Обязательно включена теоретическая и практическая часть. Несмотря на то, что теория играет очень важную роль, настоящее мастерство оттачивается именно во время практических занятий. Здесь происходит знакомство с оборудованием, воспроизводятся различные неблагоприятные и даже опасные ситуации, которые могут произойти во время работы в нефтегазовой отрасли и пр.
Обучение происходит по нарастающей, то есть, как только усвоен простой материал, наступает очередь следующего, более сложного уровня. При этом далеко не все остаются в рядах учеников: некоторые понимают, что данная профессия слишком сложна для них. Однако те, кто остаются, сдают экзамен и получают разряд, становятся ценным трудовым ресурсом на многих предприятиях.
Можно закончить отдельно, либо дополнительно после прохождения этого курса со скидкой 10%.
Что такое аргонодуговая сварка? Читатель наверняка встречал это понятие раньше: упоминания в статьях о сварке, предложения пройти обучение — курсы аргонодуговой сварки, какие-то видео в интернете и т.д. В этой статье мы рассмотрим процесс аргонодугового процесса и осветим ее основные особенности.
Новичок может всегда стать профессионалом, если есть желание
Аргонно-дуговая сварка – это соединение металла, при котором для защиты сварочного процесса используется аргон. За исключением этого факта, процесс аргонодуговой сварки и обычная дуговая сварка отличаются немногим. Аргон является инертным газом. За счет своей химической инертности он не реагирует со свариваемыми материалами и защищает их от воздействия атмосферных газов: кислорода, азота, углекислого газа, водяных паров и других веществ, могущих повредить процессу сварки.
Аргонодуговая сварка: принцип работы
Дуговая сварка с помощью аргона выглядит так: сварщик выполняет сваривание деталей при помощи дугового сварочного аппарата. Сварочная зона защищается аргоном. За счет того, что аргон тяжелее воздуха, он вытесняет воздух из зоны сварки и позволяет эффективно изолировать ее. При этом подача аргона осуществляется непрерывно – с помощью специального устройства, обеспечивающего дозированную подачу аргона в сварочную зону. Для этого на электрод надевается специальная трубка – газовое сопло, из которого и выдувается аргон. Это напоминает процесс кислородной резки металла. Кроме этого, аргонодуговая работа с металлом может осуществляться и в специальном боксе, заполняемом аргоном перед процессом сваривания. Лучше понять, как происходит аргонно-дуговое соединение деталей, вы можете, просмотрев подходящее видео.
Для такой сварки могут использоваться плавящиеся и неплавящиеся электроды. Последние, как правило, изготавливаются из вольфрама, обеспечивающего должную тугоплавкость и устойчивость электрода.
Немного о токах
Обычная дуговая сварка и аргонодуговая различаются еще и тем, что дуга зажигается не привычным способом – касанием электродом сварочной поверхности, а с помощью специального устройства – осциллятора. Аргон гораздо сложнее ионизируется, чем воздух, и привычным способом дугу зажечь не получится. Осциллятор же подключается к электроду и создает высокочастотные и высоковольтные импульсы, которые легко разжигают дугу. Здесь стоит учесть и то, что при касании металла вольфрамовым электродом произойдет его оплавление и загрязнение.

Горелка для сварщика, как кисть для художника
Плавкими электродами варят и без осциллятора – пары железа, появляющиеся при касании, ионизируются гораздо легче, чем аргон, и поэтому осциллятор не нужен.
Для соединения большинства материалов используется постоянный ток, так как при аргонодуговой сварке разогрев анода и катода происходит неравномерно. Постоянный ток дает возможность передавать максимум энергии на деталь и минимум – на электрод. Переменный ток используется лишь для сварки алюминия – он позволяет эффективнее разрушать пленку окиси алюминия.
Аргонодуговая сварка: где применяется?
Область применения аргонодугового процесса – соединение цветных металлов и легированных сталей. Аргонодуговая сварка позволяет получать исключительное качество шва, чем и обусловлено ее применение для сваривания ценных материалов и ответственных конструктивных узлов. Сварщик, владеющий этим методом, может больше и ценится выше, поэтому пройти обучение – бесспорно полезный шаг.
Как научиться варить аргонодуговой сваркой?
Здесь есть два решения. Первое – это пройти обучение аргонной сварке, записавшись на специальные курсы. Проходя курсы, вы не только обучитесь аргонной сварке на практике, но и узнаете множество ценной информации. Многое зависит от того, какие курсы вы выберете – выбирайте курсы, опираясь на опыт знакомых, отзывы в интернете, или руководствуйтесь здравым смыслом: изучите программу, которую предлагают курсы, и, опираясь на теоретическую часть, сделайте выбор.
Второе решение – научиться самостоятельно. Пройти обучение помогут статьи, рекомендации, видео процесса, а также опыт знакомых. В принципе, если у вас есть необходимое оборудование, просмотр видео и чтение тематических статей вполне может научить вас полноценно использовать этот ценный метод соединения металла.
Конечно же, чтобы провести высококачественную сварку любого металла, необходимо обладать определенными знаниями, навыками и опытом. Но ведь нужно с чего-то начинать? И в этой статье мы поможем вам овладеть начальными знаниями по аргонной сварке и разъясним особенности сварки того или иного металла и конструкции.
Особенности аргонной сварки
Прежде, чем говорить о технике и правилах сварки с помощью аргона, давайте разберемся, что вам для этого потребуется.
Итак, для осуществления сварки аргоном подготовьте:
- баллон с необходимым газом (в нашем случае с аргоном);
- пластина из угля;
- обеспечьте 3-хфазное питание;
- обзаведитесь дополнительным источником тока.
Теперь можно начать обучение сварке аргоном. В этом процессе существует несколько особенностей, которые мы рассмотрим попунктно.
Для начала подводим инертный газ к сварочной горелке (СГ). Затем разбираемся с фазами: первая должна быть подведена к СГ, а вторая – к свариваемой поверхности. СГ обеспечивается электродом из вольфрама, который затачивают под конусовидную форму малого диаметра (его длина должна равняться 2-3 диаметрам проволоки для сварки).
Это азы аргонной сварки. Рассмотрим особенности сварки на примере алюминия и нержавеющего металла.
Аргонная сварка алюминия
Обладает теплопроводностью, превышающей таковую у стали в четыре-пять раз. В связи с этим при сварке алюминия от шва необходимо постоянного производить отвод излишка тепла. Кроме того, при стремительном разогреве алюминий теряет свою прочность, следовательно нагревать его следует постепенно.
Еще один нюанс при сварке алюминия – во время нагревания на этом металле образуется пленка, сложно поддающаяся плавлению и чтобы ее разрушить необходимо сварку производить на обратной полярности. Срабатывает следующий механизм: алюминий, обладающий при сварке положительным зарядом, бомбардируется ионами аргона, которые и разрушают эту тугоплавкую пленку.
Кроме этого, стоит обратить внимание на то, что алюминий при разогреве цвет не изменяет, а потому визуально сложно отследить момент достижения его поверхности температуры, достаточной для плавления. Здесь вам поможет опыт, который вы накопите с годами.
Основные режимы аргонной сварки алюминия представлены в таблице ниже.
Обучение сварке аргоном нержавейки
Нержавеющая сталь в настоящее время очень популярна в быту человека, а потому нередко требует первичной сварки или вторичного заваривания образовавшегося дефекта.
Нержавейка обладает рядом особенностей, которые сказываются на результате и тонкостях ее сварки. Так, например, пониженная в 2 раза теплопроводность нержавейки диктует необходимость снижения на 15-20% силы тока при сварке, а высокий показатель коэффициента линейного расширения моет привести к деформации изделия во время или после осуществления сварочных работ.
При сваривании труб используются все те особенности, о которых мы говорили выше, но в обязательном порядке должно выполняться следующее правило: свариваемые между собой части труб должны быть надежно фиксированы и максимально прижаты друг к другу.
Если этого не осуществить, то любое (даже микроскопическое) изменение положения одной детали относительно другой вызовет разрушение сварочного шва, а соответственно и целостности детали. Варят обычно в направлении справа налево, а горелка должна располагаться под углом 70-80 0.
Мы ознакомили вас с азами сварочного искусства, а добиться в нем мастерства вам поможет практика.