- Рекомендованные сообщения
- Создайте аккаунт или войдите в него для комментирования
- Создать аккаунт
- Войти
- Сейчас на странице 0 пользователей
- Конструктивные компоненты станка
- Технические характеристики
- Токарный станок ДИП 300: технические характеристики
- Особенности и преимущества
- Коробки скоростей станка ДИП-300
- Сведения о производителе токарно-винторезного станка ДИП-300 (1М63)
- ДИП-300 станок токарно-винторезный универсальный. Назначение и область применения
- Российские и зарубежные аналоги универсального станка ДИП-300 (1М63)
- Токарный станок ДИП 300: технические характеристики
- Особенности и преимущества
- Коробки скоростей станка ДИП-300
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Разработкой токарного станка серии ДИП-300 занималось государственное предприятие «Рязанский станкостроительный завод». Но помимо него это оборудование изготавливалось на Тбилисском станкостроительном заводе. Станок марки ДИП-300 относится к серии 1М63.
Конструктивные компоненты станка
Модель характеризуется стандартной компоновкой элементов. Это обусловлено универсальностью оборудования и возможностью его применения на мелкосерийных производствах, а также специализированных ремонтных мастерских.
К особенностям оборудования можно отнести максимальный показатель устойчивости к вибрации. Станина изготовлена из чугуна, что не только повышает массу станка, но и благоприятным образом сказывается на времени безремонтной эксплуатации. Также в станине установлены две призменные направляющие. Благодаря им повышается точность выполнения операции.
Описание конструктивных элементов, установленных на станок ДИП-300:
- коробка скоростей. Она установлена в левой части станка и соединена с электродвигателем главной подачи с помощью клиноременной передачи. Характеризуется ступенчатым регулированием механизма главного движения. Активация быстрого обратного хода происходит с помощью фрикционной муфты;
- фартук. Он закрытого типа, передняя крышка снимается. Электромагнитные муфты облегчают управление, так как она находится на одной рукояти. Обгонная муфта дает возможность активировать ускоренный ход при включенной рабочей подаче;
- коробка передач. Представляет собой закрытый блок, внутри которого размещены две оси. На них устанавливаются зубчатые колеса. Для формирования точных и специальных резьб можно задействовать прямое включение ходового винта;
- суппорт. Имеет крестообразную форму. В продольном направлении смещается по направляющим станины, в поперечном — по каретке. Это можно осуществлять в механическом или ручном режиме.
Для обработки крупных деталей станок комплектуется подвижными и неподвижными лютенами. Благодаря им можно осуществлять точение заготовок диаметром от 20 до 150 мм. Также в конструкции есть продуманная система охлаждения. Бак находится в правой тумбе. С помощью циркуляционного насоса СОЖ подается в зону обработки заготовки.
Для повышения производительности в конструкции фартука ДИП-300 встроена система смазки. Масло подается по циркуляционной магистрали.
Технические характеристики

Станок серии ДИП-300 является последней моделью, которая изготавливалась без комплектации числовым программным управлением. Несмотря на этот недостаток, обучение персонала для работы на оборудовании упрощено. Главное — детально ознакомиться с техническими и эксплуатационными характеристиками станка.
Масса станка при полной комплектации составляет 4300 кг. Его габариты не превышают размеров 353*168*129 см. Поэтому при выборе места установки следует учитывать эти факторы. Обязательным условием является подготовка основания для монтажа, а также обеспечение свободного пространства для рабочего и механизмов подачи заготовки для установки на станок.
Токарно-винторезный станок ДИП-300 обладает следующими техническими характеристиками:
- максимально допустимый диаметр заготовок. Над станиной — до 63 см; над суппортом — до 35 см; над выемкой — 90 см;
- допустимая длина детали — до 140 см;
- масса изделия не должна превышать 2 тонн;
- частоты вращения шпинделя на головке при прямых оборотах — от 10 до 1250 об/мин. Для обратных это значение варьируется от 18 до 1800 об/мин;
- диаметр отверстия шпинделя — 70 мм;
- число скоростей. Для прямого входа — 22; обратного — 11;
- резцовые салазки перемещаются на расстояние до 22 см;
- количество подач одинаково для всех направлений и равно 44;
- смещение пиноли задней бабки составляет 24 см.
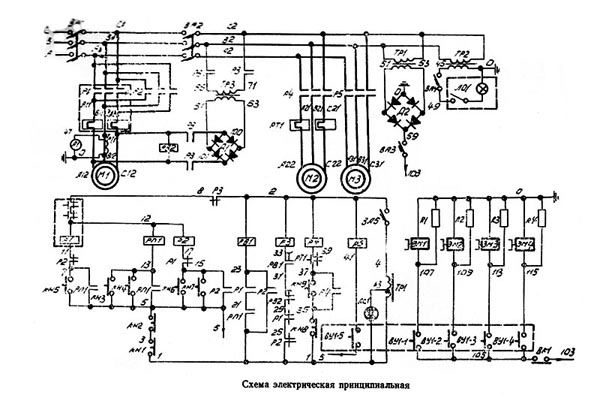
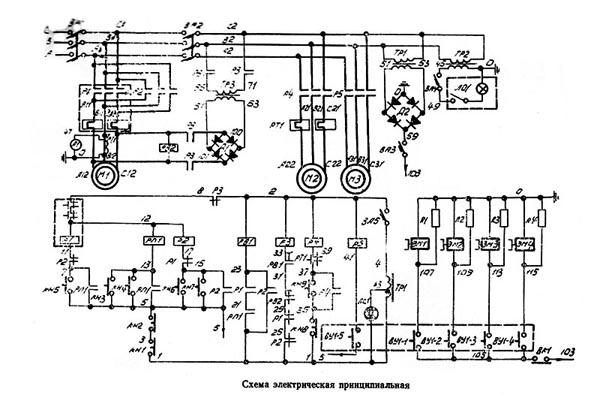
Для полноценной работы оборудования конструкции предусмотрено три электродвигателя. За главный привод отвечает силовая установка, мощность которой составляет 13 кВт. Для быстрых смещений применяется двигатель 1,1 кВт. Мощность насоса системы охлаждения равна 0,12 кВт. При выборе режима обработки следует учитывать, что значение тока электродвигателя напрямую зависит от подаваемого напряжения.
С примером выполнения восстановительных работ модели ДИП-300 можно ознакомиться из содержания видеоматериала:
Изначально, токарный станок ДИП-300, который начал выпускаться в 1932 году, предназначался для обработки деревянных изделий, а уже после, претерпев изменения, стал применяться и для обработки болванок из металла. Развитие машиностроения в послереволюционном Советском Союзе набирало стремительные темпы, вслед за европейским, благодаря чему и появился уникальный станок, по своим характеристикам опережавший зарубежные аналоги.
Его название является аббревиатурой фразы «Догнать и перегнать». Числовые показатели, использованные в названии агрегата, обозначают высоту центров. Характеристики, присущие установке, сделали ее одной из самых распространенных на территории Советского Союза и стран ближнего зарубежья. Модель обладает широким спектром возможностей и позволяет работать с болванками из черных и цветных металлов.
Токарный станок ДИП 300: технические характеристики
Жесткость и надежность конструкции основы агрегата и его составляющих, а также характерные особенности установки позволяют выполнять следующие высокоскоростные операции: высверливание отверстий, наружное и внутреннее обтачивание конусных и цилиндрических поверхностей, нарезка различных резьб и прочие виды работ.
Резцы, используемые на агрегате, выполнены из быстрорежущей закаленной стали и обладают высокой прочностью. Устройством предусмотрена возможность обработки длинных болванок конической формы, поскольку основа агрегата в его верхней части перемещается. Электродвигатель позволяет резцедержателю быстро передвигаться в осевом и перпендикулярном направлении.
Основные характеристики, описываемые в паспорте установки, имеют такие показатели, как:
- диаметр обрабатываемой болванки в максимальном значении: над выемкой – 90 см; над основой: 70 см; над резцедержателем – 35 см;
- высота центров – 31,5 см;
- вес обрабатываемой болванки в максимальном значении – 3500 кг;
- главный рабочий вал станка: сечение внутреннего отверстия – 10,5 см; количество скоростей (прямых и обратных) – 22 и 11; количество оборотов – от 18 до 1800 в минуту (обратное вращение), от 10 до 1250 в минуту (прямое вращение); мощность привода – 13 кВт;
- пределы шагов: метрические – 1-192 мм; модульные – 0,5-48 мм; дюймовые – 24-0,25 ниток; питчевые – 96-7 питч;
- число шагов: метрические – 56; модульные – 55; дюймовые – 33; питчевые – 52;
- перемещение резцовых салазок в максимальном значении – 22 см;
- перемещение подач в максимальном значении: перпендикулярное – 40 см; осевое – 126 см;
- мощность электродвигателей: насос – 0,12 кВт; двигатель перемещений резцедержателя – 1,1 кВт; основной двигатель – 13 кВт;
- скорость перемещений: перпендикулярных – 1,6 м/мин; осевых – 4,5 м/мин;
- перемещение пиноли заднего узла в максимальном значении – 24 см;
- общий вес устройства – 4300 кг;
- габариты – 295х178х155 см.
Особенности и преимущества
Станок ДИП-300 имеет следующее устройство:
- Электрический двигатель.
- Основа агрегата.
- Сменные зубчатые колеса.
- Передний узел.
- Задний узел.
- Ограждения патрона.
- Перемещающийся в продольном и поперечном направлениях резцедержатель.
- Фартук.
- Применяющаяся при обработке болванок сложных форм и нарезке резьбы коробка подач.
- Защитный кожух.
Установка данной модели наделена рядом преимущественных особенностей, которые делают ее востребованной и по сей день:
- силовые шестерни выполнены из закаленной легированной стали и отшлифованы;
- защита от перегрева и устойчивость механизмов к вибрациям, что гарантирует высокоточную обработку;
- повышенная скорость обратного вращения главного вала, превышающая скорость прямого в 1,3 раза, сокращающая время нарезки;
- электрические и механические блокировки ограждают область для резки, обеспечивая безопасность работ с установкой;
- направляющие на станине являются двухпризменными, дающими долгую гарантию и продолжительное сохранение первоначальной точности;
- две электромагнитные муфты в коробке подач позволяют дистанционно переключать режим без остановки устройства;
- фрикцион установки просто регулируется;
- длинные конические болванки обрабатываются благодаря одновременному перемещению резцовых салазок и резцедержателя в осевом направлении.
Настройка закрытой двухосной коробки подач производится при помощи рычагов или монтажом сменных шестерней, благодаря чему делается нарезка полного перечня стандартных резьб. Нарезка высокоточных или специальных резьб предусмотрена конструкцией агрегата и осуществляется при прямом включении ходового винта при использовании специального комплекта колес.
Суппорт данной модели – крестовой, и имеет ряд следующих преимуществ:
- Расстояние от кромки резцедержателя до оси центров – 32 см.
- Количество резцов – 4.
- Перпендикулярное перемещение на оборот лимба – 0,5 см, осевое – 30 см.
- При перпендикулярном перемещении цена деления лимба – 0,05 мм.
- Ускоренное перемещение резцедержателя: при поперечном перемещении – 1,6 м/мин; при продольном – 4,5 м/мин.
Поперечное перемещение резцедержателя происходит по направляющим каретки, а осевое – по направляющим основы агрегата, и производятся механически или оператором. Верхняя часть узла с резцовой головкой передвигается механическим или ручным способом.
Коробки скоростей станка ДИП-300
Коробка укреплена с левой стороны основы агрегата. Вращение от электрического двигателя передается на механизмы коробки посредством вала со шкивом. Центральный вал приводит в движение разноразмерные зубчатые колеса, позволяющие производить ступенчатую регулировку скоростей.
Конструкция коробки обеспечивает устройство 24 скоростями, которые переключаются последовательным соединением зубчатых колес, обладающих разными показателями. Когда появляется необходимость в получении высокой скорости главным валом, вращение двигателя передается на него без применения зубчатых колес. Данный режим работы устройства отличается пониженным уровнем шума и повышенной эффективностью.
Благодаря техническим особенностям коробки скоростей, шаг резьбы увеличивается в большом спектре и оперативно изменяется направление перемещения резцедержателя. Зубчатые колеса разного диаметра и с различным количеством зубцов зацепляются, позволяя изменять скорость вращения главного вала. Замена зацепляемых шестерен производится рычагом. Вращение шестерен облегчается благодаря использованию шариковых и роликовых подшипников.
Пустотелый вал изготавливался из стали высокого качества, а опорами для него служат подшипники, которые отличаются надежностью. Спереди шпиндель опирается на радиальный подшипник игольчатого типа с двумя рядами, сзади – на радиально-упорный подшипник. Они и способствуют более легкому вращению главного вала, а также принимают на себя большую часть нагрузки, которая приходится на него.
Специальным рычагом активируется пластинчатая муфта фрикционного типа, посредством которой вращение передается главному валу. Благодаря этой муфте, главный вал установки изменяет свое направление или останавливается полностью.
Видео: токарный станок ДИП-300.
Сведения о производителе токарно-винторезного станка ДИП-300 (1М63)
Станки линейки ДИП-300 выпускались предприятиями Рязанский станкостроительный завод , год основания – 1949 и Тбилисский станкостроительный завод им. Кирова .
Токарно-винторезные станки серии ДИП-300 начали выпускаться на предприятием – Рязанский станкостроительный завод РСЗ , основанном в 1949 году. Первый станок серии – модель 163, по мере совершенствования конструкции станков появились модели 1М63, 1М63М, 1М63МФ101, 1М63Б, 1М63БГ, 1М63Н, 1М63НФ101.
Обозначение линейки станков серии ДИП-300 сохранилось до настоящего времени и относится обычно к модели 1М63, одной из самых распространённых на территории бывшего СССР станка, позволяющей производить токарную обработку деталей средних и больших размеров. Именно эта модель дала начало массовому производству токарных станков различными станкостроительными предприятиями.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ – 16К30Ф3 , 16М30Ф3 , 1П756ДФ3 , 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной и горизонтальной компоновок, трубообрабатывающих станков – для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
ДИП-300 станок токарно-винторезный универсальный. Назначение и область применения
Токарно-винторезные станки 163 серии одни из самых распространённых на территории бывшего СССР, предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Фланцевый конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 139,711 мм, условный размер конца шпинделя – 8. Внутренний (инструментальный) конус шпинделя – Морзе 6. Стандартный диаметр токарного патрона 250, 315, 400, 500 мм.
Российские и зарубежные аналоги универсального станка ДИП-300 (1М63)
СМ1761, СМ1762, СМ1763 – Ø 630, производитель Минский завод автоматических линий им. Машерова
СА630С – Ø 640, производитель станков станкостроительный завод Саста
МК6059. МК6059U – Ø 630, производитель Московский станкостроительный завод Красный пролетарий
Б16Д315 – Ø 630, производитель компания «ЭКСЕН» Exen
Б16Д330 – Ø 660, производитель компания «ЭКСЕН» Exen
CW6163C, CW6263C – Ø 630, производитель Dalian Machine Tool Group DMTG Китай
CW6163B/C, CW6263B/C – Ø 630, производитель Shenyang Machine Tool (Group) Co., Ltd. SMTCL Китай
CS6166B/CS6266B, CS6166C/CS6266C – Ø 630, производитель Bochi Machine Tool Group Co.,ltd. Китай
CU630, CU630MT – Ø 630, производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
Trens SN 71 С, Trens SN 710 S – Ø 710, производитель Trens SK, Словакия
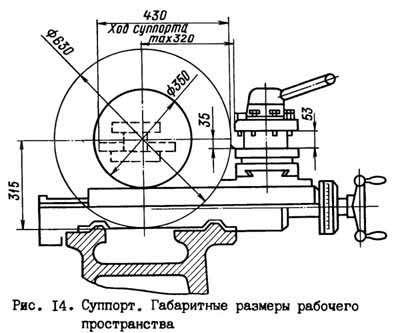
Чертеж рабочего пространства токарного станка ДИП-300
Изначально, токарный станок ДИП-300, который начал выпускаться в 1932 году, предназначался для обработки деревянных изделий, а уже после, претерпев изменения, стал применяться и для обработки болванок из металла. Развитие машиностроения в послереволюционном Советском Союзе набирало стремительные темпы, вслед за европейским, благодаря чему и появился уникальный станок, по своим характеристикам опережавший зарубежные аналоги.
Его название является аббревиатурой фразы «Догнать и перегнать». Числовые показатели, использованные в названии агрегата, обозначают высоту центров. Характеристики, присущие установке, сделали ее одной из самых распространенных на территории Советского Союза и стран ближнего зарубежья. Модель обладает широким спектром возможностей и позволяет работать с болванками из черных и цветных металлов.
Токарный станок ДИП 300: технические характеристики
Жесткость и надежность конструкции основы агрегата и его составляющих, а также характерные особенности установки позволяют выполнять следующие высокоскоростные операции: высверливание отверстий, наружное и внутреннее обтачивание конусных и цилиндрических поверхностей, нарезка различных резьб и прочие виды работ.
Основные характеристики, описываемые в паспорте установки, имеют такие показатели, как:
- диаметр обрабатываемой болванки в максимальном значении: над выемкой – 90 см; над основой: 70 см; над резцедержателем – 35 см;
- высота центров – 31,5 см;
- вес обрабатываемой болванки в максимальном значении – 3500 кг;
- главный рабочий вал станка: сечение внутреннего отверстия – 10,5 см; количество скоростей (прямых и обратных) – 22 и 11; количество оборотов – от 18 до 1800 в минуту (обратное вращение), от 10 до 1250 в минуту (прямое вращение); мощность привода – 13 кВт;
- пределы шагов: метрические – 1-192 мм; модульные – 0,5-48 мм; дюймовые – 24-0,25 ниток; питчевые – 96-7 питч;
- число шагов: метрические – 56; модульные – 55; дюймовые – 33; питчевые – 52;
- перемещение резцовых салазок в максимальном значении – 22 см;
- перемещение подач в максимальном значении: перпендикулярное – 40 см; осевое – 126 см;
- мощность электродвигателей: насос – 0,12 кВт; двигатель перемещений резцедержателя – 1,1 кВт; основной двигатель – 13 кВт;
- скорость перемещений: перпендикулярных – 1,6 м/мин; осевых – 4,5 м/мин;
- перемещение пиноли заднего узла в максимальном значении – 24 см;
- общий вес устройства – 4300 кг;
- габариты – 295х178х155 см.
Особенности и преимущества
Станок ДИП-300 имеет следующее устройство:
- Электрический двигатель.
- Основа агрегата.
- Сменные зубчатые колеса.
- Передний узел.
- Задний узел.
- Ограждения патрона.
- Перемещающийся в продольном и поперечном направлениях резцедержатель.
- Фартук.
- Применяющаяся при обработке болванок сложных форм и нарезке резьбы коробка подач.
- Защитный кожух.

Установка данной модели наделена рядом преимущественных особенностей, которые делают ее востребованной и по сей день:
- силовые шестерни выполнены из закаленной легированной стали и отшлифованы;
- защита от перегрева и устойчивость механизмов к вибрациям, что гарантирует высокоточную обработку;
- повышенная скорость обратного вращения главного вала, превышающая скорость прямого в 1,3 раза, сокращающая время нарезки;
- электрические и механические блокировки ограждают область для резки, обеспечивая безопасность работ с установкой;
- направляющие на станине являются двухпризменными, дающими долгую гарантию и продолжительное сохранение первоначальной точности;
- две электромагнитные муфты в коробке подач позволяют дистанционно переключать режим без остановки устройства;
- фрикцион установки просто регулируется;
- длинные конические болванки обрабатываются благодаря одновременному перемещению резцовых салазок и резцедержателя в осевом направлении.
Настройка закрытой двухосной коробки подач производится при помощи рычагов или монтажом сменных шестерней, благодаря чему делается нарезка полного перечня стандартных резьб. Нарезка высокоточных или специальных резьб предусмотрена конструкцией агрегата и осуществляется при прямом включении ходового винта при использовании специального комплекта колес.
Суппорт данной модели – крестовой, и имеет ряд следующих преимуществ:
- Расстояние от кромки резцедержателя до оси центров – 32 см.
- Количество резцов – 4.
- Перпендикулярное перемещение на оборот лимба – 0,5 см, осевое – 30 см.
- При перпендикулярном перемещении цена деления лимба – 0,05 мм.
- Ускоренное перемещение резцедержателя: при поперечном перемещении – 1,6 м/мин; при продольном – 4,5 м/мин.
Поперечное перемещение резцедержателя происходит по направляющим каретки, а осевое – по направляющим основы агрегата, и производятся механически или оператором. Верхняя часть узла с резцовой головкой передвигается механическим или ручным способом.
Коробки скоростей станка ДИП-300
Коробка укреплена с левой стороны основы агрегата. Вращение от электрического двигателя передается на механизмы коробки посредством вала со шкивом. Центральный вал приводит в движение разноразмерные зубчатые колеса, позволяющие производить ступенчатую регулировку скоростей.
Конструкция коробки обеспечивает устройство 24 скоростями, которые переключаются последовательным соединением зубчатых колес, обладающих разными показателями. Когда появляется необходимость в получении высокой скорости главным валом, вращение двигателя передается на него без применения зубчатых колес. Данный режим работы устройства отличается пониженным уровнем шума и повышенной эффективностью.
Пустотелый вал изготавливался из стали высокого качества, а опорами для него служат подшипники, которые отличаются надежностью. Спереди шпиндель опирается на радиальный подшипник игольчатого типа с двумя рядами, сзади – на радиально-упорный подшипник. Они и способствуют более легкому вращению главного вала, а также принимают на себя большую часть нагрузки, которая приходится на него.
Специальным рычагом активируется пластинчатая муфта фрикционного типа, посредством которой вращение передается главному валу. Благодаря этой муфте, главный вал установки изменяет свое направление или останавливается полностью.
Видео: токарный станок ДИП-300.