- Коробка скоростей
- Шпиндель
- Требования к шпиндельному узлу
- Конструкции шпиндельных узлов
- Настройка станка
- Получить консультацию
- Вы здесь
- Оглавление
- Устройство задней бабки токарного станка
- Принцип работы задней бабки
- Основные движения
- Юстировка и настройка задней бабки
- Ремонт задней бабки
- Устройство задней бабки токарно-винторезного станка
- Общий вид и компоновка задней бабки токарно-винторезного станка показаны на рис. 33.
- Задняя бабка токарного станка 1к62. Сборочный чертеж
- Задняя бабка токарного станка 16к20. Сборочный чертеж
- Ремонт и восстановление задней бабки токарного станка
- Ремонт корпуса и мостика задней бабки без применения акрилопласта
- Восстановление задней бабки акрилопластом
- Ремонт пиноли задней бабки
Передняя бабка токарного станка представляет собой чугунный корпус, закрепленный на левой стороне станины. Назначение передней бабки — осуществление главного движения станка: передача вращающего момента от приводного электродвигателя к обрабатываемой заготовке.
На универсальном станке с помощью конструктивных элементов передней бабки осуществляется привод подачи суппорта с режущим инструментом. На станке с ЧПУ функцию перемещения выполняют привода подач и высокоточные ШВП

В передней бабке размещены коробка переключения скоростей и шпиндель, с закрепленным на торце патроном для зажима заготовки.
Коробка скоростей
Коробка скоростей — это набор зубчатых шестерен с двумя кинематическими цепями для ускоренной и замедленной передачи вращения шпинделю.
Переключение скоростей производится рукоятками, выведенными на лицевую панель передней бабки. При этом различное сочетание вошедших в зацепление шестерен определяет число оборотов шпинделя в единицу времени. Соотношение скоростей вращения подчиняется геометрической прогрессии, то есть каждая последующая скорость равна предыдущей, умноженной на одно и то же число.

Коробки скоростей бывают раздельные и совмещенные с передней бабкой. Основная часть раздельной коробки размещена в левой тумбе, устройство перебора скоростей находится в передней бабке. Это необходимо для ограждения шпинделя от воздействия вибраций и нагревания от коробки скоростей.
Большинство же токарных станков имеют совмещенную коробку скоростей, находящуюся в одном месте — передней бабке. Этим достигается компактность конструкции привода шпинделя и сосредоточение управления на одной лицевой панели.
Число оборотов шпинделя настраивается зацеплением зубчатых элементов коробки в различных сочетаниях. Для этих целей современные станки оборудованы однорукояточным механизмом, который одним движением перемещает несколько подвижных элементов коробки.
Преселективный или предварительный механизм переключения скоростей шпинделя является более производительным. На внешнюю панель вынесен поворотный диск с указателем числа оборотов. Токарь совмещает указатель диска с числом оборотов на панели, а затем рукояткой включения переводит станок на вращение с заданной скоростью.
Кроме зубчатых передач в современных станках для привода шпинделя может применяться бесступенчатый метод. Использование приводного электродвигателя с регулируемой скоростью вращения позволяет напрямую подавать крутящий момент на шпиндель. При этом шпиндель может вращаться с любой скоростью в диапазоне, ограниченном характеристиками станка, конструкция передней бабки становится более компактной.* (мин шаг приращения скорости – 1 об/мин)

Шпиндель
Шпиндель — это вращающийся вал, на переднем конце которого закреплен патрон для зажима заготовок. Вращается шпиндель в высокоточных подшипниках качения. Для устранения зазоров передняя опора снабжена регулируемым подшипником с коническим внутренним кольцом.
Настройка подшипника осуществляется специальной гайкой. При затягивании гайки внутреннее кольцо смещается по шпинделю, устраняя зазоры, образовавшиеся в процессе эксплуатации. Задняя опора шпинделя вращается в двух упорных подшипниках, имеющих аналогичную регулировку.
Требования к шпиндельному узлу
Шпиндельный узел является основным элементом токарного станка. От его состояния зависит качество обработки деталей и производительность. Рассмотрим требования, предъявляемые к шпинделю:
- Точность вращения. Задается соответствующими стандартами. Этот параметр зависит от типа и назначения станка, класса точности. Для специальных станков предусмотрены свои технические условия.
- Жесткость шпинделя. Также должна определяться соответствующими стандартами. Обычно допустимый прогиб шпинделя определяется по его радиальному биению. Величина прогиба должна быть меньше одной трети величины биения.
- Виброустойчивость. Эта характеристика влияет на качество готовых изделий.
- Быстроходность шпинделя. Чем больше скорость вращения, тем выше качество обрабатываемой поверхности. Быстроходность зависит от конструктивных особенностей и назначения станка.
- Несущая способность. Зависит от выбора шпиндельных опор и правильной подачи смазочных жидкостей.
- Долговечность. Этот параметр напрямую зависит от качества подшипников, в которых вращается шпиндель.
- Допустимый нагрев подшипников. Определяется классом точности станка.
Конструкции шпиндельных узлов
Конструкции шпиндельных узлов различаются по многим параметрам: по выполнению конкретных работ и точности их выполнения, габаритам и, как следствие, передаваемой мощности, способу передачи крутящего момента и скорости вращения.
В современных скоростных станках вращение шпинделя уже невозможно в традиционных подшипниках. Здесь применяются воздушные, магнитные опоры вращающегося шпинделя. При этом отклонение от, например, округлости может не превышать 0,2 мкм. Тогда как шпиндель на подшипниках дает отклонение до 1 мкм.
Существуют прецизионные шпиндели с погрешностью обработки всего 0,025 мкм. Такой шпиндель приводится во вращение инерционным приводом. Шпиндель с маховиком разгоняется до заданной скорости, далее происходит отключение от привода и дальнейшее вращение по инерции.
Настройка станка
 Под настройкой токарного станка понимают подготовку его кинематической схемы к выполнению задач, определенных технологической картой.
Под настройкой токарного станка понимают подготовку его кинематической схемы к выполнению задач, определенных технологической картой.
Перед началом настройки все органы управления устанавливаются в нейтральное положение.
Первыми настраиваются кинематические цепи главного движения: производится установка органов управления в положение, соответствующее требуемой скорости вращения шпинделя. Эта величина будет определять скорость резания.
Устанавливаемая частота вращения шпинделя определяется рациональностью определенных режимов обработки конкретных изделий. Кроме скорости вращения шпинделя важную роль при обработке имеют величины и скорости подач режущего инструмента.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Вы здесь
Оглавление
Задняя бабка токарного станка предназначается для поддержания обрабатываемой заготовки, которая крепится непосредственно в этот узел. Здесь заготовка вращается относительно своей оси, пока подвергается обработке режущим инструментом. В устройства также можно закреплять сами инструменты, такие как зенкеры, сверла, метчики, плашки, центра, развертки и так далее. Она расположена на станине, а положение центра в данном случае зависит от того в какой именно последовательности производится крепление болтов. В процессе настройки следует избегать ударов по корпусу, так как они могут сбить положение центра. Поэтому могут возникать проблемы как выставить заднюю бабку. Перемещение данного технического узла станка происходит вручную, так как она передвигается по направляющим станины. Операции по закреплению осуществляются при помощи рукоятки.
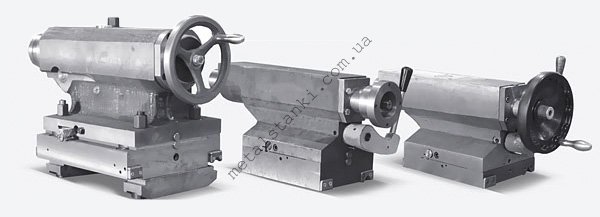
фото:задняя бабка токарного станка
Сам же токарно-винторезный станок 1К62, а также другие модели, используется для обработки деталей, таких как валы, диски, втулки и прочие цилиндрические заготовки. Они обрабатываются точением, которое проходит внутри и снаружи детали, в зависимости от используемого резца. Данное оборудование весьма распространено в современной промышленности, поэтому все узлы у него являются точно выверенными.
Устройство задней бабки токарного станка
Данный элемент токарного станка имеет такие основные конструктивные детали:
- Основание устройства или плита;
- Корпус задней бабки
- Пиноль;
- Маховик (колесо перемещения пиноли);
- Рукоятка маховика (фиксация задней бабки);
- Винт для поперечного перемещения задней бабки.
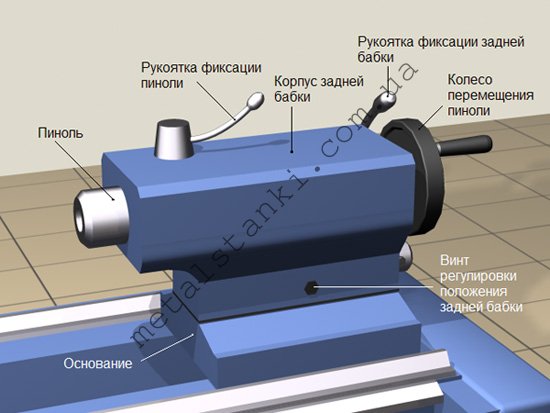
фото:устройство задней бабки токарного станка
Как правило, плита во всех моделях делается плоской. Во время работы следует обеспечивать максимально надежное крепление. Выступ поперечины необходимо располагать в щели, образуемой направляющими станка.
Принцип работы задней бабки
Задняя бабка токарного станка имеет отверстие в пиноли, куда вставляются инструменты для обработки. Во время работы она передвигается по станине, чтобы подобрать подходящее расстояние, соответствующее размерам обрабатываемой заготовки. В зависимости от типа работ, в заднюю бабку помещают как вращающиеся детали, так и неподвижные. Все перемещения осуществляются во время подготовительных процессов, тогда как во время работы этот узел остается неподвижным.
Основные движения
Задняя бабка токарного станка перемещается в тех случаях, когда происходит зацепление выступа планок. Тогда же может включиться автоматическое перемещение суппорта.
Перемещение задней бабки вдоль станины происходит при помощи специальной рукоятки. Это может применяться для установки заготовки в центре устройства, для подведения резца к детали, а также для поворота револьверной головки. Если станок имеет средние размеры, то перемещение происходит благодаря повороту небольшой шестерни, которая располагается в кронштейне. Она зацепляется с рейкой станка. Если же размер станка является большим, то эта процедура осуществляется при помощи электрического привода.
Перемещение пиноли осуществляется в осевом направлении. Движение подачи здесь также происходит при помощи осевого перемещения. Здесь нет разницы, закрепляется в пиноли режущий инструмент или обрабатываемая заготовка, так как вращательные движения определятся операциями, которые производятся на станке.
Юстировка и настройка задней бабки
Перед тем как вставить деталь в заднюю бабку, следует ее отрегулировать. В первую очередь нужно определить соосность. Для этого задняя бабка токарного станка 1К62 подводится к вершине противоположного узла, чтобы расстояние между ними было не более 0,5 мм. После этого нужно закрепить пиноль и проверить, можно и на глаз, насколько совпадают вершины по горизонтальной плоскости. Если они не совпадают, то регулировка соосности осуществляется путем перемещения задней баки.
Еще один способ регулировки предполагает зажатие заготовки в кулачках с последующим ее протачиванием по диаметру, которые должен совпадать с диаметром пиноли задней бабки. Измерения здесь осуществляются микрометром. На самой пиноли и на проточке индикатор выставляется в нулевом положении. Чтобы избежать люфтов во время регулировки, все должно быть надежно зажато. Поджатие детали в центрах также должно быть с одинаковым усилием. Такое пробное протачивание позволяет отрегулировать заднюю бабку для серийной работы с партией деталей и добиться точности до нескольких сотых миллиметров погрешности.
Ремонт задней бабки
Ремонт задней бабки 16К20 зачастую предполагает восстановление точности сопряжения поверхности корпуса, станины и мостика, а также выставление правильных центров и восстановление точности отверстий в корпусе. Восстановление отверстий, которые предназначаются под пиноль, является одной из самых трудоемких операций. Их ремонтируют при помощи притира, а также расточек, что требует последующей доводки акриловыми пластами. Для мало изношенных отверстий подходят обыкновенные притиры, а восстановление центров происходит при помощи компенсационных накладок.
Когда ремонтируют пиноли задней бабки, то здесь применяются операции по шлифовке поверхности наружного диаметра. Для восстановления конусного отверстия используют компенсационную втулку. Это изделие имеет снаружи цилиндрическую форму, а внутри конусную. Зачастую ее производят из легированной стали, а после этого закаливают. Наружный диаметр втулки должен изготавливаться по расточному отверстию и при этом иметь небольшой зазор, примерно в 0,05 мм.
На корпусе зачастую приходится ремонтировать отверстия под подшипники. Ремонт осуществляется путем замены корпусов изношенного узла. После этого требуется подогнать внутренний диаметр по имеющимся подшипникам, а также выверить радиальное биение.
Устройство задней бабки токарно-винторезного станка
Общий вид и компоновка задней бабки токарно-винторезного станка показаны на рис. 33.
Задняя бабка служит для поддержания обрабатываемой заготовки при обработке в центрах и представляет собой вторую опору.
При сверлении задняя бабка специальным прихватом соединяется с кареткой суппорта и получает от него механическую подачу. Сверло вставляется в пиноль вместо центра.

Задняя бабка должна удовлетворять следующим условиям:
- ни при каких условиях произвольно не сдвигаться
- давать правильное положение оси центра
- давать возможность быстрой установки по оси станка
- предоставлять возможность точной установки обрабатываемой детали на обоих центровых отверстиях станка
- обеспечивать надежное направление шпинделя (пиноли) задней бабки и зажим его без нарушения положения оси
Устойчивость и надежное положение оси задней бабки являются необходимыми условиями для получения удовлетворительных результатов при обработке в центрах и устранения возможности аварий из-за вырывания обрабатываемой детали из центров. Это зависит от закрепления корпуса задней бабки на станине.
Конструкции задних бабок очень разнообразны, но основные принципиальные схемы их имеют много общего. Поэтому, зная принципиальное устройство задней бабки какого-либо универсального токарного станка средних размеров, можно без труда разобраться в конструкции бабок других токарных станков.
Рассмотрим конструкцию задней бабки токарного станка. Корпус задней бабки этого станка, как и большинства станков других типов, состоит из двух деталей: собственно корпуса 1 и основания (плота, мостика) задней бабки 2.
Плот (мостик) пришабривается по направляющим станины, а на верхнюю поверхность его устанавливается корпус.
Плоскости соприкосновения корпуса с плотом пришабриваются так, чтобы ось задней бабки по высоте совпадала с осью шпинделя станка и была ей параллельна. Параллельность осей достигается за счет пришабривания вертикальной грани направляющего буртика а плота. Боковое совпадение осей достигается перемещением корпуса по плоту при помощи винта с квадратной головкой и гайки. Корпус крепится к плоту и одновременно к станине при помощи двух болтов 4 и накладки 3.
Достижение совпадения осей шпинделей передней и задней бабок посредством шабровки опорных плоскостей корпуса бабки требует значительной затраты времени. Поэтому, как правило, при капитальном ремонте совпадение осей передней и задней бабки достигается за счет расточки отверстия под шпиндель задней бабки. При этом возникает необходимость замены шпинделя задней бабки, который окончательно протачивается по наружному диаметру лишь после расточки корпуса задней бабки.
Шпиндель (пиноль) задней бабки 7 представляет собой пустотелый цилиндр, передний край которого выполнен в виде конуса Морзе в который вставляется центр 6 или сверло, а в задний — гайка 9. При помощи этой гайки и винта 8 с маховиком 10 шпиндель может передвигаться вдоль оси. Шпонка 5 предохраняет шпиндель от поворота. Шпиндель зажимается рукояткой, которая имеет на конце правую и левую нарезки для зажимных сухарей. При убирании шпинделя полностью в заднюю бабку винт 8 своим торцом упирается в торец центра 6 и выталкивает его из корпуса шпинделя. Таким образом, в этой конструкции выбивание центра из конуса очень удобно.
У тяжелых станков шпиндель не имеет гайки, нарезка сделана непосредственно на шпинделе, а втулка маховика является гайкой. Из такого шпинделя выбить центр с торца невозможно. Поэтому обыкновенные центры для таких шпинделей не годятся; центры должны быть с нарезкой. На нарезку навертывается гайка, при помощи которой можно выпрессовывать центр, или на центрах делаются лыски, которые дают возможность ключом повернуть центр и тем самым освободить его из гнезда. Пользование простыми центрами у этих станков должно быть запрещено, так как они запрессовываются и выбить их можно только ударами кувалды или разогревом шпинделя паяльными лампами. Это приводит к порче конуса шпинделя.
При обработке пологих конусов необходимо смещать центр задней бабки в поперечном направлении. Для этой цели корпус задней бабки и основание связаны друг с другом поперечной шпонкой. Поперечное смещение корпуса бабки относительно основания производится винтами и гайкой.
Задняя бабка токарного станка 1к62. Сборочный чертеж

Задняя бабка токарного станка 16к20. Сборочный чертеж


Ремонт и восстановление задней бабки токарного станка
При ремонте задней бабки восстанавливают точность сопряжения поверхностей мостика со станиной и корпусом, точность отверстия корпуса и высоту центров передней и задней бабок, ремонтируют или изготовляют вновь пиноль, винт подачи и другие детали.
Наиболее трудоемкими являются операции по восстановлению точности отверстия в корпусе под пиноль и восстановлению высоты центров.
Отверстие под пиноль в корпусе ремонтируют притирами, растачиванием с последующей доводкой и с помощью акрилопластов.
Притирами обычно ремонтируют малоизношенные отверстия. При этом высоту центров восстанавливают постановкой на направляющие компенсационных накладок и изготовляют новую пиноль.
При ремонте растачиванием одновременно восстанавливают высоту центров. После расточки отверстие обычно доводят притирами, а пиноль изготовляют большего диаметра.
Акрилопластами восстанавливают как точность посадки пиноли, так и высоту центров. При этом пиноль не изготовляют, а ремонтируют.
Этот способ ремонта наиболее эффективный, так как он требует затрат времени и средств в 3—5 раз меньших, чем в первых двух способах.
Рассматриваемые ниже два варианта ремонта задней бабки наглядно подтверждают выгодность ремонта с применением акрилопластов, в частности стиракрила марки ТШ.

Ремонт корпуса и мостика задней бабки без применения акрилопласта
Последовательность ремонта следующая:
- Шабрят поверхность 9 корпуса (рис. 60). Количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм
- Фрезеруют поверхность 10 мостика 8 и устанавливают накладку на клею или на винтах. При плотном сопряжении выступа мостика с пазом корпуса эту операцию не производят
- Шабрят сопрягаемые с корпусом поверхности мостика (по корпусу). Количество пятен при проверке на краску — не менее 10 на площади 25 X 25 мм. Выступ мостика должен плотно входить в паз корпуса (без люфта)
- Шабрят поверхности мостика по направляющим станины. Количество отпечатков краски — 10—15 на площади 25 X 25 мм. Одновременно при шабрении добиваются горизонтальности поверхности, сопрягаемой с корпусом, с точностью 0,05 мм на 1000 мм длины. Проверку ведут по уровню, устанавливаемому на поверхности 9 вдоль и поперек направляющих станины. Станину устанавливают и выверяют по уровню, при этом плоскость для крепления коробки подач должна располагаться строго вертикально.
- Скрепляют мостик с корпусом
- Закрепляют бортштангу в шпинделе передней бабки станка. Ось бортштанги в месте крепления резца должна быть выше нормального положения оси шпинделя на 0,05 мм, для чего: измерительный стержень индикатора, закрепленный на суппорте станка, подводят к верхней образующей бортштанги (у места крепления резца) и фиксируют это положение; ослабляют передние болты крепления передней бабки (ось шпинделя уже выверена параллельно направляющим станины), с помощью рычага несколько приподнимают переднюю часть, под передние концы направляющих подкладывают фольгу толщиной 0,02—0,05 мм и закрепляют бабку на станине; подводят индикатор к верхней образующей бортштанги и замечают новое ее положение, при котором ось бортштанги должна быть расположена выше оси шпинделя на 0,05 мм.
- Устанавливают заднюю бабку впереди каретки суппорта и накладывают груз для жесткости
- Растачивают отверстие для пиноли в корпусе задней бабки (за 2—3 прохода), скорость вращения шпинделя 250 об/мин; подача 0,1 мм/мин. При этом чистота поверхности должна быть не ниже V5, конусность — не более 0,02 мм, овальность — не более 0,01 мм.
- Шлифуют отверстие в корпусе с помощью разжимной оправки, закрепленной в шпинделе, и наждачной бумаги. Скорость вращения шпинделя 500—800 об/мин, подача 10—15 м/мин. Чистота поверхности V7, конусность — не более 0,02 мм, овальность — не более 0,01 мм
- Производят доводку отверстия в корпусе с помощью чугунного притира. Скорость вращения шпинделя 200—300 об/мин, подача — 5—8 м/мин. При этом достигается чистота поверхности V 8, конусность должна быть не более 0,01 мм, овальность — не более 0,005 мм.
- Удаляют фольгу из-под направляющих передней бабки и закрепляют переднюю бабку на станине. Собирают заднюю бабку с вновь изготовленной и пригнанной по месту пинолью. Движение пиноли должно быть плавным, без люфтов. Зажим должен обеспечить надежное крепление пиноли.
- Проверяют положение пиноли по отношению к направляющим станины и совпадение центров передней и задней бабок, согласно техническим условиям по ГОСТу 42—56.
Рассмотренный технологический процесс задней бабки широко применяется на многих заводах, несмотря на значительную его трудоемкость.
Восстановление задней бабки акрилопластом
Восстановление задней бабки акрилопластом весьма прост и эффективен, так как отпадают операции по точной расточке и доводке отверстия корпуса и создается возможность сохранения старой пиноли. Ремонт мостика производят так же, как при ремонте без акрилопласта.
Технологический процесс восстановления отверстия корпуса задней бабки включает следующие операции:
- Отверстие под пиноль в корпусе 4 задней бабки (рис. 60) растачивают на расточном или токарном станке, при этом снимают слой металла, равный 2—3 мм. Чистота обработки должна соответствовать V 1, конусность и овальность допускаются не более 0,5 мм.
- В шпинделе 2 передней бабки 1 станка, ось которого выверена на параллельность направляющим станины, устанавливают пустотелую оправку с пробкой 7. Наружный диаметр цилиндрической части оправки соответствует наружному диаметру отремонтированной пиноли и имеет размер на 0,01 мм больший, чем пиноль.
Оправку устанавливают эксцентрично по отношению к оси шпинделя на 0,07—0,08 мм. Для этого в конусное отверстие шпинделя до установки оправки закладывают прокладку формы усеченного конуса толщиной 0,07—0,08 мм. Материалом для прокладки служит бумага или фольга. Форма прокладки (усеченный конус) обеспечивает равномерное биение на обоих концах оправки. - Вращением шпинделя 2 проверяют биение оправки, которое должно быть не более 0,15—0,18 мм, и устанавливают шпиндель так, чтобы образующая оправки с наибольшим плюсовым отклонением располагалась над осью шпинделя. Такое расположение оправки обеспечивает установление разности высоты центров передней и задней бабки (0,05—0,07 мм) в соответствии с требованиями технических условий.
- В корпусе задней бабки 4 над отверстием для пиноли сверлят три отверстия диаметром 6—8 мм; отверстия располагают по середине и по краям корпуса
- Обезжиривают расточенное отверстие корпуса и просушивают в течение 15—20 мин до полного испарения растворителя
- На оправку наносят тонкий равномерный слой мыла, устанавливают корпус задней бабки и закрепляют его болтами на станине
- Отверстие под пиноль (пространство между оправкой и корпусом бабки) герметизируют кольцами и пластилином 6; так же герметизируют отверстия устройств крепления пиноли, а над тремя просверленными отверстиями устанавливают из пластилина три воронки 3 и 5.
- Приготовляют раствор акрилопласта и заливают в среднюю воронку. Заливку завершают, когда масса стиракрила частично заполнит крайние воронки
- Залитую заднюю бабку выдерживают на месте не менее 2 ч при температуре 18—20° С
- Сдвигают заднюю бабку, защищают корпус от пластилина и приливов пластика, делают смазочные канавки, сверлят отверстия, долбят шпоночный паз и производят сборку задней бабки

Ремонт пиноли задней бабки
Этот процесс включает операции по шлифованию наружного диаметра и восстановлению конусного отверстия путем установки компенсационной втулки.
Компенсационная втулка (рис. 61, а) имеет цилиндрическую форму снаружи и конус внутри. Втулку часто изготовляют из цементируемой стали, при этом конус закаливают до HRC 58—60. Толщина стенки втулки около наибольшего диаметра конуса принимается от 2 мм и более (в зависимости от диаметра пиноли).
Наружный диаметр втулки изготовляют по расточенному отверстию пиноли с зазором 0,05 мм, чистота обработанной поверхности V5—V6.
Втулку на клее устанавливают в пиноль и после затвердения (через 24 ч) шлифуют конусное отверстие.
Для примера приведем технологию восстановления пиноли задней бабки токарно-винторезного станка модели 1Е61, которая состоит из двух этапов:
- изготовление компенсационной втулки (рис. 61, а)
- ремонт пиноли (рис. 61, б)
- Вытачивают втулку с технологическими припусками, конус Морзе № 3, под шлифовку натяг 7—8 мм, не считая припуска 5 мм. Цементируют на глубину 0,8—1,2 мм. Снимают технологические припуски, оставив по 1 мм на сторону. Калят, HRC 58—62. Протачивают наружный диаметр и торцы по чертежу (выверяют на оправке от конуса).
- Растачивают отверстие в пиноли Ø30А на длине 90 мм (выверяют на биение с точностью 0,05 мм, чистота обработки V 5). Устанавливают втулку на эпоксидном клее и выдерживают 24 ч при температуре 18—20° С. Вставляют пробки с двух сторон, зацентровывают с точностью до 0,02 мм, протачивают пиноль по верху в размер и подрезают передний торец, снимают фаски. Шлифуют наружный диаметр в размер. Фрезеруют смазочную канавку по эскизу. Гравируют цифры по эскизу. Снимают пробки. Затем выверяют пиноль с точностью 0,01 мм, шлифуют конус Морзе № 3 по пробке и передний торец как чисто.
У отремонтированной по такой технологии пиноли повышена износостойкость конусного отверстия, а стоимость ремонта значительно ниже стоимости изготовления новой пиноли.
Ремонт мостика задней бабки токарно-винторезного станка 1к62
Расточка задней бабки токарно-винторезного станка
Притирка задней бабки токарно-винторезного станка
Юстировка задней бабки токарного станка
- Борисов Г. С. и Сахаров В. Л. Краткий справочник цехового механика. М., изд-во «Машиностроение», 1966.
- Гельберг Б. Т. Заводский опыт модернизации станков. Лениздат,1960.
- Гельберг Б. Т. и Пекелис Г. Д. Вопросы технологии и организации ремонта оборудования. М., Профтехиздат, 1960.
- Гельберг Б. Т. и Пекелис Г. Д. Ремонт промышленного оборудования. М., изд-во «Высшая школа», 1967.
- Единая система планово-предупредительного ремонта и рациональная эксплуатация технологического оборудования машиностроительных предприятий. М., изд-во «Машиностроение», 1967.
- Клягин В. Н. Технические условия на ремонт металлорежущих станков нормальной точности. М., изд-во «Машиностроение», 1967.
- Пекелис Г. Д. и Минкин А. С. Ремонт металлорежущих станков.Лениздат, 1962.
- Пекелис Г. Д. и Гельберг Б. Т. Восстановление и упрочнениедеталей технологического оборудования. М., изд-во «Машиностроение», 1964.
- Пекелис Г. Д. и Гельберг Б. Т. Механизация слесарно-ремонтных работ. М.—Л., изд-во «Машиностроение», 1967.
- Пекелис Г. Д. и Гельберг Б. Т. Ремонт металлорежущих станков и кузнечно-прессового оборудования по типовым технологическим процессам. М., изд-во «Машиностроение», 1967.
- Пекелис Г. Д., Гельберг Б. Т. и Гордин Ю. Н. Централизация и специализация ремонта оборудования в производственном объединении,ЛДНТП, 1967.
- Проников А. С. Расчет и конструирование металлорежущих станков. М., изд-во «Высшая школа», 1967.
- Шейнгольд Е. М., Нечаев Л. Н. Технология ремонта и монтажа промышленного оборудования. М.—Л., изд-во «Машиностроение», 1966.
- Щебров В. М. Ремонт машин и механизмов. М., изд-во «Высшая школа», 1964.
- Якобсон М. О. Технология станкостроения. М., изд-во «Машиностроение», 1968.
Полезные ссылки по теме
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.