- Функции
- Классификация снабжения, применяемого для монтажа угла
- Виды деления
- План простого деления
- Виды головок
- Обычная
- Многофункциональная
- Зрительная
- Преимущества
- Алгоритм конфигурации и применения самодельной делительной головки для фрезерного станка
- Предназначение оснастки
- Можно ли сделать своими руками?
- Классификация
- Технические характеристики
- Почему делают своими руками?
Делительная фреза – это добавочное снабжение, увеличивающее возможности станка при обращении с металлом. Во-первых, она используется для создания разных инструментов. Используют ее, при деятельности с деталями автомобилей — звезды, зубчатые колеса.
Применение данного агрегата даёт возможность нарезать пазы на обособленных плоскостях, обделывать края, создавать грани у метизов, и прочие техоперации. При исполнении деятельности на фрезерном станке применяется вертикальная фреза с аналогичным размещением шпинделя.
Функции
Делительная голова, создаваемая для устройства – агрегат горизонтального вида, может применяться для расточно-координатных агрегатов. Цель этого агрегата в циклическом вращении детали. Возможно описать следующие моменты:
- Вращение совершается на одинаковый или неодинаковый угол. Этот показатель ставится с большой точностью.
- Применяется делительная голова для резки зубьев, порезки канавок, многоугольников и прочих объектов.
- Применять данный элемент возможно, чтобы значительно сделать больше функции станка. Без специализированного инструмента невозможно произвести деление с большой точностью.
- Фиксирование заготовок производится в патроне. Когда длина довольно большая, то фиксирование производится применением задней бабы. Необходимо принять во внимание корректное позиционирование заготовки с небольшой вероятностью погрешности от изначальной нормы. Данный агрегат применяется в течение следующих лет.
Классификация снабжения, применяемого для монтажа угла
Процесс может состояться при применении приведенных ниже видов устройства:
- универсальные способы выполнения;
- упрощенные конструкции;
- оптический вид, который применяется для исполнения особенно точной деятельности.
Виды деления
Деление с помощью фрезы производится различными способами, среди которых заметим:
- Непосредственное производится без использования промежуточного устройства. Для этого применяется агрегат с обычным оптическим делением.
- Пользуются простым достаточно часто, при нём применяется иммобилизированный диск. Данный способ нарезки производится применяя УДГ, что увеличивает сферу использования.
- Комбинированное производится с применением головки.
- Дифференциальный способ производится на обычных делительных головах, у которых добавочный комплекс заменных колес.
- Дискретный способ воплощается оптическими и универсальными головами, у которых связь кинематического свойства меж рукояткой и шпинделем продольной подачи станка.
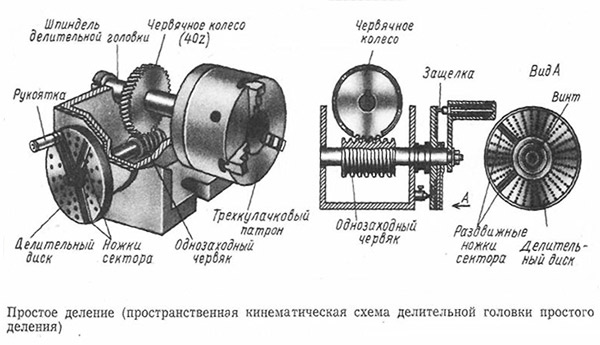
План простого деления
Эти методы в отношении устройства, на котором создаётся обсуждаемое снабжение.

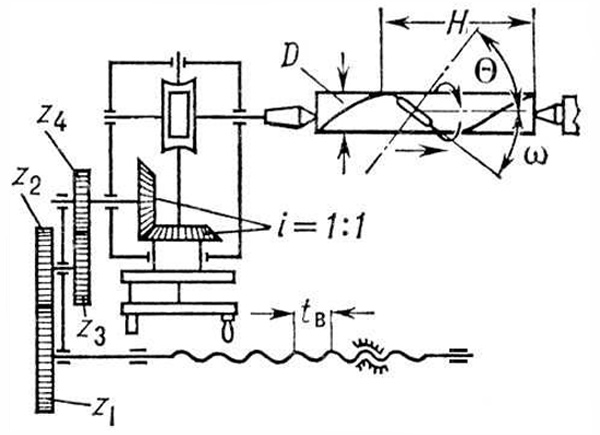
План на нарезку винтовых канавок:
Виды головок
Как добавочные агрегаты, для деятельности с элементами, фрезу поставят на станке какого-либо вида (горизонтальный, вертикальный, обычный).
Делят их на такие типы:
- Обычная.
- Многофункциональная.
- Зрительная.
Обычная
Обычная применяется в ситуации, если появляется потребность деления окружности, вокруг неё крутится обрабатываемая особенность. У этих агрегатов имеется диск с разметкой (лимб), фиксируемый на шпинделе непосредственно головки и есть деления шлицов или отверстия числом 12, 24, 30, для фиксирования защёлки.
Диски, где 12 отверстий дают возможность поделить одно вращение детали около собственной оси на 2,3,4,6,12 равных элементов. Имеющиеся 24 метки дают возможность выполнить аналогичное деление — 2,3,4,6,12,24 элемента. Диск, который имеет 30 отверстий, разделяет оборот детали на 2,3,5,6,15,30 элементов.
Сделанные собственноручно, под некоторые потребности в деятельности, у дисков прочие характеристики по свойствам деления, включая и на неодинаковые части.
В обычной головке шпиндель оборачивается при помощи червячного механизма. Червячное колесо, насаженное на шпиндель, исполняет задачу диска деления с 3 частями. При обороте ручки, расположенной на едином валу с червяком, изменяется позиция шпинделя.
Применение червячной передачи даёт возможность для постепенных оборотов, при нём цель попасть в маленькое отверстие гораздо упрощается.
Многофункциональная
Используется, если нужно поставить обрабатываемую деталь под заданным углом в отношении плоскости стола. В то же время можно поворачивать деталь на необходимый угол около её оси оборотов. Пример применения в деятельности с деталями: порезка винтовых канавок на шаблоне формы.
Многофункциональная голова даёт способность исполнять деятельность с металлом. Выходят такие изделия:
- прямоугольник;
- равносторонний многоугольник;
- зубья, циклически размещённые по кругу;
- прочие формы (зависимо от меток на лимбе).
- на станке с применением УДГ возможно также исполнять такие задачи:
- вращение детали около своей оси на фиксированный поворот;
- непрерывный оборот части при порезке зубьев;
- поворот время от времени заготовки на конкретные доли окружности.
Зрительная
УДГ имеют собственную маркировку, по которой возможно узнать их главные рабочие характеристики.
Все вышеперечисленные средства с ценой деления на лимбе 15 градусов. Большинство характеристик одинаковые, так как применение этих агрегатов рассчитывается на обычные агрегаты. Различие, главным образом, по размерам деталей, которые обрабатываются — чем они крупнее, тем крупнее и увесистее агрегат.
Применяется еще один вид маркировки. Например — УДГ 40 Д250 значит, что делительная голова универсальна, для целого вращения шпинделя необходимо совершить поворот ручки 40 раз, самый большой радиус детали, обрабатываемая, не должна быть больше 0,25 м.
Эти агрегаты используются для исполнения особенно точных действий, и в определённых ситуациях, для корректности исполненного делёжа на стороннем агрегате.
Собственным типом, визуальная ДГ, почти не различается от обыкновенного механического. Кроме небольшого момента, стекла, укрепленного на шпинделе.
Сверху головы есть окуляр микроскопа, в систему вставлена иммобилизированное градуирование. Формулировка 1′, а суммарное число элементов — 60. Деления возможно просмотреть четко в такой степени, что выделить часть в четверть минуты также не трудно.
Преимущества
Благодаря делительной головке, при деятельности по желез на фрезе, используют такие добавочные способности:
- Намного увеличить ассортимент действий.
- Обделывать деталь, помещённую в комфортной или необходимой позиции в отношении поверхности стола: по вертикали и по горизонтально.
- Облегчить деятельность с частями металла разных габаритов.
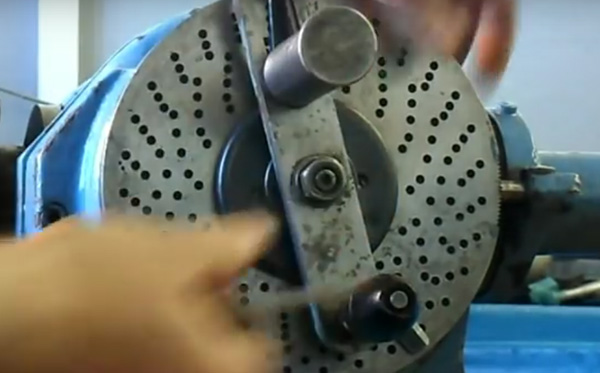
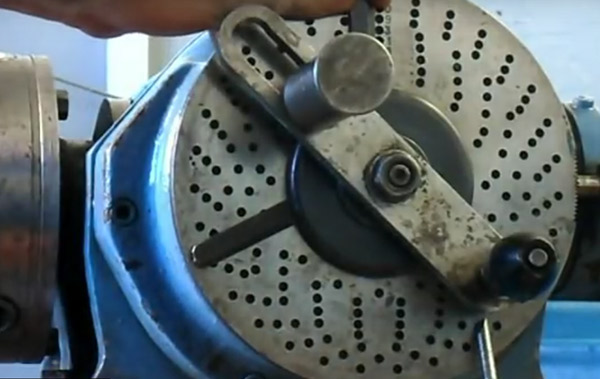
Видео: пример использования универсальной делительной головки.
Алгоритм конфигурации и применения самодельной делительной головки для фрезерного станка
Исполняемые переходы связаны с видом агрегата и свойствами, устанавливают зависимо от градуирования. К примеру, для узлов 7/8 уровня применяются нормы ГОСТ1758, а для узлов 9 уровня – ГОСТ1643.
Если же речь идёт о самодельных аппаратах, основная конфигурация головы в расчёте угла части поделённого круга. За основу подсчёта берут радиус круга и число частей, на которые его нужно поделить. Настройку производят так:
- делят целый диаметр круга на нужное число частей;

- рассчитывают синус угла, вышедшего в итоге подсчёта;

- вращают диск агрегата на это значение;
- иммобилизируют корпус ручкой и ставят инструмент в рабочее положение.
Формула для подсчёта необходимого угла обыкновенно имеется в руководстве изготовителя. Затем элемент, который будут фрезеровать, располагают на оправе, и подавая его в продольной плоскости, делают необходимое действие.
Размер подачи связан с типом обработки: к примеру, для образования зуба он равняется дистанции меж соседними зубьями. Для увеличения эффективности, после этого процесса совершается убыстрённое возвращение поверхности с деталью в начальную позицию. Фиксация по отверстию, подобранному в мерительном диске, исполняется благодаря пружинам.
Приспособления для токарных станков позволяют облегчить некоторые работы и расширить функциональные возможности серийных станков. Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Самодельные приспособления для токарных станков.
Фрезерная приставка к токарному станку .
Начнём пожалуй с самого нужного и полезного приспособления, которое поможет превратить обычный токарный станок в фрезерный и существенно расширить возможности любого мастера. Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта простая, но надёжная конструкция фрезерной приставки была разработана ещё в советские годы и опубликована в журнале «Моделист конструктор». И с помощью этой приставки можно выполнять на токарном станке фрезерование плоскостей, обработку различных деталей по контуру, производить выборку различных канавок и пазов.
Да и вообще можно осуществлять обработку концевыми и торцовыми фрезами любых поверхностей деталей, за счёт того, что каретка и суппорт станка перемещается по трём координатам, каретка перемещается в вертикальной плоскости, а кронштейн приставки перемещается в горизонтальной плоскости.
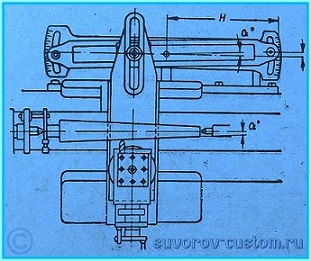
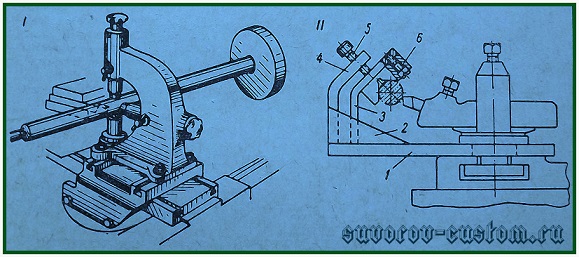
 Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи. А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи. А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
Резцедержатель можно использовать для закрепления в нём уже не резца, а какой то плоской детали, подлежащей фрезерованию. А можно снять резцедержатель и использовать вместо него какие то самодельные тисочки, если обрабатываемая деталь более объёмная.
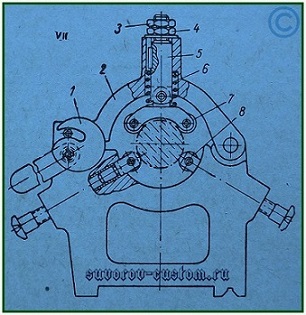
Так же вместо резцедержателя можно закрепить на штатной шпильке не тиски, а патрон от маленького токарного станка, если фрезеруемая деталь цилиндрическая, а не плоская. Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
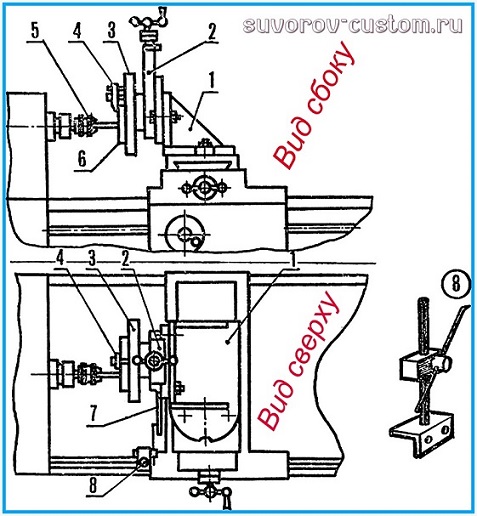 Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Кронштейн приставки вырезается болгаркой из обычной листовой стали толщиной 8 мм и затем его передняя стенка 1, боковые стенки 2 и основание 3 свариваются между собой электросваркой. При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
Когда кронштейн будет сварен, в нём с помощью свёрл и шарошек делаем центральное отверстие и отверстия для крепления кронштейна к суппорту станка, с помощью штатных шпилек и гаек М8. Для центровки кронштейна на суппорте станка служит направляющая шайба 4, которая приваривается к нижней пластине и хорошо видна на верхнем чертеже.
Благодаря полукруглым пазам в передней стенке 1 кронштейна, которые сделаны на 30º в каждую сторону, можно будет прокручивать в вертикальной плоскости закреплённую каретку и деталь на эти же 30º в разные стороны, что расширяет возможности обработки фрезой детали под разными углами.
А благодаря штатным пазам в суппорте, всю приставку можно будет разворачивать и в горизонтальной плоскости, используя штатную шкалу в градусах на суппорте. В общем прокрутить и зажать обрабатываемую деталь можно будет в обоих плоскостях, и перемещать при обработке тоже как в вертикальной, так и в горизонтальной плоскости.
Фреза для обработки детали закрепляется в штатном патроне токарного станка, а если фреза имеет конусный хвостовик, соответствующий конусу Морзе в шпинделе вашего станка, то можно снять патрон и закрепить фрезу непосредственно в шпинделе станка.
А чтобы сделать точным слежение за перемещением фрезы, не помешает изготовить планшет держатель чертежей 7, по которому будет скользить следящая указка 8, закрепляемая на суппорте станка и которая показана на рисунке.
Изготовив такое не сложное приспособление, вы существенно расширите функциональные возможности вашего токарного станка.
Фрезерная приставка для обработки кругляка (цилиндрических заготовок).
Ну а если Вам нужно к примеру из кругляка сделать квадрат, или шестигранник, ну или на каком то валу нарезать шпоночный паз, то для этих операций можно изготовить более простую фрезерную приставку, на основе токарного патрона и кое каких железяк. Как я её изготавливал из гаражного хлама и как она работает желающие могут посмотреть в видеоролике чуть ниже, или у меня на канале ютуба suvorov-custom. Всем приятного просмотра.
Приспособление для плавного перемещения задней бабки.
Это не сложное устройство даёт возможность перемещать заднюю бабку плавно и с минимальными затратами. И понадобится такое устройство например для сверления очень глубоких отверстий, ведь перемещение пиноли на небольших станках всего 50 — 60 мм. А если токарный станок достаточно большой, то тяжёлую заднюю бабку можно будет перемещать не затрачивая усилий.
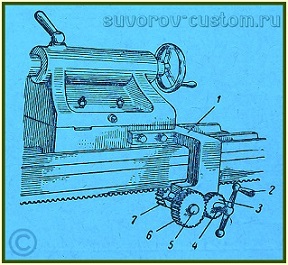 Для начала в плите задней бабки сбоку сверлим пару отверстий и нарезаем в них метчиком резьбу М 10 или М12. Далее в помощью этих отверстий к плите задней бабки крепим болтами самодельный угловой кронштейн 1 (см. рисунок) в котором вращаются валики 4 и 5. На валик 4 насажено ведущее зубчатое колесо 3 и приводная рукоятка 2.
Для начала в плите задней бабки сбоку сверлим пару отверстий и нарезаем в них метчиком резьбу М 10 или М12. Далее в помощью этих отверстий к плите задней бабки крепим болтами самодельный угловой кронштейн 1 (см. рисунок) в котором вращаются валики 4 и 5. На валик 4 насажено ведущее зубчатое колесо 3 и приводная рукоятка 2.
А на валике 5 насажены ведомые зубчатые колёса 6 и колесо 7 меньшего диаметра, которое обкатывается по штатной зубчатой рейке станины станка и тем самым приводит в движение заднюю бабку станка. При желании ещё можно изготовить из жести или листового пластика небольшой кожух, который будет закрывать от пыли шестерни, которые желательно смазать.
Приспособление для закрепления свёрл на суппорте станка .
Это приспособление для токарного станка будет так же полезно, если требуется сверлить достаточно глубокие отверстия длинными свёрлами. К тому же оно позволит довольно быстро периодически вынимать сверло из отверстия, для удаления стружки и смазки сверла.
Ведь скорость перемещения пиноли задней бабки очень маленькая, а скорость продольного перемещения (механической подачи) суппорта значительно выше. И это приспособление позволит повысить производительность работ по сверлению деталей, особенно если их много и если глубина отверстий значительная.
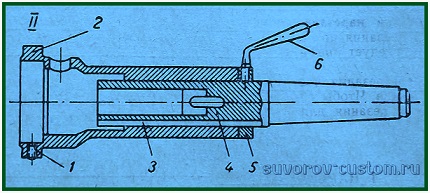
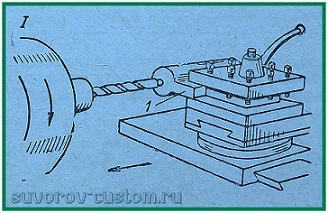 Основа приспособления — это держатель сверла 1 (см. рисунок), который закрепляется в резцедержателе станка. В держателе имеется коническое отверстие для закрепления конического хвостовика сверлильного патрона или сверла с коническим хвостовиком.
Основа приспособления — это держатель сверла 1 (см. рисунок), который закрепляется в резцедержателе станка. В держателе имеется коническое отверстие для закрепления конического хвостовика сверлильного патрона или сверла с коническим хвостовиком.
Разумеется ось конического отверстия держателя для сверла (или патрона) должна совпадать с осью шпинделя передней бабки токарного станка. Это же следует учитывать при закреплении держателя сверла в резцедержателе станка. Так как при малейшей несоосности возможно понижение качества сверления, разбивание стенок отверстия и даже поломка сверла.
Подача при сверлении отверстий в деталях осуществляется продольным перемещением салазок суппорта. И преимущество этого приспособления, как было сказано выше — это более высокая скорость перемещения режущего инструмента, особенно когда приходится сверлить глубокие отверстия и приходится часто вынимать сверло для удаления стружки.
При изготовлении такого держателя сверла, не обязательно делать его тело цилиндрическим как на рисунке, можно изготовить тело и в форме бруска и гораздо проще изготовить его на фрезерном станке. Но можно изготовить и цилиндрическое тело на токарном станке, а потом приварить к нему сбоку пластину, толщиной 10 — 15 мм, за которую и будет зажиматься приспособление в резцедержателе токарного станка.
Плашкодержатель усовершенствованной конструкции .
При нарезании резьбы плашками, которые устанавливаются в обычных плашкодержателях, нарезанная резьба часто получается плохого качества из-за перекоса режущего инструмента. Чтобы этого избежать, приходится вначале нарезки резьбы всегда подпирать обычный плашкодердатель пинолью задней бабки.
Однако гораздо быстрее и удобнее работать при нарезании резьбы с помощью усовершенствованного плашкодержателя, который можно изготовить самостоятельно на том же токарном станке. На рисунке слева показана одна из конструкций такого плашкодержателя.
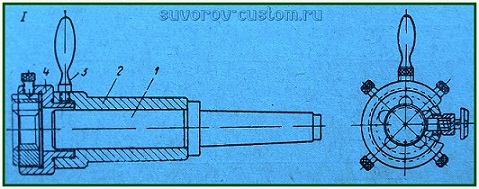 Оправка 1 своим конусным хвостовиком вставляется в конусное отверстие пиноли задней бабки. На оправке свободно (но с минимальным зазором) насажен стакан 2 и сменная втулка 4, в которой закрепляется винтом плашка. Задняя бабка с инструментом подводится к вращающейся заготовке. Далее перемещение инструмента осуществляется перемещением пиноли.
Оправка 1 своим конусным хвостовиком вставляется в конусное отверстие пиноли задней бабки. На оправке свободно (но с минимальным зазором) насажен стакан 2 и сменная втулка 4, в которой закрепляется винтом плашка. Задняя бабка с инструментом подводится к вращающейся заготовке. Далее перемещение инструмента осуществляется перемещением пиноли.
При соприкосновении с деталью стакан 2 удерживается от вращения за ручку 3, на которую кстати можно надеть трубку и упереть её в станину станка. Стакан 2 свободно перемещается по оправке 1 во время нарезки резьбы. По окончании нарезания резьбы, вращение шпинделя станка переключается реверсом и инструмент отходит от детали.
У кого станок не имеет маленьких оборотов, то лучше всего нарезать резьбу вращая шпиндель станка вручную, за патрон или с помощью специальной рукоятки, которая вставляется с обратной стороны шпинделя.
Приспособление для одовременного сверления и нарезания резьбы .
Приспособление для токарного станка, которое позволяет одновременно сверлить отверстие и нарезать наружную резьбу за одну установку инструмента показано на рисунке чуть ниже.
 Оправка 4 этого приспособления тоже вставляется в пиноль задней бабки токарного станка. В передней части оправки сделано гнездо для закрепления сверла. А наружная подвижная оправка 2 надевается на оправку 4 и перемещается по ней в осевом направлении. От проворота её удерживает шпонка 3.
Оправка 4 этого приспособления тоже вставляется в пиноль задней бабки токарного станка. В передней части оправки сделано гнездо для закрепления сверла. А наружная подвижная оправка 2 надевается на оправку 4 и перемещается по ней в осевом направлении. От проворота её удерживает шпонка 3.
В передней части наружной оправки имеется отверстие для сменной втулки с плашкой и имеется винт 1 фиксирующий их. После того, как внутренняя оправка вставлена в пиноль задней бабки, на оправку надевают кольцо 5 с ручкой 6, наружную оправку 2 и вставляют сверло и плашку.
В конце сверления, не выводя сверла из отверстия, производим переключение чисел оборотов шпинделя на число, которое соответствует нарезанию резьбы. Наружная оправка подаётся рукой справа налево. При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
Ещё одно простейшее, но полезное самодельное приспособление-переходник описано вот в этой статье и оно поможет закрепить более толстый резец, который не лезет в штатный резцедержатель токарного станка.
Ну и в заключении о самодельных приспособлениях для токарных станков я публикую чуть ниже ещё одно видео с моего канала suvorov-custom, в котором я показываю ещё одно простейшее, но очень полезное приспособление, с помощью которого можно очень быстро отцентровать заготовку и далее окончательно зажать её ровно в патроне токарного станка.
Заводские приспособления для токарных станков.
Заводских приспособлений достаточно много, но я опишу наиболее распространённые и полезные.
Универсальная конусная линейка .
 Она служит для обработки конических поверхностей на токарном станке. Линейка устанавливается параллельно образующей конической поверхности, а верхняя часть суппорта токарного станка разворачивается на 90 градусов.
Она служит для обработки конических поверхностей на токарном станке. Линейка устанавливается параллельно образующей конической поверхности, а верхняя часть суппорта токарного станка разворачивается на 90 градусов.
Отсчёт угла поворота конусной линейки производится по делениям (миллиметровым или угловым), нанесённым на шкале. Угол поворота линейки должен быть равен углу уклона конуса.
А если шкала линейки имеет не градусные деления, а миллиметровые, то величина поворота линейки определяется по одной из формул, опубликованных ниже:
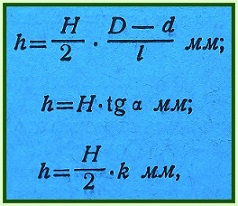
Где h — это число миллиметровых делений шкалы конусной линейки,
а Н — это расстояние от оси вращения линейки до её торца, на котором ненесена шкала. Буква D — это наибольший диаметр конуса, буква d — это наименьший диаметр конуса, буква L — длина конуса, буква α — это угол уклона конуса, а буква R — конусность.
Неподвижные и подвижные люнеты .
Предназначены для обработки нежёстких (тонких) валов. Неподвижный люнет, показанный на рисунке, состоит из чугунного корпуса 1 , с которым посредством болта 4 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму, соответствующую направляющим станины, на которых он закрепляется посредством планки 2 и болта 3.
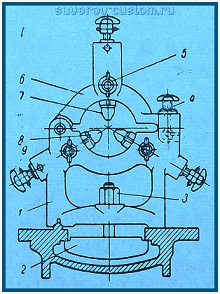
В корпусе при помощи регулировочных болтов 9 перемещаются два кулачка 8, а в крышке — один кулачок 7. Для закрепления кулачков в требуемом положении служат винты 5. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Но гораздо эффективней модернизированный люнет (cм. рисунок ниже), в котором нижние жёсткие кулачки заменены шарикоподшипниками 8. Их настраивают по диаметру обрабатываемой поверхности с помощью контрольного вала, располагаемого в центре , или же по самой детали.
 После этого опускают крышку 2 люнета и, регулируя гайкой 4 положение стержня 5, устанавливают крышку так, чтобы зазор между основанием люнета и крышкой был равен 3-5 мм. Это положение стержня 5 фиксируется контргайкой 3.
После этого опускают крышку 2 люнета и, регулируя гайкой 4 положение стержня 5, устанавливают крышку так, чтобы зазор между основанием люнета и крышкой был равен 3-5 мм. Это положение стержня 5 фиксируется контргайкой 3.
Затем при помощи эксцентрика 1 крышку прижимают к основанию люнета, при этом под действием пружины 6 верхние шарикоподшипники 7 с силой прижимают обрабатываемую деталь. Биение детали воспринимается не шарикоподшипниками, а пружиной 6, которая служит амортизатором.
Подвижные люнеты. В отличии от неподвижных люнетов ,которые закрепляются на управляющих станках, имеются ещё и подвижные люнеты (см. рисунок ниже), которые закрепляются на каретке суппорта.
 Так как подвижный люнет закрепляется на каретке суппорта , он вместе с ней перемещается вдоль обтачиваемой детали, следуя за резцом. Таким образом, он поддерживает деталь непосредственно в месте приложения усилия и предохраняет её от прогибов.
Так как подвижный люнет закрепляется на каретке суппорта , он вместе с ней перемещается вдоль обтачиваемой детали, следуя за резцом. Таким образом, он поддерживает деталь непосредственно в месте приложения усилия и предохраняет её от прогибов.
Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет два или три кулачка. Их выдвигают и закрепляют так же, как и кулачки неподвижного люнета.
Чтобы трение было не слишком большим , кулачки следует хорошо смазывать. Для уменьшения трения наконечники кулачков делают чугунными, бронзовыми или латунными. А ещё лучше вместо кулачков использовать ролики из подшипников.
А в заключении желающие могут посмотреть в видеоролике чуть ниже, как я спас от металлолома станок особо высокой точности 16Б05А.
А ещё чуть ниже я опубликовал видео о самодельном делительном приспособлении для моего токарного станка ТВ 4, которое я изготовил всего за пару часов.
Ну и ещё ниже показано и рассказано о восстановлении моего станка ТВ — 4.
Вот вроде бы и всё. Конечно же здесь были опубликованы далеко не все приспособления для токарных станков, но если в вашей мастерской появятся хотя бы опубликованные в этой статье приспособления, то возможности вашей мастерской существенно расширятся, творческих успехов всем.
Существенно повысить функциональность фрезерного станка можно при использовании специальной оснастки, которую называют делительной головкой. Она используется при производстве сложных деталей, так как позволяет проводить поворот заготовки на определенный градус, который устанавливается оператором станка. При покупке токарного или фрезерного станка можно рассчитывать на то, что в комплекте есть оснастка. В некоторых случаях можно сделать ее своими руками.

Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки. Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска. Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.
Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве. Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
- для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции. Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо;
- также понадобится токарный патрон и лимб. Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана;
- для того чтобы ограничить ход обработки устанавливается стопорящий винт.
Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Классификация
Существует определенная классификация системы смещения заготовки на определенный угол:
- Простые – довольно просто создать этот вариант исполнения, он прост в настройке и использовании. Основными элементами можно назвать шпиндель, на котором крепится заготовка, а вторым лимб, который имеет на поверхности несколько отверстий. Конструкция проста и надежна, но не может использоваться при получении сверхточных деталей.
- Комбинированные – управление выполняется с помощью рукоятки. Число нажатий оказывает то, что насколько заготовка отклоняется от центральной оси. Комбинированный вариант исполнения применяется при производстве сложного устройства.
- Универсальный – это устройство представляет сложный технологический комплекс, для управления которым используется рукоятка и делительный диск. Конструкция имеет несколько систем зубчатых колес. В некоторых случаях этот ДГ называют дифференциальным.
Вышеприведенные моменты следует учитывать при рассмотрении того, какое устройство можно использовать для обработки заготовок.
Технические характеристики
Самодельная делительная головка должна обладать определенными техническими характеристиками, среди которых отметим:
- максимальный диаметр или габаритные размеры заготовки. Этот параметр достаточно важен. Его следует учитывать при создании самодельной делительной головки. максимальный диаметр указывается для токарного оборудования, для фрезерного указывается ширина, длина и высота, то есть линейные размеры;
- соотношение червячной пары;
- диаметр сменного колеса;
- диаметр выходного шпинделя;
- диаметр используемого патрона;
- цена одного деления лимба. Лимб необходим для поворота заготовки на определенный градус. Цена деления указывает на точность работы оборудования;
- максимальная ширина шпонок. Фрезерное оборудование часто используется для создания шпонок на поверхности. Самодельная делительная головка нужна для образования нескольких шпонок;
- масса конструкции. Этот параметр определяет сложности использования конструкции.

Устройство делительной головки
Стоит учитывать, что самодельная делительная головка может обладать различной точностью.
Почему делают своими руками?
При рассмотрении самодельного варианта исполнения следует учесть нижеприведенные моменты:
- Устройство имеет малую стоимость благодаря использованию элементов б/у.
- Все работы можно выполнить самостоятельно без использования услуг квалифицированного специалиста.
- Надежность устройства может зависеть от многого. При выполнении работы следует контролировать качество сборки на каждом этапе
- Использовать самодельный вариант исполнения можно только при производстве малого количества деталей, точность которых меньше.
- Ремонтопригодность можно назвать достоинством устройства.
К недостаткам можно отнести то, что конструкция не позволяет получать детали высокого качество и точности размеров.
В заключение отметим, что стоимость промышленного варианта исполнения достаточно велика, но и служит он гораздо дольше, чем самодельная оснастка. Только при наличии определенного опыта можно провести создание самодельной делительной головки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.