- Пробивка отверстий и перфорация в чем разница
- Виды оборудования
- Ручной процесс
- Пробивание отверстий на комбинированных пресс — ножницах
- Пробивание отверстий на прессах
- Координатная пробивка металла
- Недостатки технологии
- Смещение отверстий
- Заусенцы
- Борозды
- Трещины
- Расчет необходимого усилия пробивки
- Примеры работ
- Штамповка деталей из листового металла
- Цена на пробивные работы
- Наше оснащение
- Характеристики координатно-пробивных прессов
- Штамповка металлических изделий на заказ
- Преимущества перфорации металла нашей компанией
Пробой отверстий и перфорация материала в виде листа или труб — это довольно востребованная операция. На сегодня существует несколько вариантов ее выполнения, которые отличаются друг от друга применяемым оборудованием, от которых зависит качество и параметры точности.
При изготовлении большого количества изделий, в том числе и декоративных металлических деталей. Довольно часто встречается потребность в таких операциях, как получение множества однотипных отверстий. Чаще всего их используют для крепления конструктивных элементов, но в ряде случаев их можно рассматривать как украшение.
Технолог, выбирая метод обработки детали, руководствуется требованиями нормативно — технической и конструкторской документации.
Так, при обработке листа металла толщиной от 0,5 до 4 мм оптимальным вариантом будет использование пробивки на специализированном оборудовании.
Пробивка отверстий и перфорация в чем разница
Кстати, довольно часто, пробивку листового металла именуют перфорацией. На самом деле этот процесс (пробивка отверстий) не более чем разновидность перфорации, которая включает в себя множество других способов.
Например, пробивка отверстий в профильном металле, например, трубе выполняют с помощью сверления или фрезерования. Кроме этого, для решения этой задачи применяют технический лазер, который позволяет получать отверстия в десятые доли миллиметра.
Виды оборудования
Оборудование, которое используют для получения отверстий можно разделить на «условно ручные», то есть те, которые нуждаются в постоянном присутствии оператора — станочника, и на автоматизированные, которые работают при минимальном участии человека. В качестве инструмента для пробивки отверстий в металле применяют различного вила пробойники, штампы и некоторые другие.
К первой группе относят оборудование, работающее от механического, гидравлического или другого вида привода. Вторые — это полностью автоматизированные станки, работающие под управлением ЧПУ, к примеру, координатно-просечные прессы или дыропробивной станок.
Ручной процесс
К ручным способам получения отверстий в металле можно отнести — сверление, пробивку. В качестве инструмента для пробивки отверстий в металле применяют сверла и соответствующее оборудование — сверлильные станки или ручные дрели. Для ручной пробивки инструмента применяют бородок и ударный инструмент (молоток, кувалда). Такой пробойник можно устанавливать на ручные прессы.

Сверление отверстий производят на сверлильных, фрезерных или токарных станках. В качестве рабочего инструмента применяют сверла. Для окончательного формования отверстия используют зенкера, цековки, развертки. С их помощью устраняют овалы, формируют фаски, повышают точность отверстия и чистоту поверхности.
Для пробивания отверстий в металле используют разные прессы — пневматические, гидравлические и пр. Усилия, развиваемые для эффективной работы штампа, состоящего из двух деталей (пуансона и матрицы), составляют от нескольких килограмм, до сотен, а то и тысяч тонн.
Пробивание отверстий на комбинированных пресс — ножницах
Нередко в производстве для получения отверстий применяют комбинированные пресс — ножницы.

Пробивание отверстий на комбинированных пресс — ножницах
Это устройство состоит из нескольких механизмов, которые позволяют обрабатывать металлический профиль, к примеру, уголок, резать полосы металла, осуществлять вырубку в форме прямо- или треугольников и, само собой, на этих ножницах устанавливают инструмент для пробивки отверстий в металле. Как правило, он состоит из пуансона и матрицы. Пуансон имеет диаметр пробиваемого отверстия. Матрица имеет в своем теле отверстие, соответствующее размеру пуансона. Через нее происходит удаление отходов вырубки.
Следует отметить, что вышеперечисленные способы получения отверстий не отличаются высокой производительности, особенно, в условиях крупносерийного или массового производства. Появление автоматизированного оборудования позволяет устранить эту проблему.
Пробивание отверстий на прессах
Использование оборудования, работающего под управлением системы ЧПУ привело к снижению трудоемкости производственных процессов, соответственно это положительно отражается на стоимости готового изделия.
Дело в том, что управляющая программа, которая вносится перед началом работы, содержит в себе точные данные относительно расположения отверстий на листе.

Пробивание отверстий на прессах
Например, револьверный пробивной станок оснащают барабаном, на котором установлены пуансоны (инструмент для пробивки отверстий в металле) обладающие разными размерами и формами. При работе, программа автоматически выбирает необходимый инструмент. Такое инженерное решение позволяет менять инструмент не, останавливая работу станка, и повышать скорость получения готового изделия. На оборудовании этого типа, возможно, получение до 1 500 отверстий в минуту.
Получение готового изделия состоит из нескольких операций. Первая заключается в укладке листа металла на рабочий стол. Для закрепления ее на нем применяют зажимы разного типа.
После того как установлен и закреплен оператор запускает управляющую программу. После этого начинается перемещение заготовки. По координатам, заданным в программе, в необходимой точке, происходит опускание прижимного устройства, фиксирующего лист в нужном месте. После прижима происходит удар, наносимый пробойником (пуансоном).
На инструментальном барабане может быть установлен поворотный инструмент, который существенно расширяет возможности станка и позволяет выполнять резку контуров сложных форм.
Пресс для пробивки отверстий в металле позволяют выполнять, кроме пробоя, следующие операции:
- пулевка — выдавливание, получение кромок разной направленности;
- формовка;
- неокончательная пробивка.
Координатная пробивка металла
Такой способ получения отверстий подразумевает то, что отверстия будут получены в определенном последовательности. Эта операция может быть использована при изготовлении как простых деталей, так и довольно сложных металлоконструкций. Такая обработка листового металла требует от оборудования и управляющей программы высокой точности, так как ошибки в настройке и программном коде могут привести к получению некондиционной продукции.

Координатная пробивка металла
Пробивка металла, как технологическая операция существует довольно давно, но в последние годы, благодаря появлению систем с числовым программным обеспечение, она существенно видоизменилась. Так, современное оборудование позволяет выполнять операции по пробою отверстий с точность их размещения до 0,05 мм. Координатно пробивное оборудование позволяет обрабатывать стали разных марок толщиной от 0,5 до 8 — 10 мм.
Координатная пробивка металлического листа используется при производстве деталей корпусов, крепежных комплектов и пр. Для получения набора отверстий применяют серию ударов пуансона по листу. Порядок пробоя заносится в управляющую компьютерную программу. Кстати, использование компьютерных программ и соответствующего инструмента для пробивки отверстий в металле гарантирует качество готовых изделий.
Применение координатно — пробойных прессов для пробивки отверстий в металле обеспечивает многократное повышение скорости производства и поэтому его применяют для крупносерийного и массового производства деталей из металлического листа.
Недостатки технологии
Надо помнить о том, что качество получаемой продукции напрямую зависит от нескольких факторов, среди них которых — качество инструмента, настройки оборудования, добротности программного обеспечения, применяемого для создания управляющей программы.

Координатная пробивка и ее недостатки
Но надо отметить, что в принципе, вне зависимости от способа получения группы отверстий, дефекты при ручной пробивке и автоматизированной одинаковы.
Смещение отверстий
Чаще всего при изготовлении группы отверстий можно встретить такой дефект, как смещение отверстий относительно друг друга или сторон листа. Этот дефект, может проявиться из-за ошибок в программе, неправильных настроек станка и пр.
Заусенцы
Этот дефект появляется вследствие того, что неправильно подобраны размеры пуансона и матрицы. Кроме того, заусенцы появляются в результате некачественной заточки инструмента.

Пуансоны и матрицы
Борозды
Нередки случаи появления бород на поверхности отверстия вдоль его оси. Они вызваны наличием дефектов поверхности пуансона.

Борозды при пробивке металла
Трещины
Образование трещин на кромках пробиваемых отверстий вызвано тем, что их диаметр близок по размеру к толщине листа.
Расчет необходимого усилия пробивки
Процесс вырубки металла характеризуется тем, что в ходе этого процесса появляется довольно сложная схема нагрузки, которая концентрируется в районе места взаимодействия пуансона, прорубаемого материала и матрицы.
Пуансон изготавливают таким образом, что он входит в материал не всем своим торцем, а только внешней кольцевой частью. Ответное воздействие возникает со стороны матрицы. Причем давление, возникающее в зоне взаимодействия этих трех компонентов, распределяется неравномерно.
Другими словами, в процессе вырубки возникает пара сил, которые формируют круговой изгибающий момент. Под его воздействием лист изгибается. В результате этого изгиба зарождается давление, которое оказывает воздействие на пуансон, и на кромку матрицы. Кроме этого, необходимо учитывать и то, что под действием сил трения появляются касательные усилия.
Как видно из выше сказанного, при пробивке возникает неоднородное силовое поле. Поэтому, при проведении расчетов применяют условную величину — сопротивление срезу.
В результате, проведенных исследований, сопротивление зависит не столько от свойств металла, но и от уровня наклепа, толщины вырубки, зазоров в паре пуансон/матрица и скорости процесса вырубки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
По следующим материалам:
- Черные стали;
- Нержавеющие стали;
- Алюминий и сплавы;
- Оцинкованные сталь;
- Латунь;
- Медь;
- Драгоценные металлы;
Рабочее поле стола 2500х1250 см.
Вырубка от S-0,5 мм до-8 мм.
- предельные отклонения Н12, Н14;
- класс чистоты поверхности реза Ra 3-4.
*предельные отклонения и класс чистоты зависят от марки стали и толщины








В арсенале Компания «ПОСМЕТАЛЛ» появилось новое оборудование TRUMPF TC 5000 R.
Это новое направление и услуга по координатной пробивке и штамповке металла! и более 200 позиций инструмента.
Современные высокоточные станки TRUMPF позволяют выполнять вырубку изделий с высокой точностью и качеством.
Наша компания предоставляет услуги по координатной пробивке и штамповке металла, которые осуществляются на высокотехнологичном оборудовании TRUMPF.
Вырубка деталей в листовом металле – это материально выгодный способ металлообработки, позволяющий получить изделия различной геометрической формы. Вырубка из холодного катонного листового металла, позволяет без нагрева заготовки, получить более прочные детали высокого качества.
Вырубка в изделии различных геометрических форм, возможна с точностью до 0,1 мм, благодаря чему не требует дополнительной механической обработки. Оптимальное расположение изделий на листе, значительно снизит расходы на производство деталей и материалов.
Координатная пробивка металла производится с высочайшими техническими характеристиками:
- Пробивные работы осуществляются одновременно до 21 позиции инструмента.
- Скорость составляет 1800 ударов в минуту, что визуально не заметно человеку
- Смена инструментов и перехват листа происходят автоматический за доли секунд и контролируются сенсорами
- Покрытие стола защищает лист от механических повреждений поверхности
- Вырубка отверстий в листовом металле происходит с высокой точностью, мало чем отличается от точности лазерного оборудования
- Станок обеспечивает высочайшую производительность: что по скорости превосходит лазерное оборудование.
Листовая штамповка металла широко применяется в строительстве и промышленном производстве для изготовления деталей и запчастей, опорных конструкций, декоративных элементов.
Пробивка металлических заготовок и объемная штамповка металла применяются для изготовления:
- Промышленных сооружений, конструкций и каркасов;
- Торговых прилавков, стеллажей и витрин;
- Рекламных щитов и стендов;
- Строительных опор и оград;
- Деталей и запчастей для станков и машин.
Штамповка цветных металлов и сплавов, пробивка металла в Москве в серийном исполнении, а также по индивидуальным проектам и чертежам, с учётом технической документации, требований заказчика и его пожеланий по дизайну нашими специалистами будет выполнена качественно и основательно! Мы персонально работаем с каждым клиентом, оптимизируя ваши затраты на обработку металла и предлагая доступную стоимость наших услуг.
Технические возможности координатной пробивке металла:
Прямоугольник, сторона Х сторона (мм): 6×1,6; 8×4; 10×1; 10×3; 12×5; 13×2,5; 15×3; 20×4; 20×7; 22×11; 25×8; 27×14; 30×6; 30×8; 36×5; 40×6; 40×8; 40×10; 40×36; 50×8; 56×5; 70×5.
Квадрат, сторона (мм): 5; 5,5; 6; 6,5; 7; 8; 9; 10; 12; 12,2; 12,3; 12,5; 13,5; 15; 16; 20; 25; 30; 35.
Овал, длина Х ширина(мм): 5×2; 10×5,5; 10×6,5; 15×6; 15×10; 16×12; 17×6,5; 17,5×2,5; 20×2; 20×3; 20×4; 20×5; 20×6; 20×7; 20×8; 20×8,5; 20×10; 20×11; 20×12; 20×13; 20×14; 20×18; 20,4×8,4; 22×12; 25×9; 25×10; 25×13; 25×16; 27×12; 27×14; 28×10,5; 30×8; 30×12; 30×14; 30×16,2; 33×13; 35×5; 35×16,2; 40×6; 40×8; 40×10; 40×12; 50×6; 50×18; 56×5.
Круг, диаметр (мм): 1; 1,8; 1,9; 2; 2,3; 2,5; 2,7; 2,8; 3; 3,2; 3,3; 3,5; 3,8; 4; 4,2; 4,25; 4,5; 4,82; 5; 5,1; 5,2; 5,4; 5,5; 5,8; 6; 6,1; 6,2; 6,4; 6,5; 6,6; 6,8; 6,9; 7; 7,4; 7,5; 8; 8,3; 8,5; 8,75; 9; 9,1; 9,2; 9,5; 10; 10,2; 10,5; 11; 12; 12,5; 13; 13,5; 14; 15; 15,5; 16; 16,5; 17,25; 18; 18,5; 19; 20; 20,5; 21; 21,5; 22; 22,5; 24; 25; 25,5; 26; 26,5; 27; 28; 29; 30; 30,5; 31; 32; 34; 34,2; 35; 35,5; 36; 37; 37,5; 38; 38,5; 39; 39,5; 40; 41; 42; 43; 44; 45; 45,5; 46; 47; 48; 49; 50; 51; 52; 54; 55; 56; 60; 61; 65; 66;
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Наши координатно-пробивные станки гарантируют вам быструю вырубку металла. Наши специалисты предлагают клиентам изготовление при помощи прессов широкого спектра металлоконструкций, в частности, решеток, ограждений, мебели, рекламных конструкций, стеллажей, витрин и др. Мы применяем новейшее оборудование, позволяющее практически полностью автоматизировать рабочий процесс для обеспечения точности осуществляемых операций. Используемые нами координатно-пробивные станки соответствуют европейским стандартам. Мы приобретаем оборудование только высокого качества.
Примеры работ
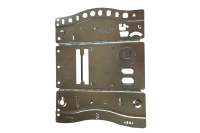

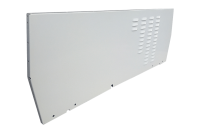
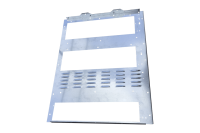
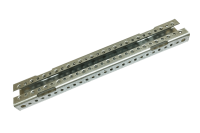



Штамповка деталей из листового металла
Координатно-пробивные работы – это вырубка отверстий в металлических листах, их формовка и штамповка, с получением отверстий разных конфигураций. Размер и форма отверстий могут быть различными. Данный вид работ делает возможным изготовление деталей различной сложности.
Цена на пробивные работы
| Толщина, мм | Цена, руб | |||||
|---|---|---|---|---|---|---|
| Холоднокатаная сталь | Оцинкованная сталь | Нержавеющая сталь | Алюминий | Медь | Латунь | |
| 0,35 | 5,05 | 5,05 | 5,05 | – | – | – |
| 0,5 | 5,05 | 5,05 | 5,05 | 5,05 | 5,05 | 5,05 |
| 1 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 |
| 1,5 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 |
| 2 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 | 4,80 |
| 2,5 | 5,09 | 5,09 | 5,09 | 5,09 | 5,09 | 5,09 |
| 3 | 5,65 | 5,65 | 5,65 | 5,65 | 5,65 | 5,65 |
Минимальная стоимость заказа составляет 3000 рублей
Наше оснащение
Используемые нашей компанией координатно-пробивные прессы с числовым программным управлением (ЧПУ) обладают высокой производительностью и максимальной точностью операций, что позволяет быстро изготовить детали с большим количеством различных отверстий.
Перемещение листа на столе происходит на высокой скорости, благодаря высокоточным направляющим:
- толщина обрабатываемого металла до 8 мм;
- число ударов до 600-1200 в минуту;
- рабочая зона 3000 мм. на 1600 мм;
- усилие вырубки до 220 kN.
Характеристики координатно-пробивных прессов
| Наименование станков | Рабочая зона, мм | Максимальная толщина листа, мм | Максимальное количество ударов при вырубке, уд./мин | Максимальные размеры детали |
|---|---|---|---|---|
| TRUMPF TRUPUNCH 500 | 2 535х1 280 | 8 | 1 200 | 4 000х1 500 |
| TRUMPF TRUPUNCH 5000 | 2 535х1 280 3 000х1 600 | 8 | 1 200 | 4 000х1 500 |
Штамповка металлических изделий на заказ
Мы готовы выполнить самые сложные работы по металлу:
- Роликовая накатка ребер жесткости по металлу.
- Нарезка резьбы от М3 до М10 в металле.
- Бесконечные жалюзи по металлу.
- Неполная пробивка металла.
- Вытяжка до 10 мм в металле.
- Формообразование металла.
- Гибка полок листового металла.
- Отбортовка листового металла.
- Перфорация металла.
- Холодная штамповка металла.
- Формовка металла.
- Пуклевка металла.
- Пробивка металла.
- Вырубка металла.
- Высечка металла.
- Биговка по металлу.
- Зиговка по металлу.
Преимущества перфорации металла нашей компанией
- Вырубка и пробивка отверстий в металле
Возможность пробивки разъёмов и отверстий сложной формы за один удар и высечкой контуров в материале толщиной до 6мм.
Благодаря технологии обработки деталей на микроперемычках Microjoint не нужно снимать или выгружать каждую деталь со стола станка, что значительно увеличивает скорость резки.
Использование роликовых инструментов для резки и формовки листа позволяет выполнять операции особенно быстро Виды роликового инструмента: отрезной, формовочный (ребра жесткости) и зиговочный инструменты.
Используя инструмент MultiBend, можно выполнить высококачественный отгиб полок (до 25мм высотой и 55мм в длину) быстрее любого листогибочного пресса.
- Формовка и холодная штамповка
Формовка зенковок с обоих сторон листа, отбортовок, пуклевок. Формовка жалюзи различных форм и любой длины, и других специальных форм.
Применение кластерного инструмента дает возможность пробивать несколько отверстий за один удар, что увеличивает скорость резки многократно.
Возможность нарезки резьбы от M3 до M10 со скоростью 360 об/мин.
Гравировка, нанесение текста и символов на деталь, кернение.
Наши сотрудники готовы ответить на любой ваш вопрос, касающийся реализуемой услуги.
Также вы можете отправить нам свою заявку, приложив схему чертежа изделия, которое вы хотите получить.