Операция обработки со снятием стружки, в результате которой образуются наружные или внутренние винтовые канавки с заданным профилем и размерами на цилиндрических или конических поверхностях, называется нарезанием резьбы.
Нарезание резьбы на винтах, болтах, гайках и других деталях производится в основном на станках. При монтажных и ремонтных работах слесарю в ряде случаев приходится нарезать резьбу вручную или с помощью пневматических или электрических машинок — резьбонарезателей.
Основными элементами любой резьбы, как отмечалось в гл. 3, являются профиль, шаг, глубина, наружный, средний и внутренний диаметры.
По форме профиля резьбы подразделяются на треугольную, прямоугольную, трапецеидальную, упорную и круглую (рис. 4.14).
Тип или профиль резьбы выбирается по ГОСТу в зависимости от назначения.

Рис. 4.14. Профили и элементы резьбы:
а — треугольная;
б — прямоугольная;
в — трапецеидальная;
г — упорная;
д — круглая;
d — наружный диаметр резьбы;
dcp — средний диаметр резьбы;
d1 — внутренний диаметр резьбы.
В машиностроении приняты три системы резьб: метрическая, у которой шаг и диаметр измеряются в миллиметрах; дюймовая, имеющая иную форму профиля и характеризуемая числом ниток на один дюйм ее длины и диаметром в дюймах;
трубная резьба, имеющая профиль, как и дюймовая, но меньше по шагу.
В практике слесарных работ нередко возникает необходимость определить размеры элементов резьбы на готовой детали. Наружный диаметр измеряют с помощью штангенциркуля или микрометра, а шаг резьбы — с помощью миллиметрового или дюймового резьбомера (набора шаблонов с резьбой различных размеров).
Для нарезания резьбы в отверстиях применяются метчики, а для нарезания наружной резьбы — плашки.
Метчиком называется режущий инструмент, представляющий собой закаленный винт, на котором прорезано несколько продольных прямых или винтовых канавок, образующих режущие кромки (рис. 4.15). Метчик имеет рабочую часть и хвостовик, заканчивающийся квадратом.

Рис. 4.15. Метчик и его элементы:
а — общий вид:
1 — режущее перо;
2 — режущая кромка;
3 — квадрат;
4 — хвостовик;
5 — канавка;
б — поперечное сечение:
1 — передняя поверхность;
2 — режущая кромка;
3 — задняя (затыловочная) поверхность;
4 — канавка;
5 — режущее перо.
Хвостовик метчика служит для закрепления инструмента в патроне или воротке во время работы. У ручных метчиков конец имеет квадратную форму.
Рабочая часть — нарезанная часть метчика, производящая нарезание резьбы; она подразделяется на заборную и калибрующую части.
Заборная (режущая) часть метчика — передняя конусная часть, которая первой входит в нарезаемое отверстие и совершает основную работу резания.
Калибрующая часть защищает и калибрует нарезаемое отверстие.
Для образования режущих кромок метчика и выхода стружки служат продольные канавки. Резьбовые части метчика, ограниченные канавками, называются режущими перьями.
По способу применения метчики делятся на ручные и машинные. Ручные метчики служат для нарезания резьбы вручную. Они обычно выпускаются комплектами из двух или трех штук. В комплект, состоящий из трех метчиков, входят черновой, средний и чистовой (или 1, 2, 3), а в комплект из двух метчиков — черновой и чистовой. В таком же порядке они применяются при нарезании резьбы.
Метчики условно обозначаются рисками (канавками): у чернового на хвостовике одна круговая риска, у среднего — две, у чистового — три. Там же указывается тип резьбы и ее размер.
Большое значение имеет правильный выбор диаметров отверстий для нарезания резьбы. Выбор диаметров сверл под данный тип и размер резьбы производится по специальным таблицам. Однако с достаточной для практики точностью диаметр сверла можно определить по формуле
Dсв=dр — 2h
где Dсв — диаметр сверла, мм; dр — наружный диаметр резьбы, мм; h — высота профиля резьбы, мм.
Нарезание резьбы ручными метчиками производится с помощью воротков, которые надеваются на квадратные концы хвостовиков. Воротки бывают различных конструкций с постоянными и регулируемыми отверстиями для метчика.
Инструмент, применяемый для нарезания наружной резьбы, называется плашкой. Плашка представляет собой стальную закаленную гайку со стружечными канавками, образующими режущие грани (рис. 4.16).

Рис. 4.16. Плашка и ее элементы:
а — общий вид;
б — геометрические параметры плашки.
1 — калибрующая часть;
2 — заборная часть;
3 — стружечная канавка.
Плашки бывают круглые (иногда их называют лерками), раздвижные (клупповые) и специальные для нарезания труб.
Для работы с круглыми плашками применяются воротки (леркодержатели), представляющие собой рамку с двумя рукоятками, в отверстие которой помещается плашка и удерживается от проворачивания с помощью трех стопорных винтов, конические концы которых входят в углубления на боковой поверхности плашек.
Клуппы для раздвижных плашек представляют собой косую рамку с двумя рукоятками. В отверстие рамки вставляются полуплашки. Устанавливаются полуплашки на требуемый размер с помощью специального нажимного винта.
Для нарезания резьбы метчиком выполняются следующие приемы. Деталь закрепляется в тисках, черновой метчик смазывается и в вертикальном положении (без перекоса) вставляется в нарезаемое отверстие. Надев на метчик вороток и слегка прижимая его к детали левой рукой, правой осторожно поворачивают вороток по часовой стрелке (при нарезании Левой резьбы — против часовой стрелки) до тех пор, пока метчик не врежется в металл и его положение в отверстии не станет устойчивым. Затем вороток берут двумя руками и плавно вращают (рис. 4.17, а). После одного-двух полных оборотов возвратным движением метчика примерно на четверть оборота ломают стружку, это значительно облегчает процесс нарезания. Закончив нарезание, вывертывают метчик из отверстия (вращением воротка в обратную сторону) или пропускают его насквозь.
Второй и третий метчики смазывают и вводят в отверстие без воротка. После того как метчик правильно установится по резьбе, надевают вороток и продолжают нарезание резьбы.
При нарезании глубоких отверстий необходимо в процессе резания 2—3 раза полностью вывинтить метчик и очистить его от стружки, так как избыток ее в канавках может вызвать поломку метчика или срыв резьбы.
Перед нарезанием наружной резьбы плашками обточенный до нужного диаметра стержень закрепляют в тисках. На самом конце стержня снимается небольшая фаска под углом 45° (рис. 4.17,6). Стержень должен иметь чистую поверхность, так как нарезание резьбы по окалине или ржавчине сильно изнашивает плашки.
Для получения правильной резьбы диаметр стержня обычно делают на 0,2—0,4 мм меньше требуемого диаметра резьбы.
На торец стержня, закрепленного в тисках так, чтобы его конец выступал из губок на 15—20 мм больше, чем длина нарезаемого участка., накладывают закрепленную в воротке плашку и с небольшим нажимом начинают нарезать резьбу, поворачивая вороток короткими движениями по часовой стрелке (рис. 4.17, в). Первые 1,0—1,5 нитки обычно нарезают без смазки, так как сухой металл плашка захватывает легче; затем стержень смазывают натуральной олифой и продолжают вращать вороток или клупп на один-два оборота вправо и на полоборота влево для ломания стружки.
Вначале нарезания резьбы плашками необходимо делать некоторый нажим «а плашку (при рабочем ходе), не допуская ее перекоса. В процессе нарезания давление на обе руки должно быть равномерным.
Раздвижные плашки в клуппе в процессе нарезания следует поджимать только в начале прохода; после прохода по всей длине нарезки клупп свинчивают (или, как говорят, «сгоняют»), затем вновь поджимают плашки винтом и проходят резьбу второй раз.
При необходимости получить точную я чистую резьбу нарезку производят двумя плашками — черновой и чистовой.
Механизированное нарезание резьбы осуществляется ручной дрелью или резьбонарезной электрической машинкой, а также на сверлильном или резьбонарезном станке. Работа эта требует особого внимания и осторожности, особенно при использовании дрели и электрической или пневматической машины.
Ручными дрелями нарезают резьбу диаметром до 6 мм, причем производительность по сравнению с работой воротком увеличивается втрое. Применение электрической или пневматической машинок повышает производительность труда практически в 5 раз.
При нарезании резьбы дрелью или машинками метчик зажимается в патроне и особое внимание обращается на то, чтобы не было перекоса метчика относительно оси отверстия.
Детали с резьбовыми элементами являются одними из самых распространенных в машиностроении, их доля составляет 60-70% от общего количества деталей, а применяемые резьбы отличаются большим многообразием.
по форме основной поверхности:
– цилиндрические (наружные и внутренние) и конические (наружные и внутренние);
по форме профиля:
– треугольные (метрические и дюймовые), трапецеидальные, прямоугольные, упорные, круглые и специальные;
по направлению витков резьбы:
– однозаходные и многозаходные;
по степени точности (ГОСТ 16093-81):
– для наружных резьб – 4g, 4h, 5g6g, 6g, 6h, 7g6g, 8g и 8h;
– для внутренних резьб – 4Н, 4Н5Н, 5Н, 6Н, 7Н и 8Н.
Кроме того, различают резьбы, работающие с трением скольжения и трением качения. К первым относятся все обычные цилиндрические и конические резьбы, а ко вторым – шариковые и роликовые резьбы. В зависимости от вида резьбы, ее размеров, требований к точности и качеству обработанной поверхности применяются различные методы получения резьбы.
Основные методы нарезания резьбы
Р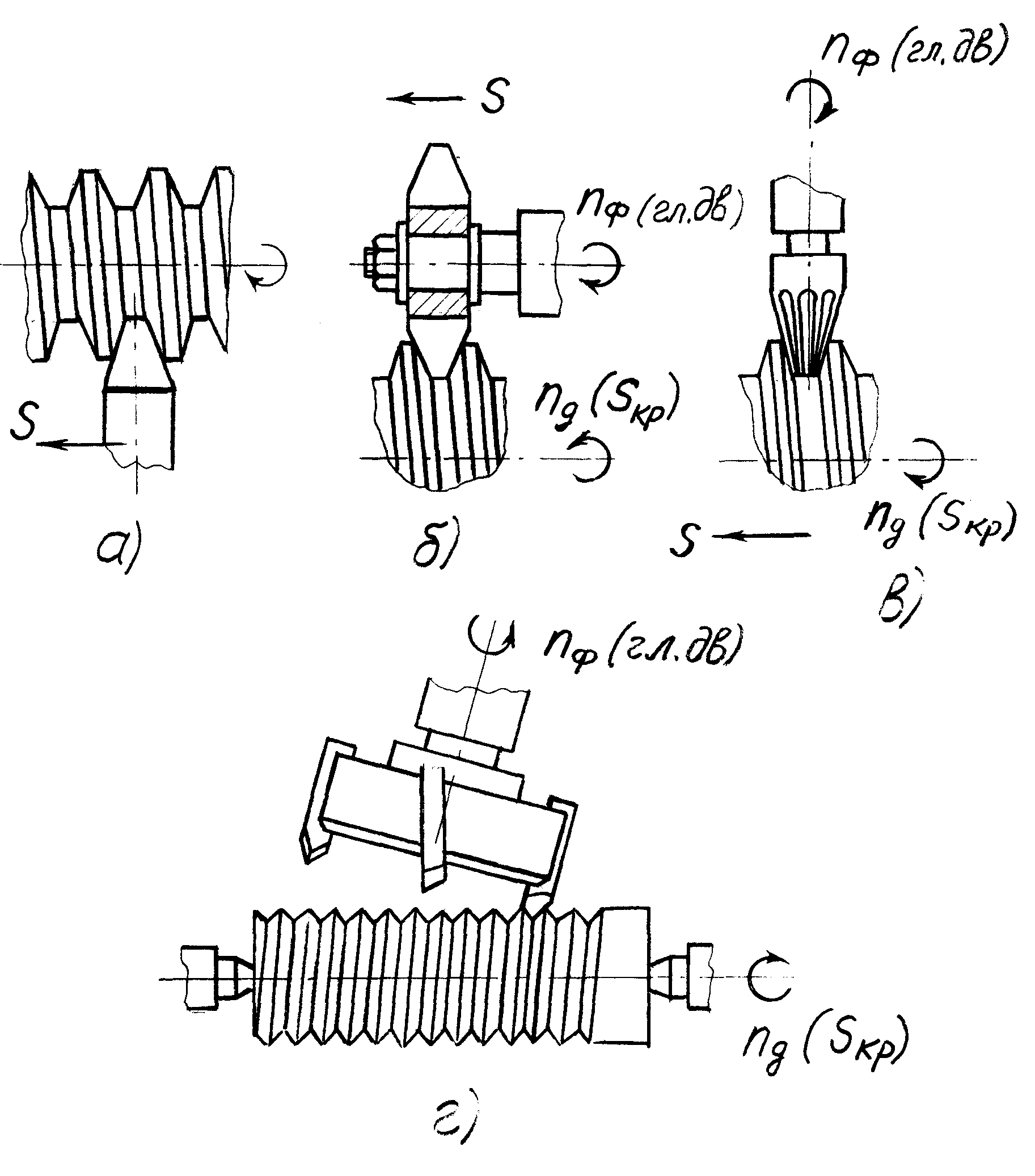 езьбу получают тремя основными методами: нарезанием лезвийным инструментом, нарезанием абразивным инструментом и пластическим деформированием (накатыванием). В зависимости от принятого метода получения резьбы различают несколько способов образования резьбы (рис. 1).
езьбу получают тремя основными методами: нарезанием лезвийным инструментом, нарезанием абразивным инструментом и пластическим деформированием (накатыванием). В зависимости от принятого метода получения резьбы различают несколько способов образования резьбы (рис. 1).
Рис. 1. Основные методы нарезания резьб:
а – резьбовой резец; б – однониточная дисковая фреза; в – однониточная концевая фреза;
г – однониточная торцовая фреза
. Способ многозаходного нарезания однониточными инструментами – резьбовыми резцами (стержневыми рис.а, призматическими, круглыми) и однониточными шлифовальными кругами.
2. Способ однопроходного нарезания многониточными инструментами: гребенками, круглыми плашками, метчиками, резьбонарезными головками, многониточными шлифовальными кругами (цилиндрическими и коническими).
3. Способ однопроходного нарезания вращающимися инструментами: резьбовыми однониточными фрезами (дисковыми рис. б, пальцевыми, торцовыми рис. г), вихревыми головками.
4. Способ фрезерования многониточными фрезами, длина которых больше длины нарезаемой резьбы, накатывания резьбы широкими роликами или плоскими плашками.
Резьбовые резцы
Этот тип инструмента является одним из самых распространенных резьбообразующих инструментов, которые применяются для нарезания наружной и внутренней резьбы различных профилей на токарно-винторезных станках, автоматах и полуавтоматах. Наиболее простыми по конструкции, широко применяемыми в промышленности, являются стержневые резцы.
На вершине резьбовых резцов задний угол α=8…15 0 ; угол при вершине ε=60 0 – для метрической резьбы и ε=55 0 – для дюймовой и трубной резьб. У твердосплавных резцов угол при вершине выполняется на 1 0 -30’ меньше угла профиля резьбы из-за того, что при скоростном нарезании наблюдается некоторое «разваливание» резьбы.
Б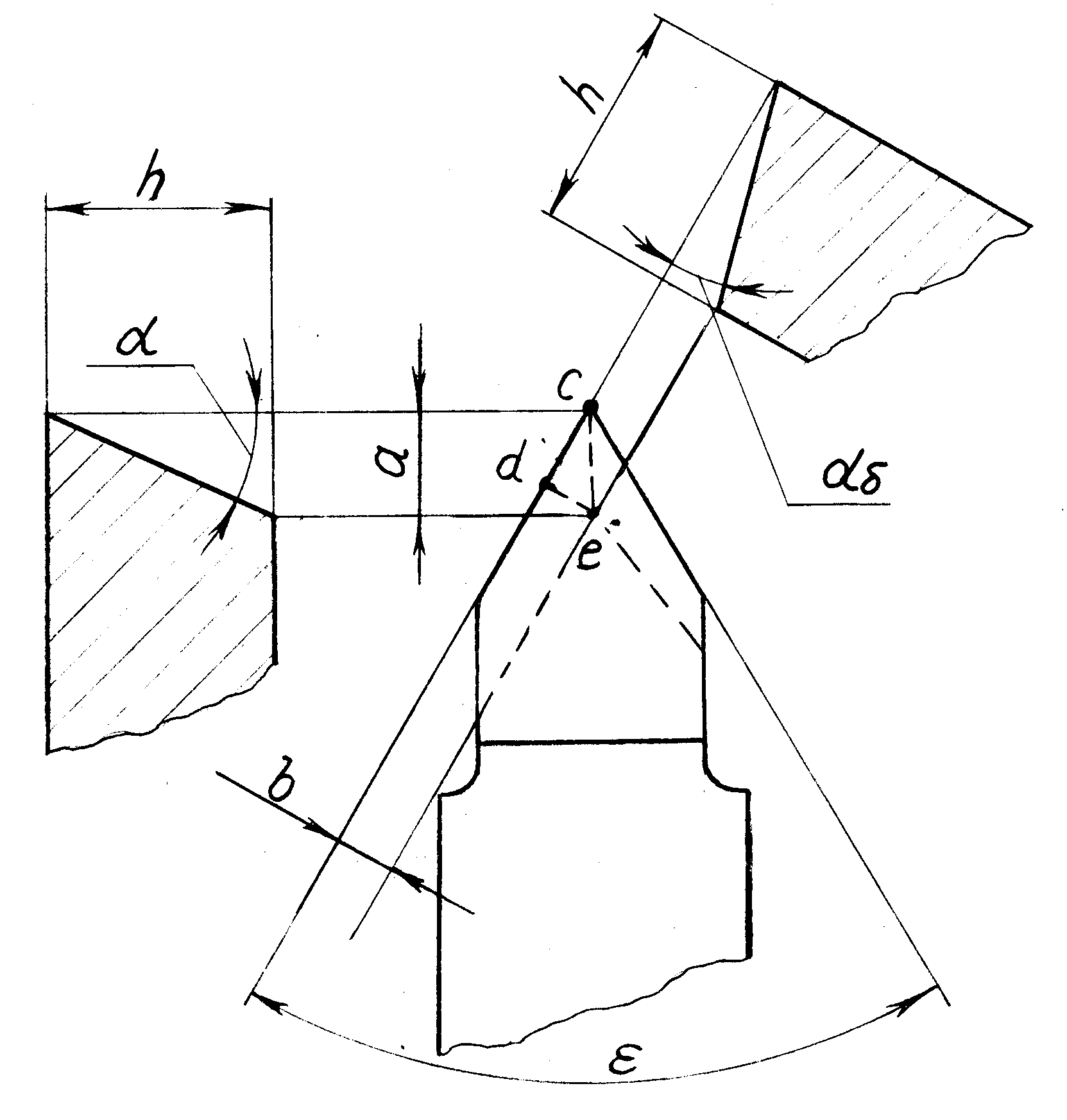 оковые задние углы αб зависят от величины угла
оковые задние углы αб зависят от величины угла  и определяются в статическом положении по формуле (рис. 2):
и определяются в статическом положении по формуле (рис. 2):
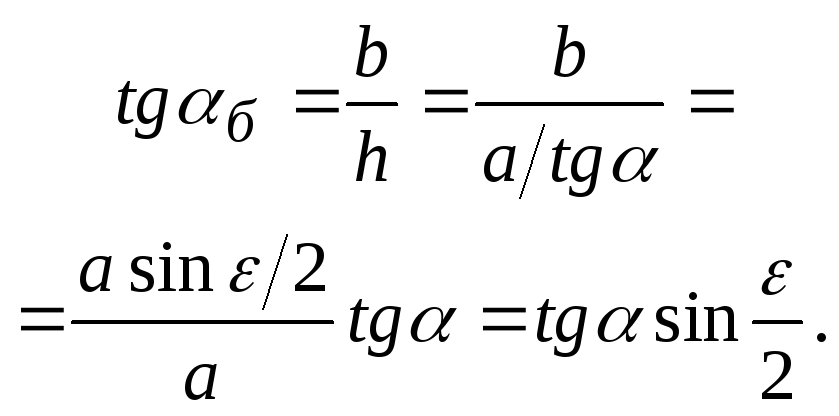
Рис. 2. Схема для определения бокового заднего угла резьбового резца
В процессе работы задние углы αб изменяются за счет относительного перемещения режущих кромок по углу подъема резьбы. При нарезании правой резьбы боковой задний угол αб на левом лезвии уменьшается, на правом – увеличивается на величину угла μ (рис. 3,а) (для левой резьбы – наоборот):
 .
.
Здесь угол μ – угол подъема резьбы на внутреннем диаметре резьбы (рис. 3,в).
Величина угла μ определится из соотношения (рис. 3,б):
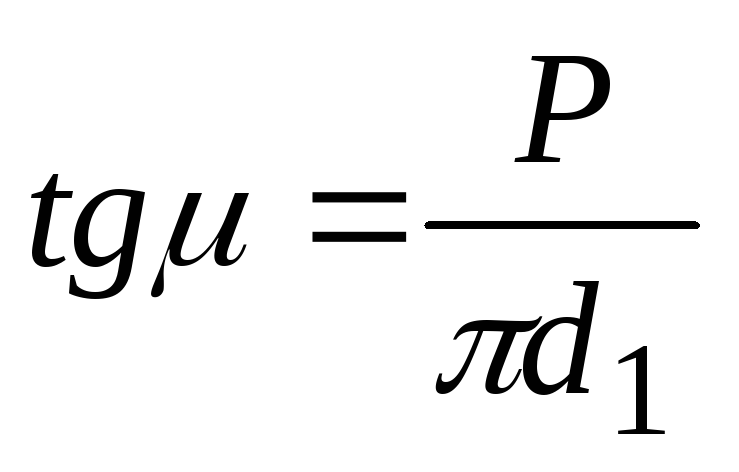 .
.
Обычно при нарезании резьб с небольшим шагом и на средних по величине диаметрах задние углы на боковых кромках не корректируются. При больших р (многозаходные резьбы), на малом диаметре d, при нарезании трапецеидальных и прямоугольных резьб (угол подъема μ достигает значительных величин) необходимо принимать во внимание изменение боковых углов αб и учитывать это обстоятельство при заточке.
У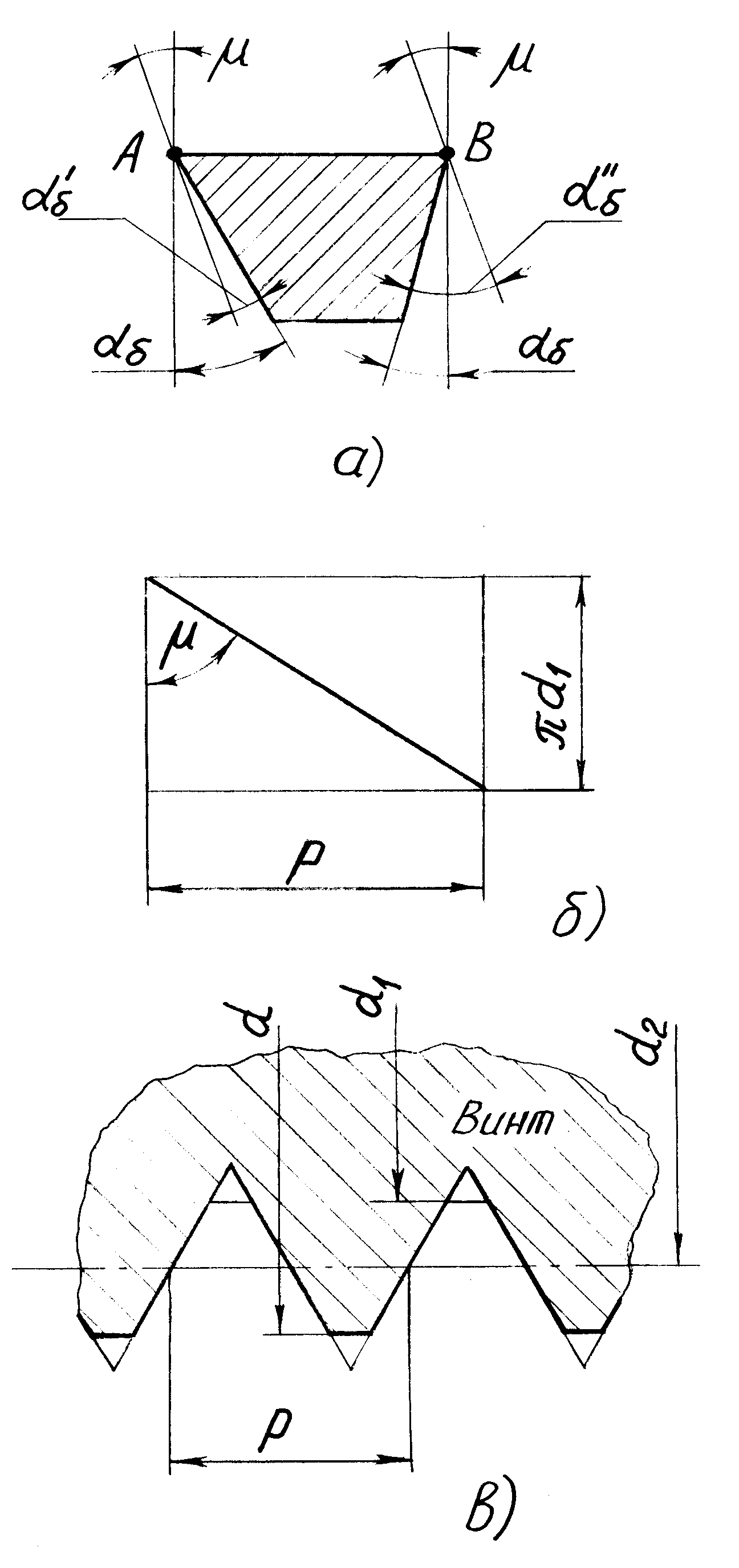 резцов для остроугольной резьбы из-за малости μ углы делаются одинаковыми на обеих боковых режущих кромках.
резцов для остроугольной резьбы из-за малости μ углы делаются одинаковыми на обеих боковых режущих кромках.
Передний угол у резьбовых резцов для предварительной прорезки выбирается в зависимости от обрабатываемого материала и устанавливается в пределах γ=5…25 0 .
У чистовых резцов, во избежание искажения профиля резьбы, передний угол γ=0. Профиль резьбовых резцов с передним углом не равным нулю, отличается от профиля нарезаемой резьбы и должен быть задан в сечении, нормальном направлению задней поверхности (рис. 4). В этом случае надо рассчитать высоту профиля резца и угол профиля в сечении В-В.
В качестве исходных данных для расчета задаются:
α и γ – задний и передний углы резца,
Рис. 3. Схема для определения боковых задних углов резьбовых резцов
Н – теоретическая высота профиля резьбы в диаметральном сечении А-А витка резьбы до острой вершины,
ε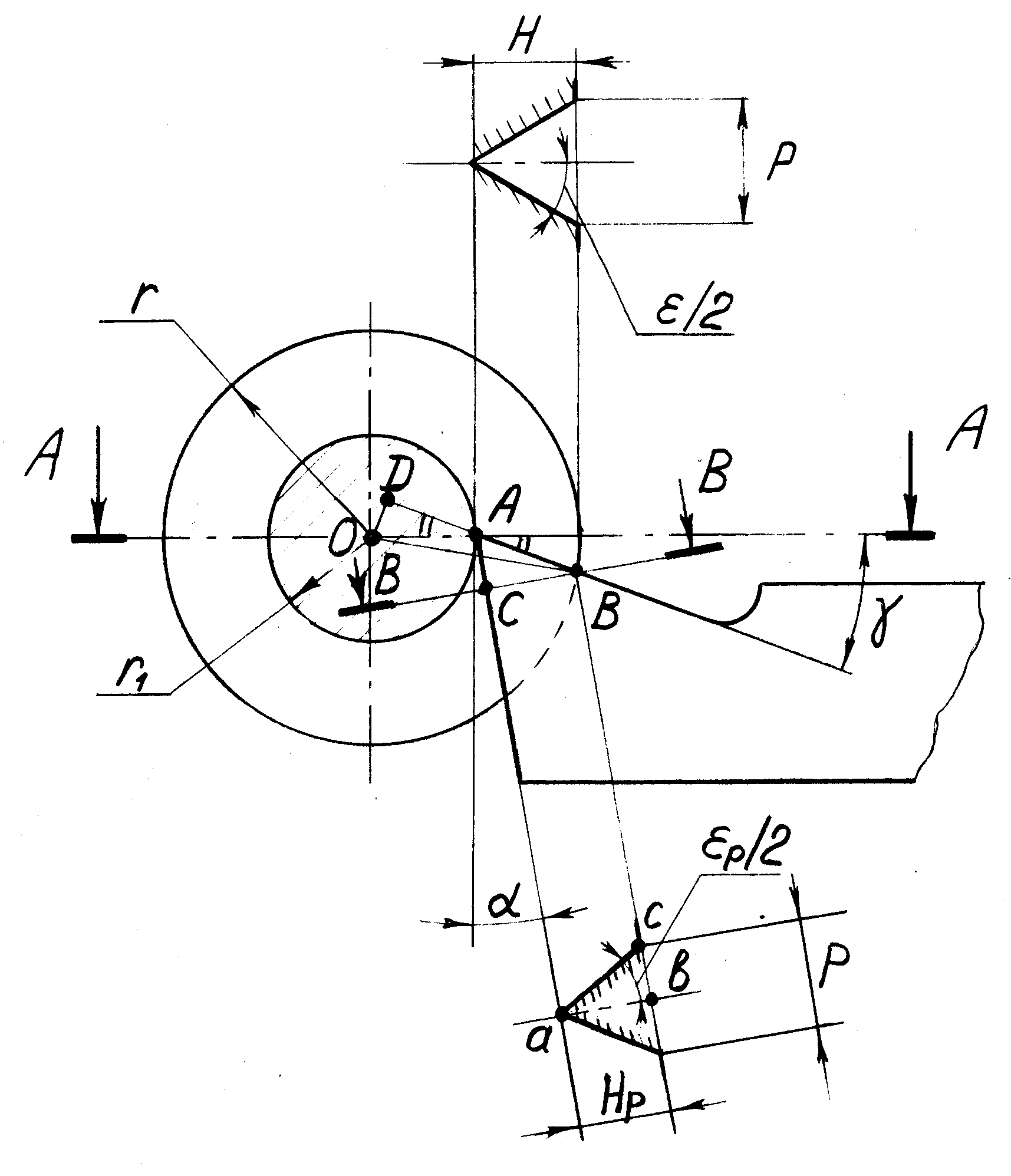 – угол профиля резьбы,
– угол профиля резьбы,
 ; (4)
; (4)
 (6)
(6)
Подставим (6) и (3) в (2):
 (7)
(7)
С учетом (7) и (1) получим:

Рис. 4. Определение размеров профиля резьбового резца
Из треугольника abc (сечение пл. В-В на рис. 3.4) имеем:
 (9)
(9)
В формулах (8) и (9): Hp – теоретическая высота резьбы в сечении В-В (до острой вершины); r и r1 – радиусы, образующие наружный и внутренний диаметры резьбы; p – шаг резьбы.
Если λ=0 0 , то размеры Hp и εp в сечении В-В определяются по формуле:
 (10)
(10)
Аналогично (9) для угла профиля в сечении А-А имеем:
 (11)
(11)
Сравнивая (9) и (11) и подставляя в (9) вместо Hp его значение Hcosγ, получим:
 ;
;
 ,
,
 (12)
(12)
 .
.
В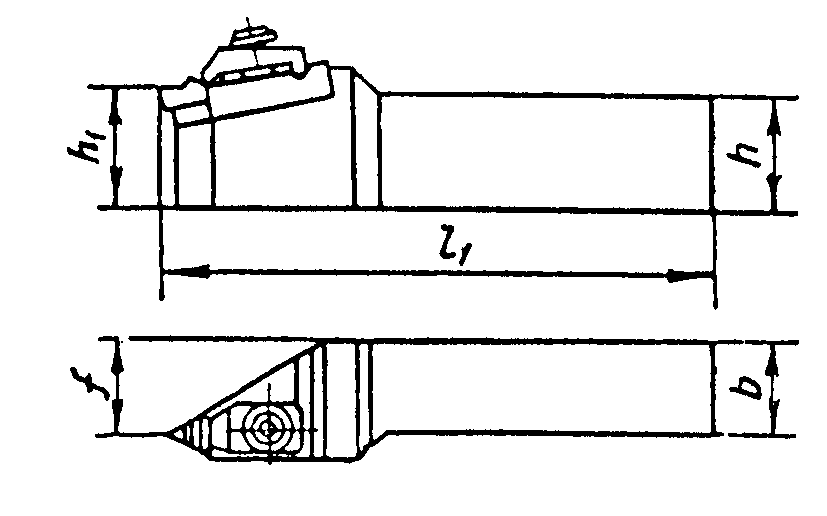 отечественной и зарубежной промышленности широкое применение получили сборные резьбовые резцы с механическим креплением сменных твердосплавных пластин.
отечественной и зарубежной промышленности широкое применение получили сборные резьбовые резцы с механическим креплением сменных твердосплавных пластин.
Рис. 5. Резьбовой резец с механическим креплением ромбических пластин для нарезания метрической резьбы
езцы с механическим креплением ромбических твердосплавных пластин (рис.5) производства Харьковской фирмы «Инструмент» предназначены для работы на станках с ЧПУ, гибких производственных модулях и системах, а также на универсальных станках.
Ромбическая твердосплавная пластинка устанавливается в глухом гнезде державки, закрепляется прихватом на две боковые базовые поверхности и прижимается к твердосплавной опоре.
Резцы этой конструкции предназначены для нарезания метрических резьб с шагом p=1,5. 6,0 мм и имеют габаритные размеры b×h=(16х20). (25х40)мм и l1=125. 200мм.
Шведская фирма Sandvik Coromant выпускает резьбовые резцы со сменными неперетачиваемыми пластинами (СНП) двух типов: с механическим креплением винтом (рис. 6,а) и с креплением прихватом (рис. 6,б).
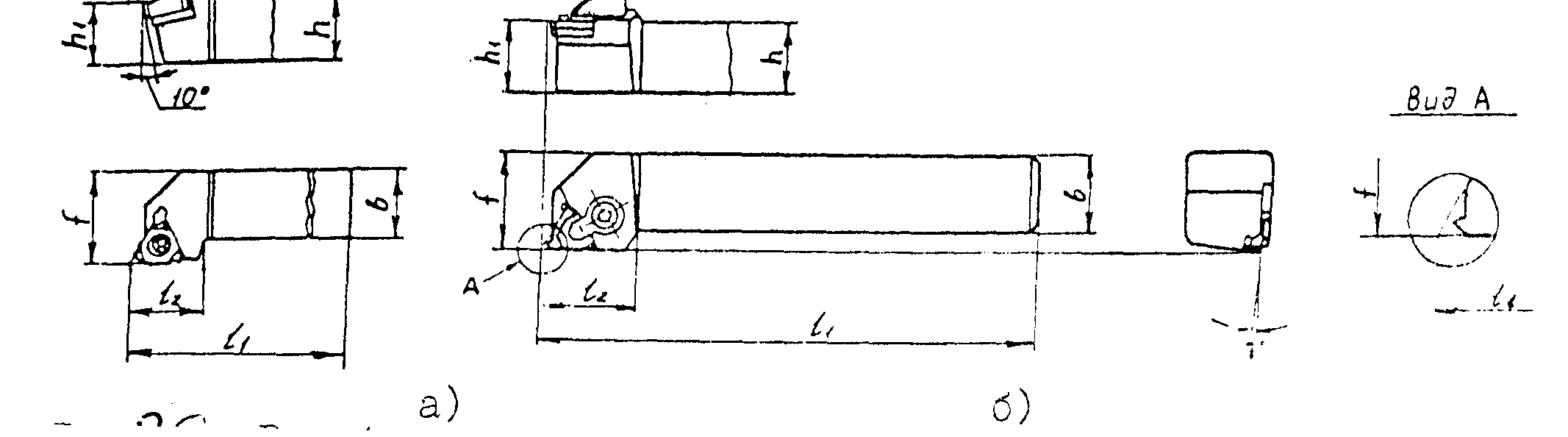
Рис. 6.Резьбовые резцы с механическим креплением СНП: крепление винтом (а) и крепление прихватом (б)
Режущие пластины у резцов этой фирмы имеют три рабочие вершины; на каждой из них располагается зуб резьбы с углом 60 0 (рис. 6б, вид А), со стружколомающими канавками и без них. Крепление пластин осуществляется или винтом, или прихватом.
И 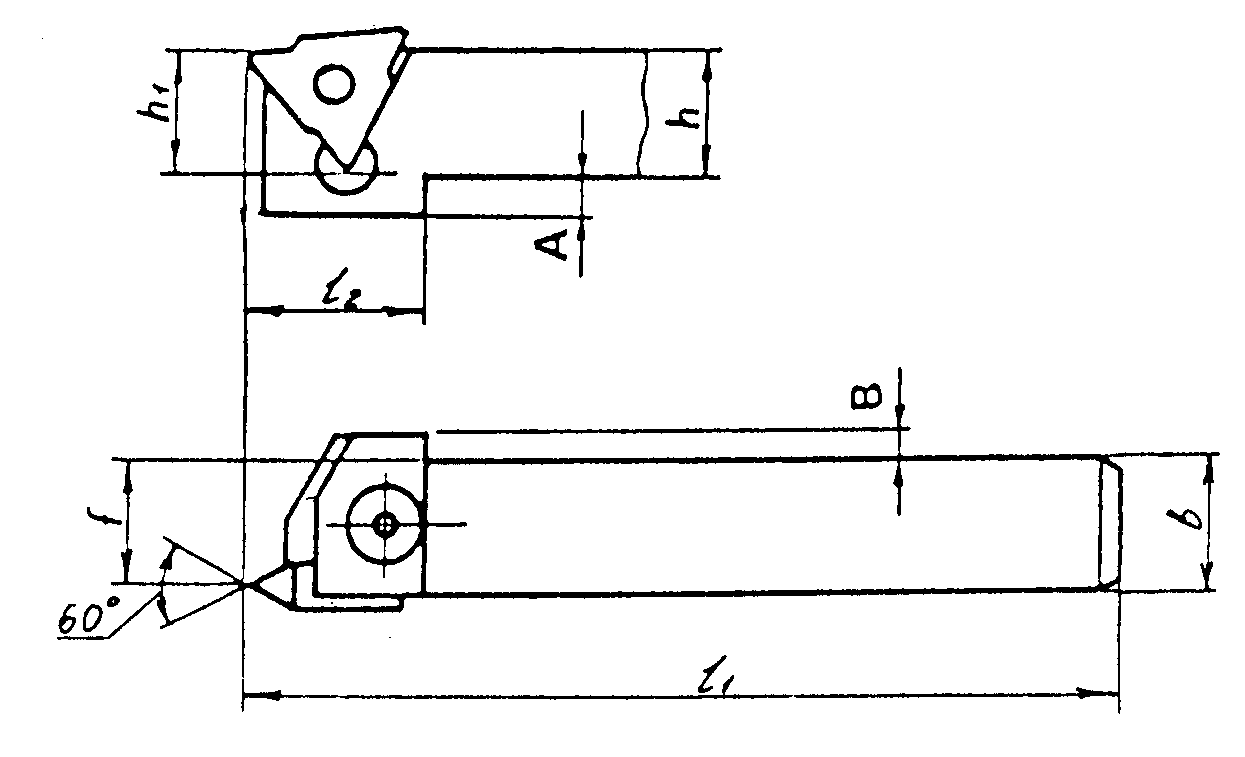
Рис. 7. Резьбовой резец с механическим креплением тангенциально расположенных СНП
нтересна конструкция резьбовых резцов германской фирмыKrupp Widia с тангенциальным расположением пластин твердого сплава (рис. 7) для нарезания метрической, трубной, трапецеидальной и других резьб с шагом до 8 мм. У таких резцов, в отличие от инструментов с радиальным расположением пластин, используется принцип самозаклинивания, когда пластина жестко прижимается силами резания к базовым поверхностям корпуса. При этом пластина к державке прикрепляется с помощью винта, а удовлетворительное стружкодробление обеспечивается стружколомными уступами на пластине.
З 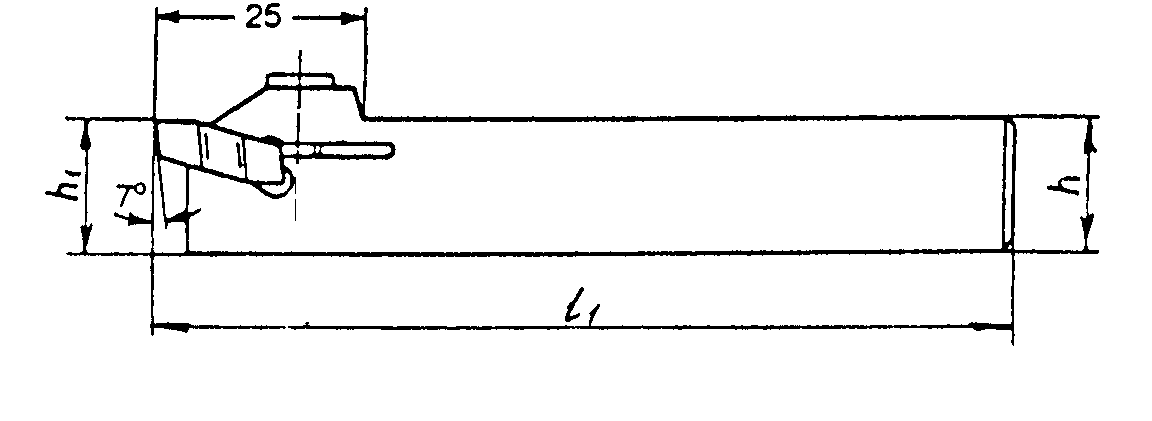
Рис. 8 Резьбовой резец для наружной обработки с механическим
а счет эффекта самозаклинивания режущая пластина крепится и в резцах израильской фирмыJskar (рис. 8). В этой конструкции резца предусмотрено дополнительное крепление винтом упругого прихвата, что повышает усилие зажима.
Резьбовое соединение является одним из самых популярных способов закрепления различных деталей и элементов. Не всегда можно приобрести различные крепления, на которые уже нанесена резьба, поэтому ее необходимо нарезать самостоятельно. Для этого применяются специализированные инструменты для нарезки резьбы. С их помощью также возможно обновить затертую или поврежденную другим способом ранее нанесенную резьбу.
Виды инструментов для нарезки резьбы
Для нарезки резьбы применяется 3 разновидности инструментов:
- Метчик.
- Плашка.
- Клупп.
Инструмент для нарезания отличается между собой не только по диаметру, но и по типу создаваемой резьбы. Она может быть метрической или дюймовой. Метрическая применяется на подавляющем большинстве крепежных элементов. Она используется в машиностроении, бытовом оборудовании и в прочих направлениях. Дюймовая резьба применяется исключительно на водопроводных элементах. В некоторых странах метрическая резьба не применяется вообще, и все крепежные элементы сделаны с помощью дюймовой.
Еще одним немаловажным различием подобного инструмента является направление создаваемой резьбы. Оно может быть левым и правым. Нельзя применяя один инструмент, провести нарезание резьбы в обе стороны, если он не универсальный.
Метчик
Метчик – это цилиндрический инструмент, который предназначен для нарезания внутренней резьбы в трубах и гайках. Его поверхность имеет выступающие ребра, которые при ввинчивании в пустотелые металлические элементы подходящего диаметра создают винтовые канавки, вырезая стружку. В результате вкручивания метчик прокладывает резьбу. Этот прибор представляет собой небольшой металлический прут из высококачественной твердой стали, на одном конце, которого имеется режущая часть, а на втором хвостовик для подсоединения воротка. Вдоль поверхности метчика идет выборка, сквозь которую обеспечивается отвод срезанной стружки. Самыми удобными для применения являются инструменты, которые имеют 3-5 канавок для отвода стружки. Они гораздо меньше забиваются и дают чистую поверхность без видимой деформации. После нарезания резьбы с помощью метчика, болт или шпилька накручивается без усилий по всей поверхности.

С помощью метчика можно нарезать резьбу или провести калибровку в случае ее повреждения.
Этот инструмент бывает трех разновидностей:
- Ручной.
- Машинный.
- Гаечный.
Ручные метчики обычно предлагаются в наборе из 2-3 инструментов одинакового диаметра. Первый проводит черновую нарезку резьбы, а последний обеспечивает создание высококачественного гладкого профиля, который обеспечивает легкое скручивание болтов или шпилек. Очередность применения метчиков, которые идут в наборе, обозначается цифрами на их корпусе.
Машинные предназначены для нарезания резьбы на станках. У них имеется иной профиль канавок, для более быстрого отвода стружки. При этом форма хвостовика подогнана для закрепления в патрон на станке.
Гаечные применяются специально для гаек. Их легко узнать, поскольку они самые короткие. Так как этот инструмент предназначен для нарезки резьбы только в гайках, которые обычно отличаются небольшой шириной, он делается очень коротким. В связи с этим его длина позволяет сделать максимум 12 витков. Гаечные метчики тоже могут быть черновыми и чистовыми. Черновой только создает начальную резьбу для вкручивания заборной части более длинного инструмента.
Для правильного закрепления метчика ручного или гаечного типа применяется специальный вороток, который насаживается на хвостовик. От переднего угла метчика зависит его применение и металл, с которым он может работать. Угол с наклоном от 5 до 10 градусов делает инструмент удобным для обработки стали. Уклон от 0 до 5 градусов предназначен для чугуна. Метчики с заточкой от 10 до 25 градусов применяются для цветных металлов и их сплавов.
Плашка
Плашка (лерка) применяется для создания винтовой нарезки на болтах и шпильках. Она представляет собой круглую шайбу с центральным отверстием, которая имеет несколько выступающих ребер с острой кромкой. Плашка нарезает и калибрует внешнюю резьбу за один проход. Обычно ее применяют для нарезки резьбы на прутах диаметром до 52 мм. Стандартная толщина плашек составляет от 8 до 10 витков. Угол нарезанных выступов у плашки может отличаться. Инструмент с углом 40-60 градусов применяется для сквозного прохода. В том случае, если необходимо нарезать резьбу вплотную до упора, применяется плашка с углом 90 градусов.

Для того чтобы получить качественно нарезанную резьбу необходимо чтобы диаметр стержня, который будет обрабатываться, был на 0,3-0,4 мм больше, чем внутренний размер плашки. Также при применении этого инструмента стоит учитывать, что требуется снятие фаски на краю. Для того чтобы удерживать плашку применяется специальные воротки.

Плашка может быть цельной или разрезанной. Цельная имеет выступающие зубья для врезания в металл по всей поверхности. Использование такого инструмента требует серьезных усилий. Гораздо более популярными являются разрезанные плашки, которые имеют разделенные рабочие части, что уменьшает площадь контакта. Это облегчает процесс вывода стружки, и уменьшает трение.
Плашка может применяться для нарезания резьбы на правую или левую сторону. Также существует универсальный инструмент, который работает одинаково хорошо в обоих направлениях. Он обозначается маркировкой LN.
Клупп
Клупп – это практически та же плашка, но существенно больше. Он представляет собой систему резцов, устанавливаемых непосредственно в держатель, который одновременно служит и направляющей. Обычно такой инструмент для нарезки резьбы применяется для нарезания внешней резьбы на трубах, а также толстых металлических стержнях. Предлагаемые на рынке клуппы обычно имеют не только метрический ход, но и дюймовый. Обычно клупп применяют сантехники для подготовки труб.

Клупп продаются в наборе, в котором предлагается один держатель и несколько плашек. Насадки можно с легкостью менять. Также существуют электрические клуппы, которые фиксируются на трубе и они сами нарезают на ней резьбу. Благодаря тому, собственному редуктору, они способны создавать большие усилия, даже при слабом электродвигателе.
Особенность использования инструмента для нарезания резьбы
Для того чтобы получить качественную резьбу, с гладкой поверхностью, заготовку с которой проводится работа нужно закрепить в тисках. Если это невозможно, к примеру, при обновлении резьбы на водопроводной трубе, которая уже установлена, следует ее удерживать трубным ключом. Для того чтобы получить качественный результат также важно подобрать правильный диаметр инструмента для нарезки резьбы. Если используется метчик, то он должен быть на 0,2-0,3 мм больше, чем отверстие, в которое он вкручивается. Если применяется плашка или клупп, то наоборот стержень должен быть больше, примерно на 0,3-0,4 мм.

Перед началом работы рекомендовано подготовить смазку. Это позволит уменьшить трение и снизить нагрузку. Кроме того, наличие смазки позволяет избежать образования заусениц и чрезмерного перегрева детали. При использовании плашки или метчика стоит сделать несколько витков без применения смазочного материала. Это позволит зубцам плотно врезаться в металл под правильным углом. Если сразу пытаться нарезать резьбу на скользкой поверхности, возможно появление перекоса. В качестве смазки можно поменять машинное масло, солидол, солярку и даже свиное сало.
Для работы с алюминием рекомендовано использовать в качестве смазки керосин. Для очень твердых сталей, жесткость которых практически равна применяемому инструменту, стоит воспользоваться олифой.
Применяя инструменты для нарезки резьбы нужно делать это правильно
После осуществление нескольких витков необходимо сделать обратный ход. Это позволит эффективно удалить полученную стружку и улучшить поверхность образованных выступов. При этом следует периодически обновлять ранее нанесенную смазку. В том случае если машинного масла, солидола или свиного сала нет, в крайнем случае, можно воспользоваться сильно мыльной водой. Она существенно уступает по вязкости, но вполне способно улучшить прохождение инструмента.
Если проводится нарезка внутренней резьбы, то следует обратить внимание на то, что сначала берется метчик, который имеет неполную нарезку. Его можно узнать по кончику с коническим срезом и маркировкой «1». Он делает неглубокую нарезку, которую еще сложно назвать полноценной резьбой. После него применяется более ровный метчик, на которой нанесена маркировка в виде цифры «2». При прохождении он углубляет уже имеющеюся борозду и делает ее приемлемой для вкручивания болтов и винтов.
В некоторых наборах имеется инструмент с маркировкой «3». Он позволяет подготовить резьбовое соединение еще более качественно, доведя его до совершенства. При смене метчиков стоит учитывать, что последующее добавление смазки является обязательным условием. Ее отсутствие может привести к раннему износ инструмента.
После того, как инструменты для нарезки резьбы скручиваются с обработанной поверхности, их нужно протереть сухой ветошью. Особенно это важно, если в качестве смазки использовалась мыльная вода. То же самое касается и масла со свиным салом. Эти вещества являются довольно липкими, поэтому способствует прилипания пыли и грязи, что в дальнейшем повлечет забивание резьбы и ее прилипание при вкручивании.