- Обзор конструкции станка
- Характеристики оборудования
- Правила эксплуатации
- Сведения о производителе вертикально-сверлильного станка 2Н135
- Продукция Стерлитамакского станкостроительного завода
- 2Н135 станок вертикальный сверлильный универсальный одношпиндельный. Назначение и область применения
- Хронология выпуска заводом вертикально-сверлильных станков 2135 серии с диаметром сверления до 35 мм:
- Модификации сверлильных станков 2Н135
- Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
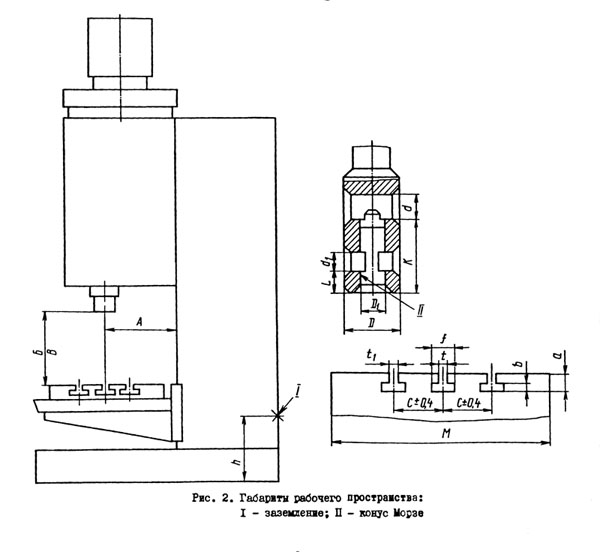
- Габарит рабочего пространства сверлильного станка 2Н135
- Общий вид сверлильного станка 2Н135
- Расположение основных частей сверлильного станка 2Н135
- Обозначение основных частей сверлильного станка 2Н135
- Расположение органов управления сверлильным станком 2Н135
- Перечень органов управления сверлильным станком 2Н135
- Кинематическая схема сверлильного станка 2Н135
- Перечень графических символов, указанных на табличках сверлильного станка 2Н135
- Коробка скоростей сверлильного станка 2Н135
- Механизм управления скоростями и подачами сверлильного станка 2Н135
- Механизм переключения скоростей и подач сверлильного станка 2Н135
- Коробка подач сверлильного станка 2Н135
- Сверлильная головка станка 2Н135
- Шпиндель в сборе вертикально-сверлильного станка 2Н135
- Электрооборудование и электрическая схема сверлильного станка 2Н135
- Описание работы электросхемы станка
- Установочный чертеж сверлильного станка 2Н135
- Приемы сверления труднообрабатываемых сплавов
- Вертикально-сверлильный станок 2Н135. Видеоролик.
Наименование издания:
Часть 1: Руководство по эксплуатации (2Н125.00.000 РЭ) – 25 страниц
Часть 2: Материалы по быстроизнашивающимся деталям (2Н125.00.000 РЭ), (2Н135.00.000 РЭ),(2Н150.00.000 РЭ) – 23 страницы
Часть 3: Свидетельство о приёмке (2Н125.00.000 РЭ1) – 11 страниц
Часть 4: Материалы по запасным частям (2Н125.00.000 РЭ3) – 62 страницы
Часть 5: Электрооборудование (2Н125.00.000 РЭ), (2Н135.00.000 РЭ),(2Н150.00.000 РЭ) – 15 страниц
Выпуск издания: Стерлитамакский завод имени Ленина
Год выпуска издания: 1986
Кол-во книг (папок): 5
Кол-во страниц: 136
Стоимость: Договорная
Описание: Полный комплект документации

Содержание:
Часть 1: Руководство по эксплуатации (2Н125.00.000 РЭ)
1. Общие сведения
– Общий вид станков
– Габариты рабочего пространства
– Расположение составных частей станков
2. Основные технические данные и характеристики
3. Комплект поставки
4. Указания мер безопасности
5. Состав станков
6. Устройство и работа станка и его составных частей
– Расположение органов управления и табличек с символами
– Схема кинематическая
– Коробка скоростей
– Механизм переключения скоростей и подач
– Коробка подач
– Сверлильная головка
– Шпиндель в сборе
7. Смазочная система
– Схема смазки
8. Порядок установки станков
– Схема транспортирования
– Установочный чертёж
– Схема установки станков
9. Порядок работы станков
10. Возможные неисправности и методы их устранения
11. Особенности разборки и сборки при ремонте
12. Указания по эксплуатации
13. Свидетельство о консервации
14. Свидетельство об упаковке
Часть 2: Материалы по быстроизнашивающимся деталям (2Н125.00.000 РЭ), (2Н135.00.000 РЭ),(2Н150.00.000 РЭ)*************
Часть 3: Свидетельство о приёмке (2Н125.00.000 РЭ1)
Часть 4: Материалы по запасным частям (2Н125.00.000 РЭ3)************
Введение
– Схема расположения подшипников
Перечень к схемам расположения подшипников
Чертежи сборочных единиц
Перечень запасных частей
Чертежи запасных деталей
Часть 5: Электрооборудование (2Н125.00.000 РЭ), (2Н135.00.000 РЭ),(2Н150.00.000 РЭ)
Описание схемы электрической принципиальной
Общие сведения
– Схема электрическая принципиальная
Работа схемы электрической принципиальной
Указания по монтажу и эксплуатации
– Схема электрическая подключений
– Схема электрическая соединений
Таблица проводов к схеме соединений
– Схема электрическая соединений блока реле
Указания по первоначальному пуску
Выпуском вертикально-сверлильного станка модели 2Н135 с 1950 по 1965 гг. занимался Стерлитамакский станкостроительный завод. Этот класс оборудования предназначался для сверления, развертывания отверстий, зенкования и нарезания резьбы с помощью метчиков. Область применения – штучное производство или комплектация ремонтных и обслуживающих мастерских.
Обзор конструкции станка
Так как вертикально-сверлильный станок 2Н135 согласно параметрам и характеристикам технического паспорта имеет ручное управление – особое внимание изготовитель уделил точности настройки узлов и агрегатов. Главными отличиями конструкции является механическая подача шпинделя и регулирование циклами работы вручную.
Относительная простота конструкции и управления позволяет выполнять стандартные операции по обработке заготовок в широком диапазоне режимов. В качестве режущих и обрабатывающих инструментов можно использовать высокоуглеродистые, твердые и быстрорежущие сплавы. Относительно высокая мощность электродвигателя дает возможность выполнять операции на предельных режимах работы.
При анализе характеристик паспорта можно выделить следующие конструктивные элементы станка:
- вертикальная станина. Изготовлена из чугуна, имеет внутренние полости для установки электрооборудования. Широкая платформа придает конструкции максимальную устойчивость;
- рабочий стол. На нем располагается деталь или заготовка для дальнейшей обработки. Изменяет положение только в вертикальном направлении. Имеется 3 Т-образных паза для крепления детали;
- сверлильная головка. На ней расположен основной рабочий инструмент станка 2Н135 – шпиндель. С помощью червячного вала смещается по вертикали. В этом же блоке находятся коробка передач, механизм подачи и противовес.
В качестве основного агрегата привода установлен электродвигатель с функцией реверсивного переключения. Этот блок дает возможность выполнять операции по нарезанию резьбы с помощью плашек. При этом точность напрямую зависит от параметров выбранного инструмента обработки.
Для смазки узлов оборудования предусмотрена специальная плунжерная система. Основной блок хранения СОЖ находится в нижней части станины. Жидкость подается с помощью насоса.
Характеристики оборудования
Основные параметры станка подробно изложены в его паспорте и технической документации. Для эксплуатации оборудования следует знать, что максимальный диаметр отверстия сверления может составлять 25 мм (для деталей из стали 45). При этом характеристики пределов расстояний от поверхности рабочего стола до конуса шпинделя составляют от 6 до 70 см.
Большая масса станка 880 кг придает всей конструкции максимальную устойчивость и является основным фактором гашения колебаний, возникающих во время работы. При этом габариты конструкции позволяют установить ее в ограниченном пространстве производственного или ремонтного цеха. Они составляют 235*78,5*91,5 см.
Но главными паспортными характеристиками станка 2Н135 являются параметры шпинделя:
- максимальное вертикальное перемещение – 17 см;
- ход – до 20 см;
- при одном обороте маховика происходит смещение на 122,46 мм;
- количество скоростей равно 12;
- допустимый крутящий момент составляет 250 Нм;
- конус соответствует параметру Морзе 3.
Станок 2н135 имеет 12 ступеней подач. При этом пределы вертикальных составляют от 0,1 до 1,6 мм при одном обороте шпинделя. Конструкция станка 2Н135 рассчитана только на ручное управление.
Мощность электродвигателя главного привода составляет 2,2 кВт. Но кроме него есть электронасос, обеспечивающий подачу охлаждающей жидкости к зоне обработки деталей.
Правила эксплуатации
Перед первым пуском станка 2Н135 следует внимательно ознакомиться с характеристиками паспорта, изучить параметры его узлов и агрегатов. После этого необходимо подготовить ровную площадку, которая не изменит своей геометрии под воздействием массы оборудования.
По окончании монтажа станка следует проверить его узлы. В случае надобности – удаляется антикоррозийный состав с их поверхности. Затем оборудование запускается на холостом ходу без установки режущего инструмента и деталей. Проверяется правильность работы на всех режимах, контролируется паспортная точность подач.
В качестве режущего инструмента можно использовать сверла всех типов, размер которых не превышает возможности станка.
В видеоматериале показан пример работы вертикально-сверлильного станка:

Сведения о производителе вертикально-сверлильного станка 2Н135
Изготовитель сверлильных станков моделей 2Н125, 2Н135, 2Н150, 2Г175 – Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого – токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
2Н135 станок вертикальный сверлильный универсальный одношпиндельный. Назначение и область применения
Станки универсальные вертикально-сверлильные 2Н135, с условным диаметром сверления 35 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания» зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Категория размещения 4 по ГОСТ 15150-69.
Разработчик – Одесское специальное конструкторское бюро специальных станков.
Хронология выпуска заводом вертикально-сверлильных станков 2135 серии с диаметром сверления до 35 мм:
- 2135 – первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А135 – следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н135, 2Н135А, 2Н135Б, 2Н135К, 2Н135Л – самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С135, 2С132 – последние модели серии. Сняты с производства в 2014 году
Модификации сверлильных станков 2Н135
Для обработки отверстий разных диаметров применяются базовые вертикально-сверлильные станки моделей: 2Н135. Последние две цифры номера каждой модели указывают наибольший диаметр отверстия в мм, которое можно сверлить на этом станке в заготовках из стали 45.
На основе базовой модели вертикально-сверлильного станка 2Н135 созданы следующие модифицированные модели:
2Н135А — вертикально-сверлильные станки с автоматизированным управлением (управление производится с помощью заранее настроенных кулачков и кнопок);
2Н135К — координатные вертикально-сверлильные станки с крестовым столом;
2Н135-1 — координатные вертикально-сверлильные станки с крулым поворотным столом;
2Н135С — специальные однопозиционные вертикально-сверлильные станки с фланцевой пинолью, служащей для крепления многошпиндельных головок;
2Н135Н — многопозиционные сверлильные станки, предназначенные для установки многошпиндельных головок и поворотных столов;
2Р135Ф2 — сверлильные станки с ЧПУ, крестовым столом и револьверной головкой и др.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 – производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 – производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 – производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 – производитель: Молодечненский станкостроительный завод
Габарит рабочего пространства сверлильного станка 2Н135
Габарит рабочего пространства сверлильного станка 2Н135
| Модель станка | Конус Морзе | А | Б | В | D | D1 | М |
| 2Н125 | 3 | 250 | 700 | 60 | 45 | 23,825 | 400 |
| 2Н135 | 4 | 300 | 750 | 30 | 60 | 31,267 | 450 |
| 2Н150 | 5 | 350 | 800 | 80 | 44,399 | 500 |
Общий вид сверлильного станка 2Н135

Фото сверлильного станка 2Н135

Фото сверлильного станка 2Н135

Фото сверлильного станка 2Н135
Расположение основных частей сверлильного станка 2Н135
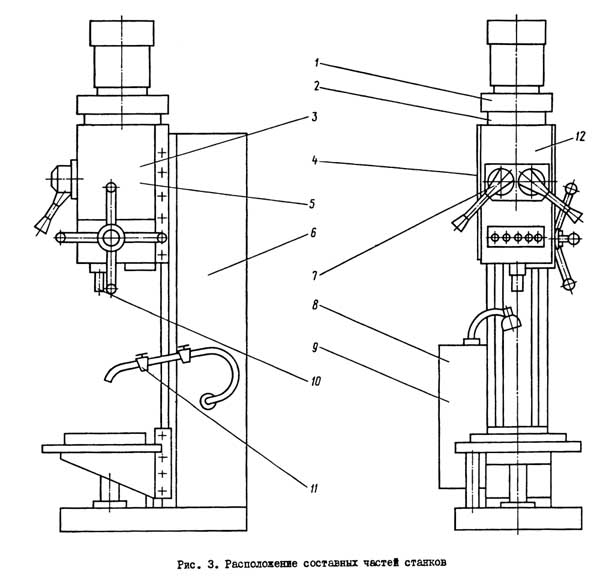
Расположение основных узлов сверлильного станка 2Н135
Обозначение основных частей сверлильного станка 2Н135
- Привод сверлильного станка – 2Н135.21.000
- Коробка скоростей станка – 2Н135.20.000
- Насос плунжерный масляный – 2Н125.24.000 для станка 2Н125
- Насос плунжерный масляный – 2Н135.24.000
- Коробка подач – 2Н135.30.000
- Колонна, стол, плита – 2Н135.10.000
- Механизм управления скоростями и подачами – 2Н135.25.000
- Электрошкаф – 2Н125.72.000
- Электрооборудование – 2Н135.94.000
- Шпиндель в сборе – 2Н135.50.000
- Система охлаждения станка – 2Н135.80.000
- Сверлильная головка – 2Н135.40.000
Колонна, стол, плита. Колонна станка представляет собой чугунную отливку. По направляющим колонны типа "ласточкин хвост" вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты – резервуар с отстойником для охлаждающей жидкости.
Расположение органов управления сверлильным станком 2Н135

Расположение органов управления сверлильным станком 2Н135
Перечень органов управления сверлильным станком 2Н135
- Табличка – "Заполнение"
- Табличка – "Слив"
- Кран включения охлаждения
- Болты для регулировки клина стола и сверлильной головки
- Рукоятка перемещения стола и сверлильной головки
- Винты зажима стола и сверлильной головки
- Табличка – "Заземление"
- Вводный выключатель
- Табличка – "Главный переключатель"
- Сигнальная кнопка СТАНОК ВКЛЮЧЕН
- Кнопка включения правого вращения шпинделя
- Кнопка включения левого вращения шпинделя
- Кнопка включения качательного движения шпинделя при переключении скоростей и подач
- Рукоятка переключения скоростей
- Кнопка СТОП
- Табличка – "Частота вращения"
- Табличка – "Менять скорость только при остановке"
- Винты зажима стола и сверлильной головки
- Болты для регулировки клина стола и сверлильной головки
- Табличка – "Подача, мм за одни оборот"
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Штурвал механизма подач
- Лимб для отсчета глубины обработки
- Выключатель освещения
- Табличка – "Охлаждение"
- Выключатель насоса охлаждения
- Кулачок для настройки глубины обработки
- Кулачок для настройки глубины нарезаемой резьбы
- Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
- Рычаг отключения механической подачи при достижении заданной глубины обработки
- Квадрат для ручного перемещения сверлильной головки
Кинематическая схема сверлильного станка 2Н135
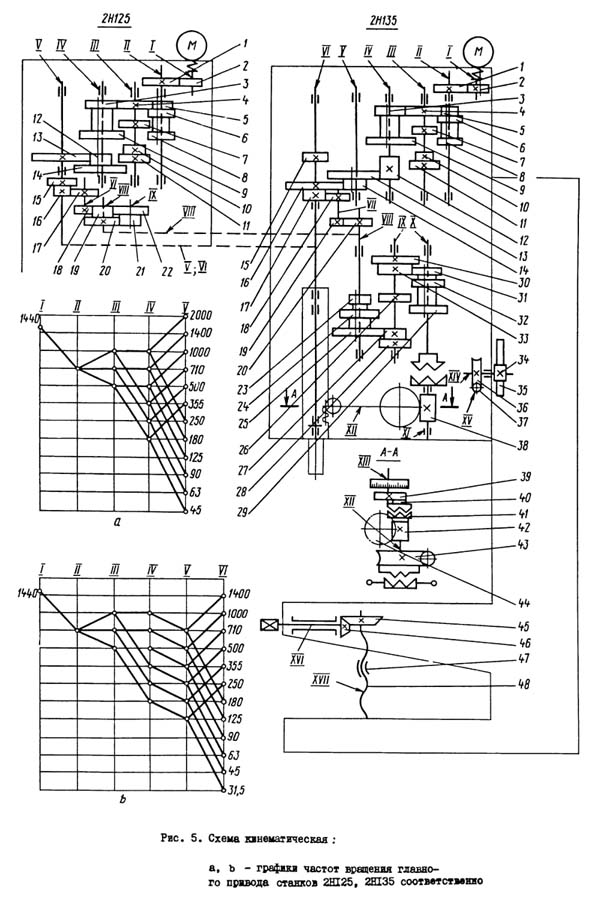
Кинематическая схема сверлильного станка 2Н135
Перечень графических символов, указанных на табличках сверлильного станка 2Н135

Перечень графических символов, указанных на табличках сверлильного станка 2Н135
Коробка скоростей сверлильного станка 2Н135

Чертеж коробки скоростей сверлильного станка 2Н135
Коробка скоростей и привод. Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.7), 7, 8. Опоры валов коробки размещены в двух плитах – верхней и нижней 4, скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту 10 и зубчатую передачу 9. Последний вал 2 коробки – гильза – имеет шлицевое отверстие, через которое вращение передается.
Через зубчатую пару 3 вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм управления скоростями и подачами сверлильного станка 2Н135

Пульт управления скоростями и подачами сверлильного станка 2Н135
Механизм переключения скоростей и подач сверлильного станка 2Н135

Механизм переключения скоростей и подач сверлильного станка 2Н135
Механизм переключения скоростей и подач. Переключение скоростей производится рукояткой 2 (рис.8), которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2Н135 и четыре для 2Н150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4.
Коробка подач сверлильного станка 2Н135

Чертеж коробки подач сверлильного станка 2Н135
Коробка подач. Механизм смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2Н125, 2Н135 и двенадцать подач на станке 2Н150. На станках 2Н125 и 2Н135 коробки подач отличаются только приводом, который состоит на станке 2Н125 из зубчатых колес 1 (рис.9), на станках 2Н125, 2Н135 – из зубчатых колес 2, 3 – соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Сверлильная головка станка 2Н135

Чертеж сверлильной головки сверлильного станка 2Н135
Сверлильная головка представляет собой отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- ручного подвода инструмента к детали;
- включения рабочей подача;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подача, используемой при нарезании резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме – полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
При ручном включении подачи штурвалом 14 (после поворота его на себя на угол 20°) зуб муфты 8 встает против впадины обоймы-полумуфты 7. Вследствие осевой силы и специальной пружины 12 обойма-полумуфта 7 смещается вправо и расцепляет зубчатые диски 5 и 6; механическая подача прекращается.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт II передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработав и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Шпиндель в сборе вертикально-сверлильного станка 2Н135

Чертеж шпинделя в сборе сверлильного станка 2Н135
Шпиндель 2 (рис.11) смонтирован на двух. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента – верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.
Электрооборудование и электрическая схема сверлильного станка 2Н135

Электрическая схема сверлильного станка 2Н135
Описание работы электросхемы станка
Включением вводного автомата В1 подается напряжение на главные и вспомогательные цепи, загорается сигнальная лампа. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение "ВКЛЮЧЕНО". Нажатием кнопки Кн2 "ВПРАВО" катушка пускателя Р1 получает питание, главные контакты включают М1 на правое вращение шпинделя. Через блок-контакты Р1 включается пускатель Р5, включающий электронасос М2 и реле задержки Р12.
При нажатии кнопки КнЗ "ВЛЕВО" происходит отключение пускателя Р1, электродвигателя М1, реле Р12 после разряда конденсатора CЗ контакты реле Р12 (28-26) замыкаются и происходит включение пускателя Р2 и М1 на левое вращение. Реле Р12 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя В4 от кулачка, установленного на лимбе.
Останов осуществляется нажатием на кнопку Кн1 "СТОП", при этом отключаются пускатели Р1 или Р2, Р5, отключающие М1, М2. Через контакты реле Р12 (7-9) включается реле Р11 с последующим включением пускателей Р3 и Р4. Обмотки электродвигателя М1 подключаются через выпрямители Д1, Д2 к трансформатору Тр2, происходит динамическое торможение. После разряда конденсатора C1, C2 – отключается реле Р11, отключающее пускатели Р3, Р4 и М1 от тормозной цепи.
При переключении скоростей, если шестерни не входят в зацепление, применяют шаговый проворот ротора электродвигателя. Нажатием кнопки Кн4 "ПРОВОРОТ" включается пускатель Р4, по фазам 1C2-1CЗ протекает пониженное выпрямленное напряжение. Через сопротивление Р2 с задержкой включается реле Р11, отключающее пускатель Р4 и включающее Р3 – напряжение протекает по фазам 1C1-1C2. Такие переключения обеспечивают качание ротора и кинематики, что облегчает переключение скоростей.
Для защиты от перегрузки служат тепловые реле. Для нулевой защиты – катушки и контакты магнитных пускателей.
Установочный чертеж сверлильного станка 2Н135

Установочный чертеж сверлильного станка 2Н135
Приемы сверления труднообрабатываемых сплавов
К числу труднообрабатываемых сплавов относятся жаропрочные, титановые нержавеющие и т. п. стали. При сверлении их стандартным сверлом образуется сильно деформированная заклинивающаяся в канавках сверла ленточная стружка, вызывающая возникновение больших сил резания. Это влечет за собой увеличение вибраций сверла, вредно сказывающееся на состоянии его режущих кромок, которые быстро затупляются. Поэтому труднообрабатываемые сплавы нужно сверлить с учетом следующих рекомендаций:
- 1. Применять специальные укороченные (по сравнению со стандартными) сверла, длина которых не должна превышать их диаметр более чем в 4—5 раз.
- 2. Не применять сверла, укороченные в результате переточки стандартных сверл. Укорочение стандартного сверла приводит к увеличению длины поперечной режущей кромки вследствие того, что толщина перемычки возрастает по мере приближения к хвостовику.
- 3. При отсутствии специальных укороченных сверл можно на стандартные сверла надевать и закреплять жесткие разрезные втулки с внутренним диаметром, равным диаметру сверла, и наружным, равным 35..60 мм. Втулка должна быть закреплена вплотную к торцу патрона или шпинделя станка. Длина втулки зависит от длины сверла, но желательно, чтобы часть сверла, выступающая из втулки, по длине не превышала диаметр сверла более чем в 5..6 раз.
- 4. Чтобы повысить стойкость сверла, ширину его направляющих ленточек надо уменьшить до 0,2..0,4 мм, задний угол увеличить до 12° и применять двойную заточку.
- 5. Чтобы предотвратить заклинивание стружки, следует на задней поверхности сверла прорезать стружкоделительные канавки (рис. 86), разделяющие стружку по ширине на несколько частей; это улучшает условия отвода ее из отверстия.
- 6. Чтобы при выходе из отверстия стружка не наматывалась на сверло, применяют специальный стружкодробитель, представляющий собой конический колпачок, закрепляемый на сверле. Стружка, упираясь в колпачок, ломается на короткие спирали.
- 7. Сверление вести только с применением смазочно-охлаждающих жидкостей. Для жаропрочных сплавов рекомендуется 50%-ная эмульсия или водный раствор хлористого бария с добавкой 1%-ного нитрата натрия, для титановых сплавов — касторовое и осерненное масла, олеиновая кислота или ее смеси.