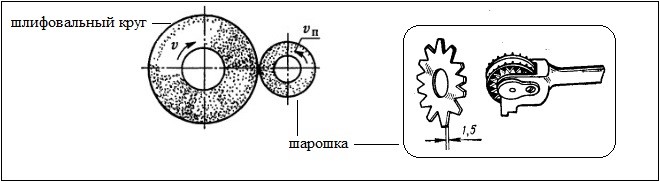
В процессе эксплуатации у абразивных кругов изменяется профиль, а их зернистая поверхность забивается отходами обработки, что в итоге приводит к снижению эффективности этого приспособления. Для того чтобы вернуть точильным и шлифовальным кругам их первоначальные характеристики, используется такой инструмент, как шарошка для правки абразивных кругов.

Шарошки звездочки: слева тупозубая, справа острозубая
Несложные по своей конструкции шарошки-звездочки делятся на два типа:
Между собой они различаются не только формой зубьев, но также толщиной и сферой применения.

Размеры шарошек для правки абразивных кругов
Область применения
При помощи шарошек, оснащенных острыми зубьями, выполняется правка шлифовальных кругов, плотная структура которых состоит из абразивных зерен минимального размера. Если при помощи острозубых шарошек взяться за правку кругов из абразивных зерен средней и крупной фракции, то правящий инструмент просто испортит их рабочую поверхность, нанеся ей серьезный вред. В таких случаях как раз и используется тупозубая шарошка, специально предназначенная для правки средне- и крупнозернистых абразивных кругов.
Высокая эффективность использования шарошек-звездочек обеспечивается тем, что обработка с их помощью осуществляется на высокой скорости их вращения. Следует иметь в виду, что правка точильных и шлифовальных кругов выполняется не одной шарошкой, а целым их набором, помещаемым на специальную ось, оснащенную смазочным ниппелем.

Специальная державка для шарошек
Учитывая тот факт, что шарошечный инструмент в процессе использования испытывает серьезное механическое воздействие со стороны абразивного круга, его рабочая часть должна быть обязательно подвергнута качественной закалке.
Принцип действия
Принцип работы шарошки для правки шлифовальных кругов довольно прост. Набор таких инструментов, собранный в единый блок, помещается на специальную ось, оснащенную рукояткой для оператора, и вводится в контакт с вращающимся абразивным кругом. В результате набор шарошек тоже начинает вращаться на оси, обкатываясь и скользя по поверхности обрабатываемого круга. Поскольку рабочая часть шарошек закалена и отличается высокой твердостью, при их взаимодействии с кругом с него снимается слой абразива, а значит, его поверхность выравнивается.
По похожему принципу работает правящий инструмент, рабочим органом которого является алмаз, вернее, набор алмазов, закрепленных на специальной оправке в определенном порядке или произвольно. Наборы шарошек-звездочек могут не только фиксироваться на ручных приспособлениях для правки, но и использоваться в составе устройств, устанавливаемых на неподвижном основании.

Шарошки собираются в державку, которая устанавливается на подручник станка до упора в наждачный камень
К недостаткам, которыми обладает шарошечный инструмент для правки абразивных кругов, следует отнести:
- невысокую точность выполняемой обработки;
- большое количество пыли, образующейся в процессе правки.
Проблема с пылью даже при использовании ручного инструмента, оснащенного шарошками, решается достаточно легко. Для этого к его полой рукоятке прикрепляют шланг, соединенный с пылесосом.
Конечно, нельзя не отметить и преимущества правки посредством шарошек. Сюда следует отнести:
- высокую производительность;
- исключение заглаживания абразивного круга, обрабатываемого правящим инструментом.
Наибольшую эффективность устройство на основе вращающихся шарошек демонстрирует в тех случаях, когда с его помощью осуществляется правка абразивных кругов, используемых для выполнения обдирочных работ.
Метод правки шлифовальных кругов обкатыванием
При выполнении правки с применением шарошек используется метод обкатывания. Его суть заключается в том, что инструмент, обкатываясь по обрабатываемому кругу, дробит, скалывает и удаляет с его поверхности абразивные зерна и скрепляющий их материал. Таким образом, поверхность абразивного круга очищается от инородных включений и выравнивается.
На сегодняшний день многие производители создают более усовершенствованные правящие инструменты на основе шарошек. Рабочим органом таких приспособлений является кассета, в которой уже скомплектован и надежно зафиксирован набор шарошек, размещенных на валу.

Процесс абразивной обработки изделий шлифовальным кругом неизбежно сопровождается постепенным истиранием самого инструмента, а при неравномерной выработке – нарушением его геометрии. При этом работоспособность круга зависит от характера износа и характеристик связующего вещества абразивных материалов.
В более мягких кругах происходит процесс выкрашивания изношенных зерен при сохранении абразивных свойств круга. При высокой твердости круг затупляется, происходит сглаживание и засаливание зерен со значительным ухудшением режущей способности, снижением качества обработки и производительности. Решение проблемы – своевременная правка абразивных шлифовальных кругов с применением различных технологий и инструментов.
Основные технологии правки абразивного круга
Правка – это процесс съёма материала шлифовального круга для восстановления его режущих свойств. Также правка применяется для восстановления геометрии круга, например для устранения биения в новых изделиях. В зависимости от типа инструмента правка подразделяется на алмазную и безалмазную. Основная классификация – характер воздействия, который подразделяется на:
 Правка обтачиванием – точение абразива и связующего высокотвердым правящим инструментом. Это может быть шарошка, алмазная игла или алмазный карандаш. По сути, процесс идентичен обычному точению резцом.
Правка обтачиванием – точение абразива и связующего высокотвердым правящим инструментом. Это может быть шарошка, алмазная игла или алмазный карандаш. По сути, процесс идентичен обычному точению резцом.- Правка обкатыванием – процесс дробления и скалывания от воздействия инструмента круглой формы вращающегося от контакта с вращающимся кругом. Для этого стальные диски с закаленными поверхностями, карбидокремниевые круги, ролики из твердых сплавов и шарошки-звездочки. Недостатком данного способа правки является и относительно невысокая точность обработки, достоинствами – высокая производительность и отсутствие заглаживания поверхности. Часто используется в качестве предварительной операции перед обработкой алмазным инструментом.
 Шлифование – технология устранения последствий износа шлифовальных кругов посредством контакта с абразивным инструментом, приводимым в действие собственным приводом. Шлифовка может производиться алмазными роликами, эльборовыми или алмазными кругами, дисками из твердых сплавов и др. инструментом, ось вращения которого может как параллельной, так и перпендикулярной оси вращения обрабатываемого диска. Последний вращается со сравнительно небольшой скоростью при нормальной рабочей скорости вращения правящего инструмента. Недостаток способа – необходимость в специальном приспособлении для правки шлифовальных кругов, т. к. ручное вращение не допускается из-за возможных дефектов геометрии при обработке.
Шлифование – технология устранения последствий износа шлифовальных кругов посредством контакта с абразивным инструментом, приводимым в действие собственным приводом. Шлифовка может производиться алмазными роликами, эльборовыми или алмазными кругами, дисками из твердых сплавов и др. инструментом, ось вращения которого может как параллельной, так и перпендикулярной оси вращения обрабатываемого диска. Последний вращается со сравнительно небольшой скоростью при нормальной рабочей скорости вращения правящего инструмента. Недостаток способа – необходимость в специальном приспособлении для правки шлифовальных кругов, т. к. ручное вращение не допускается из-за возможных дефектов геометрии при обработке.- Тангенциальное точение – процесс аналогичный обтачиванию, но проводимый на плоскошлифовальных станках путем срезания стертой поверхности алмазным бруском. Производится в заводских условиях, обеспечивает высокое качество обработки и стабильность геометрии круга.
- Правка свободным абразивом – обработка путем контакта при вращении круга в специальном устройстве с суспензией из абразивных зерен и глины. Данный тип правки возможен исключительно в заводских условиях, обеспечивает высокую производительность, но низкую избирательность.
Наиболее подходящий инструмент для правки шлифовальных кругов в домашних условиях или в мастерской – алмазные шарошки и шарошки-звездочки, алмазные бруски и другие виды правящего инструмента. Для правки шлифованием в домашних условиях можно использовать болгарку с алмазным кругом и приспособлением для упора. Практически при всех технологиях наилучший эффект обеспечивает инструмент с алмазной рабочей частью при условии наличия охлаждения если температура превышает 700-800°C.
Правка шлифовальных кругов осуществляется в станочных приспособлениях различных конструкций. На рис. 2.5 показано приспособление для правки шлифовальных кругов к станкам моделей 1Б811, 1812 и некоторым другим. Правка круга выполняется алмазным карандашом 10, установленным в держателе 5. Правка осуществляется вручную по упорам 8 и 6. Основание 7 можно поворачивать от нулевого положения в обе стороны. В положении упоров 2 шлифовальный круг правят под углом 20°. Для получения другого угла правки упоры перемещают по пазу и закрепляют в необходимом месте по шкале на корпусе 3 и нониусу периферии основания 7. Угол правки устанавливается с точностью до 6′. Для правки торца шлифовального круга к приспособлению прилагается удлинитель, который крепится на оси 9. Алмаз подается на шлифовальный круг 11 рукояткой 4, которая при помощи винта подачи перемещает корпус приспособления.

Рис. 2.5. Приспособление для правки шлифовального круга:
/ — винт; 2,6,8 — упоры; 3 — корпус; 4 — рукоятка; 5 — держатель; 7— основание;
9 — ось; 10 — алмазный карандаш; 11 — шлифовальный круг
Правка восстанавливает режущую способность, геометрическую форму и микропрофиль рабочей поверхности круга.
Выпускают следующие основные виды правящих инструментов: алмазные карандаши (ГОСТ 607—80*); алмазы в оправах (ГОСТ 22908-78*); резцы (ГОСТ 17368-79*); иглы (ГОСТ 17564-85*); пластины, применяемые вместо алмазов в оправах, и гребенки, используемые взамен алмазных резцов; ролики прямого (ГОСТ
16014—78*) и фасонного профилей и др. Самым распространенным правящим инструментом являются алмазные карандаши, так как они имеют простую и «жесткую» конструкцию и у них возможно изменение характеристик по размерам, числу и расположению алмазов. В табл. 2.15 приведены области применения алмазных карандашей.
Области применения алмазных карандашей
Цепочкой вдоль оси карандаша
Правка фасонного профиля по копиру; внутреннее шлифование; всех видов шлифовальных кругов зернистостью 25 и крупнее
Шлифование всех видов, кроме профильной правки по копиру и резьбошлифования
В один слой по сферической поверхности
Резьбошлифование однониточными кругами зернистостью 16 и мельче; прецизионное шлифование мелкозернистыми кругами с высокими требованиями к шероховатости поверхности; правка тонких кругов на вулканитовой связке, фасонных кругов с острым профилем, кругов для заточки пил
- 1. Какие инструментальные материалы вы знаете?
- 2. К какой группе вольфрамовых твердых сплавов относится сплав ТТ8К6?
- 3. Для чего в спиральных сверлах выполняют внутренние винтовые канавки?
- 4. В какую сторону должен вращаться шлифовальный круг при заточке резца на точильно-шлифовальном станке?
- 5. Почему предпочтительнее затачивать резцы в трехповоротных тисках на универсально-заточных станках, чем шлифовать на точильно-шлифовальных станках?
- 6. Какие шлифовальные круги используют при заточке керамических резцов?
- 7. На каком оборудовании производится заточка алмазных резцов и какой режущий инструмент при этом используется?
- 8. Как выполняется доводка твердосплавных и керамических резцов?
- 9. Какие шлифовальные материалы относятся к природным и какие к искусственным?
- 10. Что такое абразивная способность шлифовальных материалов?
- 11. Какие виды абразивного инструмента вы знаете?
- 12. Какие характеристики шлифовального круга должны быть записаны при его маркировке?
- 13. С какой целью осуществляется правка шлифовальных кругов?