Мы хотели бы рассказать Вам о типичных ошибках, возникающих в процессе заточки и разводки ленты.
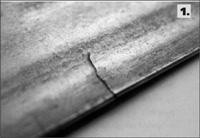
1. Подобные трещины возникают из-за неправильной установки направляющих роликов. В результате тыльная сторона пилы во время работы все время трется о бортик ролика.

3 и 3а. Визуально заметно, что при заточке заточной круг проходит неполный профиль зуба. Ошибка в установке угла наклона головки заточного станка или в профиле заточного камня, если используется не боразоновый диск CBN.

Кроме того, причина может крыться в выработке эксцентрика заточного станка. Трещины появились в том месте, которое не было проточено.

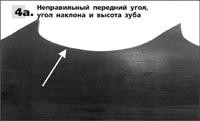
4 и 4а. Нулевой угол атаки – лента во время работы сильно дребезжит, что приводит к вибрации пилящей головы. В этом случае на теле пилы появляются трещины в месте, обозначенном кругом.

Причиной является неправильная установка головки заточного станка. При очень маленькой (4а) высоте зуба лента начинает "волнить" из-за того, что пазух недостаточно большой, чтобы выбрасывать опилки, которые в этом случае очень мелкие (пыль).
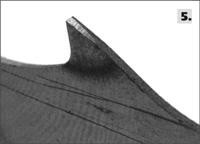
5. Зуб не заточен до конца. Причиной этого является неосевая установка головки заточного станка по отношению к прижиму. Лента быстро затупится.
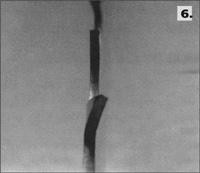
6. Слишком большая разводка зуба. Режущая кромка зуба (верхушка) не равноудалена от кромки пазуха ленты, которая очень быстро притупляется. Появляются значительные рывки головы во время распила.
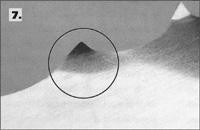
7. Грот разводного инструмента установлен слишком низко, что вызывает заметные отклонения ленты ниже пазуха зуба. Такая лента делает «волну» в пропиле, несмотря на правильные показания разводного инструмента.
Дарьюш Куява
Начальник отдела обслуживания клиентов
Wood-Mizer, Польша
Заточка ленточных пил наиболее сложна по сравнению с другими типами пил. Это вызвано не только конструктивными особенностями такого инструмента, но и необходимостью тщательно контролировать процесс и точность выдержки углов, поскольку такие пилы применяются для художественной обработки дерева, а также для работы с ценными породами. Кроме того, ленточную пилу достаточно легко повредить в процессе заточки. Существует реальная опасность привести в негодность ленту при несоблюдении ряда правил по работе с ней. О том, как правильно заточить ленточную пилу для работы по дереву, как избежать ошибок в процессе заточки, будет описано ниже.

Для того чтобы наточить ленточную пилу, необходимо приобрести точильные круги и точильный станок
Материалы и их характеристики
Перед началом работ следует знать, для чего используется ленточная пила (лента), какие материалы применяются и какие параметры следует выдерживать при работах по заточке лент.
Ленточная пила является специализированным инструментом для порезки древесины в особых станках. Полотно такого инструмента представляет собой замкнутую ленту, которая может иметь зубцы или плоскую острую режущую кромку (беззубчатую). Такой деревообрабатывающий инвентарь делает очень аккуратные и очень тонкие пропилы, что позволяет использовать их для финишных работ, работы с ценной древесиной, а также для того, чтобы делать как продольно-поперечные распилы, так и распилы под любым углом и в любой плоскости материала. К их достоинствам относят высокую скорость обработки материала, высокий срок эксплуатации режущей кромки и точность линии пропила. Чтобы пила всегда была готова к использованию, а также для качественного реза, необходимо постоянно подтачивать режущую кромку, а при ее износе производить полную заточку.

Устройство заточного станка.
Для изготовления полотен наиболее часто применяют сталь 9ХФ или В2Ф. Такие стали имеют твердость 45-55 баллов по шкале Роквела. Более твердые стали практически не применяются. Низкая твердость не способна длительно удерживать остроту режущей кромки, особенно при частой работе инструмента. Так, после обработки твердых пород дерева требуется наточить пилу. Исключения составляют пилы для обработки металла и металлических изделий: там часто используется сталь 100Х18В4 или аналоги, твердость которых составляет 90-95 баллов по шкале Роквела. Правда, не вся пила изготавливается из такого высокопрочного сплава, а только зубцы и 2-3 мм режущей кромки, которая соединяется с остальной лентой специальным лазером. Наточить такие пилы без соответствующего инструмента сложно, а в домашних условиях — нереально. Точат их в специализированных центрах, поэтому процесс их заточки в данном материале рассматриваться не будет.
Мониторинг уровня износа режущей кромки происходит визуально при контроле среза, еще может контролироваться время работы пилы (для сравнения следует засечь скорость распила заготовок одного диаметра при остром и тупом полотне). Осуществляется это довольно просто: тупая лента делает неровные (рваные) поверхности в месте пропила.
Углы и «зубы» пильной ленты
Чтобы наточить режущую кромку ленты, необходимо знать и выполнять некоторые «правила». Для распиливания древесины применяются пилы с 3 типами зубьев, условно их делят на следующие группы:
- Столярные ленты.
- Делительные ленты.
- Ленты для бруса и бревен.

Схема ленты для пилы.
Главным и единственным отличием режущей кромки разных групп являются угол наклона и угол заточки зуба. Форма зуба практически не изменяется — используется стандартная треугольная. Однако на более старых моделях и некоторых новых может применяться волнообразная, с острым и тонким гребнем. Все ведущие изготовители отказались от волнообразных зубцов из-за сложности их производства и заточки, как заводской, так и домашней.
Чтобы правильно наточить пилу, требуется максимально точно выдержать углы. Для столярных лент угол заточки должен быть в пределах 45-50 о , а угол наклона (часто указывается задний) — 35 о . Делительные пилы имеют угол заточки 40-45 о , а угол наклона 18-22 о . Обработку бревен и бруса осуществляют полотна с углом заточки 50-53 о и углом наклона 10-15 о . Из приведенных цифр видно, что угол наклона зависит от твердости (плотности) заготовки. Наиболее плотные материалы, бревна, обрабатывают лентами с самым большим наклоном зуба, а самые простые столярные работы производят более ровными зубьями. При этом плотные бревна распиливаются менее острыми «зубами» (углы обычно от 50 о ) потому, что при таких работах происходит черновой распил заготовки.
Металлические листы и детали обрабатывают 2 видами лент:
- Стандартные ленты.
- Ленты с положительными передними углами зубьев.
В зависимости от обрабатываемого материала могут использоваться полотна с разными расстояниями между зубцами, а их форма остается неизменной.
Стандартные ленты применяют для тонких и небольших металлических заготовок, зуб имеет передний наклон, близкий к 0 о . Для длительной работы с большим количеством металла используют пилы, имеющие положительные передние углы. Размер угла может быть разным, и его выбор зависит от твердости обрабатываемого металла.
Главной отличительной чертой пил по металлу от пил по дереву является размер (высота) зуба. На пилах по металлу зубья имеют высоту не более 2-3 мм, а у пил по дереву их высота не бывает ниже 4-5 мм. Другой параметр — расстояние между зубцами, обычно его указывают количеством зубьев на один дюйм. Чтобы уменьшить вибрацию станка при работе (снизить резонанс), часто применяют полотна с разным шагом зубцов. Такие ленты обозначаются 2 числами, написанными через дробь. Например, 2,5/4,5 з/дюйм. Это означает, что на первый дюйм приходится 2,5 зуба, а на следующий 4,5, потом опять 2,5 и т.д.
Разводим и точим
Разводка и заточка ленточных пил не производятся отдельно друг от друга. Их следует произвести последовательно, сначала развести, а потом наточить полотно. Разводят полотно для того, чтобы снизить его трение об обрабатываемый материал и чтобы не допустить зажатие ленты. Разводку делают разную, в зависимости от задач станка. Наиболее часто встречается поочередная, когда зубцы отгибают от плоскости полотна в разные стороны по очереди. Менее распространена разводка для зачистки материала. Ее отличием от предыдущей является то, что из 3 зубов один не отгибают, т.е. первый отгибается вправо, второй влево, третий остается ровным.
Самой сложной и редкой является волнистая разводка, при которой каждый зубец отгибают на «индивидуальный» угол. Разводку можно осуществлять обычными пассатижами, при этом следует тщательно выдерживать углы отклонения зубов и плотно фиксировать полотно. Главным нюансом является то, что в процессе разводки отклоняют только 2/3 или ½ длины зуба, а не весь зуб (от основания).
Чтобы наточить ленточную пилу, следует приобрести точильные круги и точильный станок. Материал кругов определяется исходя из материала пилы. Особое внимание следует уделить форме точильного круга, которая зависит от режущей поверхности пилы. Форма точильного круга определяет углы заточки. Стандартно при начале работы в точильный станок устанавливают круг и закрепляют его, затем в специальный зажим вставляют ленту полотна и тоже закрепляют. Процесс заточки происходит следующим образом: вращающееся точило опускают к полотну, производят заточку одного зуба, затем поднимают и переходят к следующему. Когда заточены все зубцы в пределах перемещения точила, станок отключают, разжимают и смещают полотно, чтобы точились следующие зубцы. При этом маркером помечают начальные зубья.
Секреты заточки
Чтобы в процессе заточки на полотне не образовались трещины с тыльной части, его необходимо закрепить так, чтобы исключить трение о станок (чтобы был зазор между полотном и поверхностью станка).
Нельзя сильно нажимать на круг, пренебрежение этим позволит точилу снимать большой слой металла с режущей кромки и приведет к быстрому износу и непригодности пилы к работе.
Слишком большое отклонение зубьев при разводке приводит к быстрой потере остроты пилы и может стать причиной поломки зубцов.
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала. Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Материал пил
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные – свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Геометрия зубьев ленточных пил
Для распиловки древесины применяются три основных типа зубьев: для столярных работ, для делительных пил, для распиливания брусьев и бревен.
Конкретные значения углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость – чем тверже древесина, тем меньше передний угол (γ).
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме – от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
Развод ленточных пил
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
Стандартная, при которой зубья поочередно отгибаются в противоположные стороны.
Зачищающая, у которой после отгиба двух зубьев, третий не разводится, оставаясь на месте.
Применяется в основном для пил, предназначенных для резки особо твердых сплавов и материалов. Каждый третий зуб имеет трапецеидальную форму, он остается по центру пилы и служит для направления всей пильной ленты.
Волнистая, самая сложная, при которой зубья отгибаются с переменным значением величины отгиба, образуя своеобразную волну.
При разводе отгибают не весь зуб, а только его часть на расстоянии 1/3-2/3 от вершины. У производителей пил имеются свои рекомендации по параметрам развода их пил, однако в общем случае значения, рекомендуемые ими, укладываются в диапазон 0,3-0,7 мм.
Общим правилом является то, что развод у ленточных пил для резки мягких пород древесины должен быть больше, чем у пил для обработки твердых пород. Но никогда не должен быть такой выгиб зубьев, чтобы оставался не вырезанный клин по центру.
При разводе должна быть обеспечена его одинаковость для всех зубьев. Отклонение не должно превышать 0,1 мм. При неравномерной разводке пила может уходить в сторону более сильного развода.
Приспособления для развода
Простое рычажное разводное устройство (модель РУ-05) представлено на рисунке ниже.
Пила устанавливается в паз устройства зубом напротив щупа стрелочного индикатора, служащего для замера величины развода. С помощью передвижной шкалы стрелка индикатора устанавливается на ноль.
При нажатии на разводной рычаг болт (1) давит на зуб, изгибая его и осуществляя тем самым его разводку. Стрелка индикатора показывает величину разводки. Вворачиванием или выворачиванием болта устанавливается её требуемое значение, после чего болт стопорится контргайкой (2).
Развод осуществляется через один зуб, после чего полотно разворачивается, и операция повторяется в отношении остальных зубьев.
Есть и более простые устройства для развода, предназначенные для развода пил-ножовок. Хотя они не могут обеспечить высокой точности и требуют определенных физических усилий, в крайнем случае , можно воспользоваться и ими.
Заточка ленточных пил
В зависимости от твердости зубьев, для заточки ленточных пил применяются разные круги – электрокорундовые, алмазные или эльборовые (они же боразоновые). Для заточки пил из инструментальной стали используются корундовые круги на бакелитовой основе. Заточка биметаллических леточных пил или других пил с зубьями высокой твердости требует эльборового или алмазного круга.
Форма используемого круга определяется параметрами пилы и способом заточки – т.е. тем, какой у пилы профиль зуба и какая затачивается грань. Круг может быть профильным (иметь форму идентичную профилю зуба), плоским, чашечным, тарельчатым. Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки. Окружная скорость не должна превышать 20-25 м/с.
Для повышения стойкости заточки, важной является её доводка (обработка передней и задней грани мелкозернистым оселком), осуществляемая после заточки.
Большинство инструкций по заточке ленточных пил рекомендуют производить заточку по передней поверхности зуба или одновременно по передней и задней поверхностям. На практике же нередко заточку производят по одной задней поверхности зуба – из-за особого удобства этой операции.
Вообще, ленточные пилы отличаются неприхотливостью в отношении заточки. Их можно затачивать разными по составу и форме кругами, по профилю зуба или передней и/или задней поверхностям, специальными станками и вручную.
Можно выделить два основных способа заточки ленточных пил – полнопрофильную заточку боразоновым профильным кругом и заточку граней зуба по отдельности.
Полнопрофильная заточка ленточной пилы является наиболее качественной. При ней эльборовый круг, имеющий форму, точно соответствующую форме профиля зуба, за одно движение затачивает всю межзубовую впадину с задней и передней поверхностями соседних зубьев. При этом абсолютно точно сохраняются все параметры профиля зуба и исключаются угловатые формы у основания зуба, ослабляющие пилу.
Станки и приспособления для заточки
Недостатком полнопрофильной заточки является необходимость иметь свой заточной круг для каждой пилы определенного профиля.
Существует большое количество станков для заточки пилы по передней, задней или передней и задней поверхностям зуба. В качестве заточных кругов применяются плоские круги с подходящим абразивом – электрокорундом, эльбором или алмазным напылением.
Принцип их работы схож с действием станков для полнопрофильной заточки. Движение круга с двигателем синхронизировано с движением толкателя, пошагово передвигающим пилу.
Специальные заточные станки с автоматическим режимом заточки целесообразно использовать при большом объеме заточных работ. При эпизодической заточке ленточной пилы в домашних условиях резоннее затачивать пилу вручную на обычном заточном станке или с помощью гравера. Затачивать можно как по передней, так и задней грани.
Так выглядит заточка ленточной пилы по передней поверхности зуба на заточном станке корундовым кругом со скошенной под передний угол кромкой .
Заточка ленточной пилы по задней поверхности:
Нужно не забывать периодически править шлифовальный круг.
А вот так выглядит заточка по задней поверхности зуба гравером с маленьким плоским кругом.
Несмотря на большую скорость вращения (10000 об/мин, при минимальной скорости вращения), благодаря маленькому диаметру круга (20-30 мм) обеспечивается нормальная окружная скорость – 11-16 м/с. При работе нужно обязательно одевать защитные очки или маску, т.к. из-за утончения круга, велика вероятность его частичного или полного разрушения.
Ну, а если отсутствует станок и гравер, заточить пилу можно и "дедовским" способом – с помощью надфиля. Заточка осуществляется несколькими движениями (3-4) по задней и/или передней грани зуба. Вообще-то, операция эта довольно простая и навык качественной заточки при определенном старании приобретается довольно быстро.
Видео: