- Сведения о НД, регламентирующих применение аттестуемой технологии сварки- ТП-РД-МСК
- Сведения о НД, регламентирующих применение аттестуемой технологии сварки- ТП-РД-МСК
- Сведения о сварочном, термическом и вспомогательном оборудовании, используемом в производственных условиях и в аттестационном процессе
- Сведения о лаборатории контроля качества сварных соединений
- Вид свариваемых деталей
- Вид соединений ос (бп) ос (сп) дс (бз) дс (зк)

В аттестационный центр АЦСТ-1000 Общество с ограниченной ответственностью «Аттестационный центр Межрегиональный Национального Агентства Контроля и Сварки», 100000, город Москва, улица Уличная, дом 1, строение 1, корпус 1, оф. 1
Данные организации-заявителя:
Наименование организации ООО «Монтажные и сварочные технологии»
Почтовый адрес 200000, г. Москва, пр-д Проездов, д. 2, стр. 2, оф. 2
Телефон, факс (495) 222-22-22
исходящий № ____________ дата _____________
ЗАЯВКА
на проведение производственной аттестации технологии сварки (наплавки) № ________
1. Общие сведения.
3.1. НД по контролю (в соответствии с категорией или группой объектов)
1. Визуальный РД 03-606-03
2. Измерительный РД 03-606-03
3. Радиографический ГОСТ 7512-82
4. Растяжение ГОСТ 6996-66
5. Сплющивание ГОСТ 6996-66
6. Статический изгиб ГОСТ 6996-66
7. Металлографическое исследование ГОСТ 5639-82, ГОСТ 10243-75
НД, регламентирующие оценку качеств ГОСТ 5264-80, ГОСТ 23118-99, СНиП 3.03.01-87
Генеральный директор
ООО "Монтажные и сварочные технологии" М.М. Морозов
Руководитель сварочного производства В.В. Владимиров
Технология ручной дуговой сварки покрытыми электродами при монтаже и реконструкции металлических строительных конструкций – ТП-РД-МССК, утверждена «15» мая 2010 г.
при соблюдении условий, указанных в заявке на аттестацию, регламентируется следующими нормативными документами:
Сведения о НД, регламентирующих применение аттестуемой технологии сварки- ТП-РД-МСК
Сведения о НД, регламентирующих применение аттестуемой технологии сварки- ТП-РД-МСК
Сведения о сварочном, термическом и вспомогательном оборудовании, используемом в производственных условиях и в аттестационном процессе
Сведения о лаборатории контроля качества сварных соединений
 |  |  |  |  |  |
| Программа. Лист 1 | Программа. Лист 2 | Программа. Лист 3 | Программа. Лист 4 | Программа. Лист 5 | Программа. Лист 6 |
 |  |  |  |
| Заключение АЦСТ. Лист 1 | Заключение АЦСТ. Лист 2 | Заключение АЦСТ. Лист 3 | Заключение АЦСТ. Лист 4 |
 |  |  |  |
| Заключение АЦСТ. Лист 5 | Заключение АЦСТ. Лист 6 | Заключение АЦСТ. Лист 7 | Заключение АЦСТ. Лист 8 |
 |  |  |  |
| Лаборатория неразрушающего контроля. 1 | Лаборатория неразрушающего контроля. 2 | Лаборатория неразрушающего контроля. 3 | Лаборатория неразрушающего контроля. 4 |
 |  |  |
| Свидетельство НАКС | Приложение к Свидетельству. Лист 1 из 2 | Приложение к Свидетельству. Лист 2 из 2 |

Для металлических материалов
РД (111) – Ручная дуговая сварка покрытыми электродами.
РДН (111) – Ручная дуговая наплавка покрытыми электродами.
РАД (141) – Ручная аргонодуговая сварка неплавящимся электродом.
РАДН (141) – Ручная аргонодуговая наплавка.
МП (135) – Механизированная сварка плавящимся электродом в среде активных газов и смесях.
МПН (135) – Механизированная наплавка плавящимся электродом в среде активных газов и смесях.
МАДП (131) – Механизированная аргонодуговая сварка плавящимся электродом.
МАДПН (131) – Механизированная аргонодуговая наплавка плавящимся электродом.
МПГ (136) – Механизированная сварка порошковой проволокой в среде активных газов и смесях.
МПГН (136) – Механизированная наплавка порошковой проволокой в среде активных газов и смесях.
МПИ (137) – Механизированная сварка порошковой проволокой в среде инертных газов и смесях.
МПИН (137) – Механизированная наплавка порошковой проволокой в среде инертных газов и смесях.
МПС (114) – Механизированная сварка самозащитной порошковой проволокой.
МПСН (114) – Механизированная наплавка самозащитной порошковой проволокой.
МЛСН (114) – Механизированная наплавка самозащитной порошковой лентой.
МСОД (113) – Механизированная сварка открытой дугой легированной проволокой.
МФ (121) – Механизированная сварка под флюсом.
МДС (781) – Механизированная дуговая приварка шпилек (стержней).
МКС (782) – Механизированная контактная приварка шпилек (стержней).
АФ (12) – Автоматическая сварка под флюсом 2 .
АФПН (12) – Автоматическая наплавка проволочным электродом под флюсом.
АФЛН (12) – Автоматическая наплавка ленточным электродом под флюсом.
АФДС (782) – Автоматическая дуговая приварка под флюсом шпилек (стержней).
ААД (141) – Автоматическая аргонодуговая сварка неплавящимся электродом.
ААДН (141) – Автоматическая аргонодуговая наплавка неплавящимся электродом.
ААДП (131) – Автоматическая аргонодуговая сварка плавящимся электродом.
ААДПН (131) – Автоматическая аргонодуговая наплавка плавящимся электродом.
АПГ (135) – Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
АПГН (135) – Автоматическая наплавка плавящимся электродом в среде активны хгазов и смесях.
АППГ (136) – Автоматическая сварка порошковой проволокой в среде активных газов и смесях.
АППГН (136) – Автоматическая наплавка порошковой проволокой в среде активных
газов и смесях.
АПИ (137) – Автоматическая сварка порошковой проволокой в среде инертных газов и смесях.
АПИН (137) – Автоматическая наплавка порошковой проволокой в среде инертных газов и смесях.
АПС (114) – Автоматическая сварка самозащитной порошковой проволокой.
АПСН (114) – Автоматическая наплавка самозащитной порошковой проволокой.
АЛСН (114) – Автоматическая наплавка самозащитной порошковой лентой.
П (15) – Плазменная сварка.
ППН (15) – Плазменная наплавка проволокой сплошного сечения.
ПНП (15) – Плазменная наплавка порошком.
ЭШ (72) – Электрошлаковая сварка.
ЭЛ (76) – Электронно-лучевая сварка.
Г (3) – Газовая сварка.
ГН (3) – Газовая наплавка.
КТС (21) – Контактная точечная сварка.
КСС (25) – Контактная стыковая сварка сопротивлением.
КСО (24) – Контактная стыковая сварка оплавлением.
ВЧС (291) – Высокочастотная сварка.
ИН – Наплавка с индукционным нагревом.
Т (71) – Термитная сварка.
К (43) – Кузнечная сварка.
ПАК (91) – Пайка.
Л (52) – Лазерная сварка.
Для полимерных материалов
НИ – Сварка нагретым инструментом.
ЗН – Сварка с закладными нагревателями.
НГ – Сварка нагретым газом.
Э – Экструзионная сварка.
Примечание. В скобках указано условное обозначение процессов по ISO 4063.
Сварное соединение — неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.
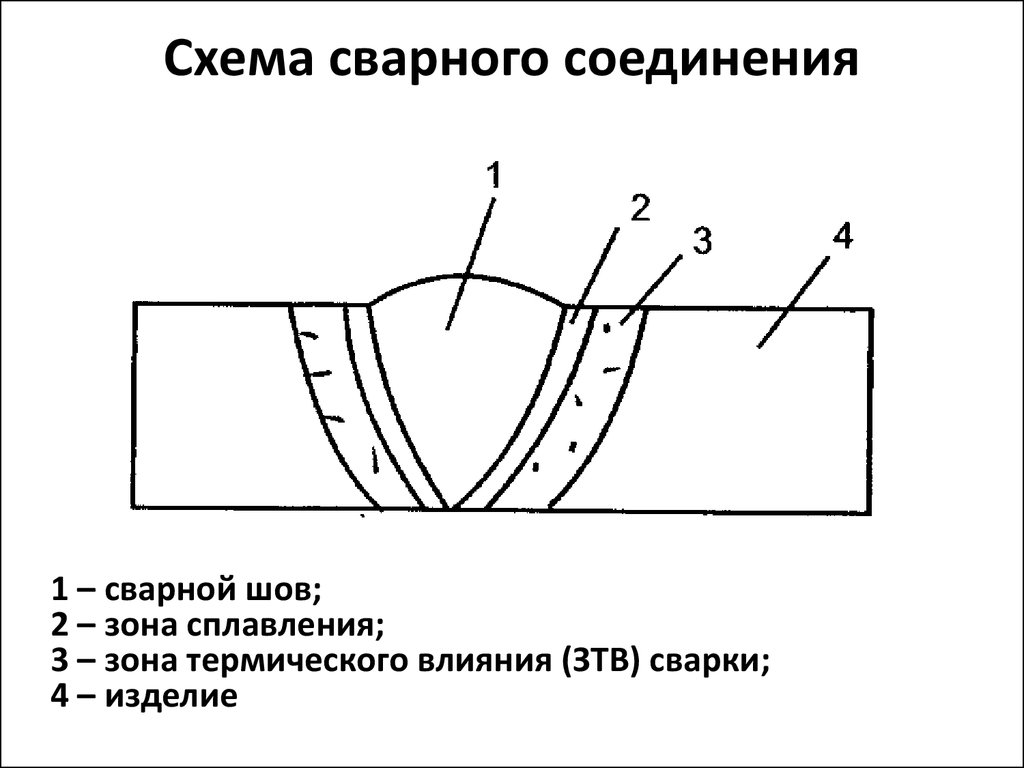
Рис. 1. Сварное соединение
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Не расплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения.
Вид свариваемых деталей
При сварке различают следующие виды свариваемых деталей лист — Л (Р), труба — Т (Т), стрежень — (С) и их сочетания между собой лист с трубой (Л + Т), трубы с отводом (Т + О), трубы с трубой через муфту (Т + М + Т), лист со стержнем (Л+С).
Читайте также: Положения при сварке
Под понятием «труба» подразумеваются также детали замкнутого полого профиля, таких как: штуцер, патрубок, обечайка, корпус коллектора и пр. Под понятием «стержень » подразумеваются детали круглого и многогранного сплошного сечения, гладкие и с периодическим профилем.
Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис.2, б).
Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 3).
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 4).
Нахлесточное соединение — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 5, е).
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
Вид соединений ос (бп) ос (сп) дс (бз) дс (зк)
Сварные соединения, подразделяются на следующие виды:
- сварные соединения, выполняемые с одной стороны (односторонняя сварка) — ос (ss) и с двух сторон (двусторонняя сварка) — дс (bs);
- сварные соединения, выполняемые на съемной или остающейся подкладке, подкладном кольце — сп (mb) и без подкладки (на весу) — бп (nb);
- сварные соединения, выполняемые с зачисткой корня шва — зк (gg), без зачистки корня шва — бз (ng);
- сварные соединения, выполняемые с газовой защитой корня шва (поддувом газа) — гз (gb);
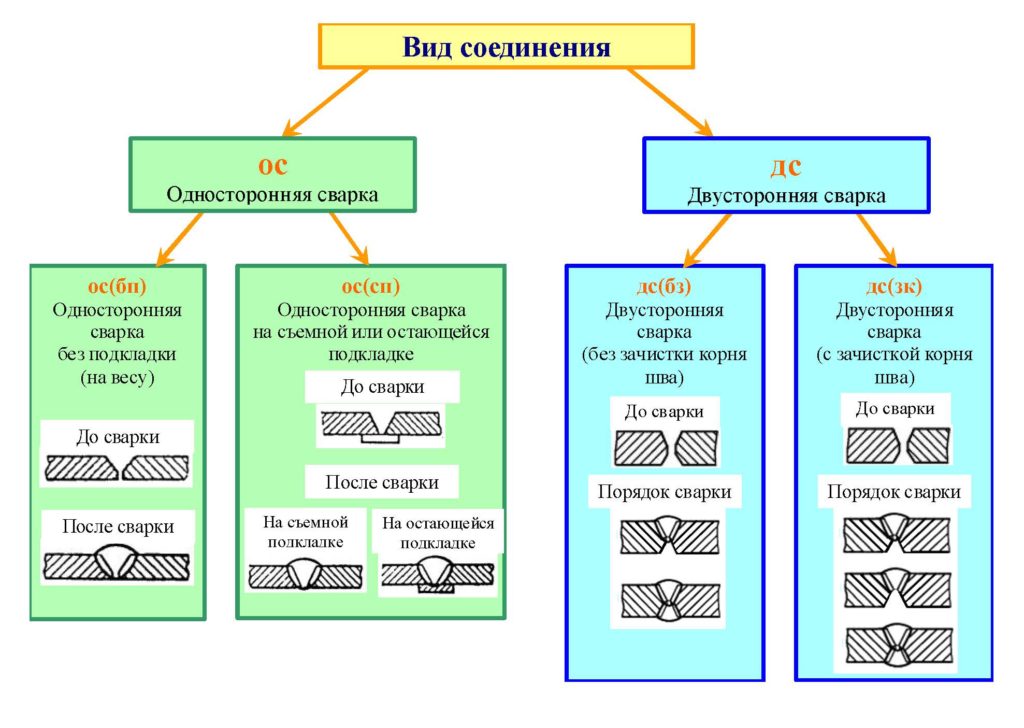 Виды соединений ос [сп, бп], дс [бз, зк]
Виды соединений ос [сп, бп], дс [бз, зк]
По типу сварные швы делят на стыковые (СШ), угловые (УШ) и прорезные.
Стыковой шов СШ — сварной шов стыкового соединения.
Угловой шов УШ — сварной шов углового, нахлестанного или таврового соединений.
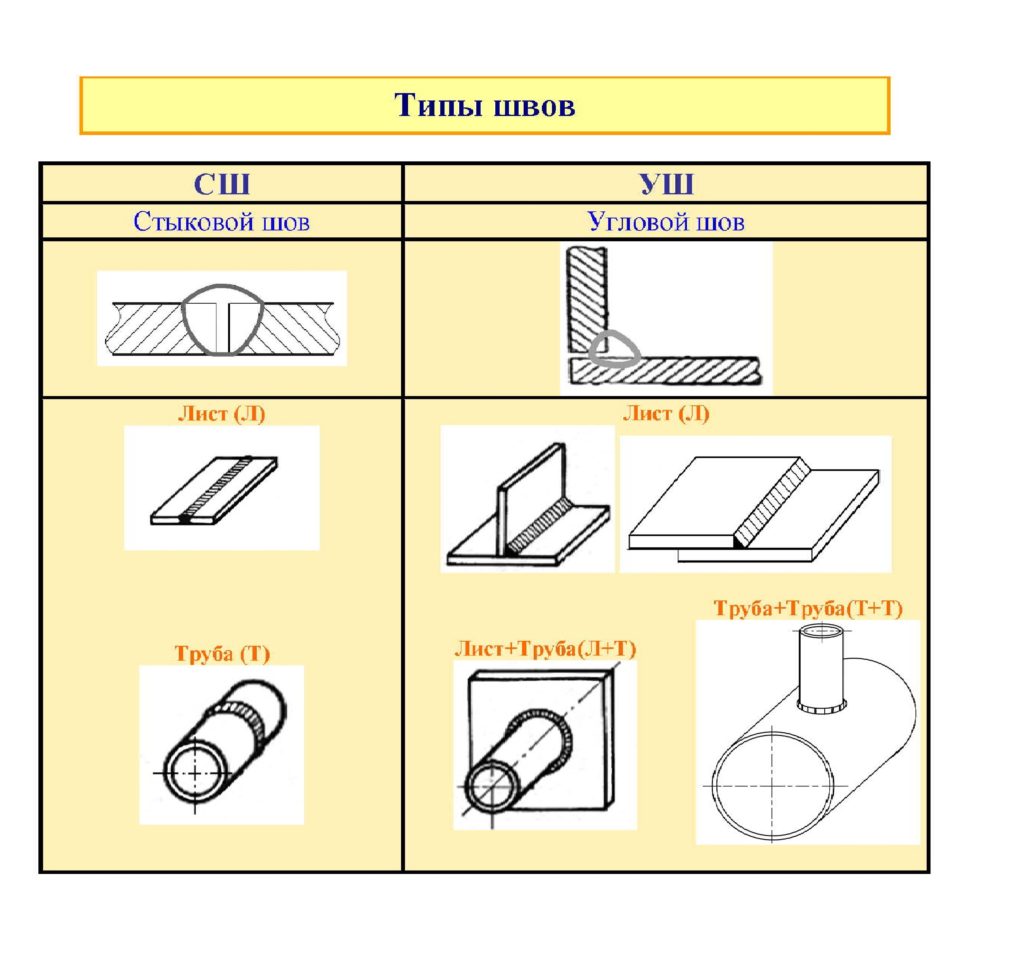 Типы швов. Стыковой шов — СШ, Угловой шов — УШ
Типы швов. Стыковой шов — СШ, Угловой шов — УШ
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Ширина шва е — расстояние между видимыми линиями сплавления сварного шва (см. рис. 2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 2, а; 4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 2, в; 3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва — часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 2, б; 4, а). По существу это обратная сторона шва, в которой различают ширину е1 и высоту g1 обратного валика (см. рис. 2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 3, в; 4, а). Катет задается в качестве параметра, который нужно выдерживать при сварке. Толщина углового шва а — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла. Для оценки прочности сварного соединения используют расчетную высоту углового шва — р. Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва понимают часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
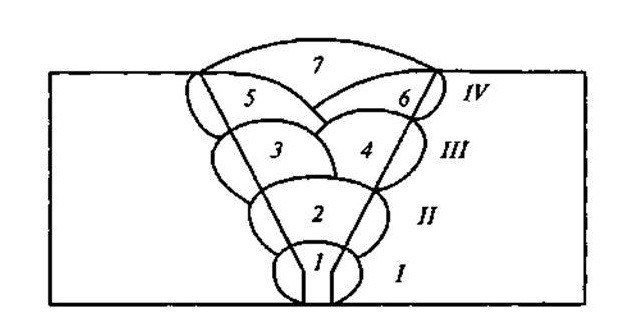
Рисунок — Многослойный шов

Способ сварки – РАД (Ручная аргонодуговая сварка)
Тип шва – СШ (стыковой шов)
Сварное соединение – С17 (ГОСТ 16037-80)
Положение шва при сварке – В1
Карта технологического процесса сварки контрольного
сварного соединения (КСС)
Способ сварки – ручная аргонодуговая
Основной материал (марка) – труба
Наименование (шифр) нормативных документов:
Соединения сварные стальных трубопроводов ГОСТ 16037-80;
Отраслевой стандарт. Сварка в химическом машиностроении. Основные положения ОСТ 26.260.3-2001
толщина стенки – 4,5;
длина одного свариваемого элемента (трубы) – 150
Тип шва – стыковой шов (СШ)
Тип соединения – стыковое (С2) ГОСТ 16037-80
в сборочном приспособлении, на прихватках
Положение шва при сварке – переменное при горизонтальном расположении осей труб свариваемых без поворота (на подъем).
Требования к прихваткам –3 прихватки равномерно по периметру, длина каждой прихватки – 8-10 мм;
Вид соединения – односторонняя сварка без подкладки (ос (бп))
Сварочное оборудование – источник сварочного тока инверторного типа (Master Tig MLS 3500) горелка ТТК-160
Сварочные материалы – ЭВИ ГОСТ23949-80, Сварочная проволока OK Tigrod 308 LSi, аргон высший сорт ГОСТ 10157-79
Конструктивные размеры стыка и форма сварного шва




Диаметр проволоки, мм
Напряжение на дуге, В
Сварочный ток, А
Расход газа, л/мин
Расход газа на поддув, л/мин
1. Обеспечить плавный переход от сварного шва к основному металлу без резких переходов, подрезов, несплавлений по кромке, непроваров и других дефектов формирования шва.
2. Запрещается зажигать дугу с поверхности заготовки (трубы).
3. Устранение дефектов и использование электрошлифовальной машинки с шлифовальным кругом после выполнения сварки не допускается.
4. Сварка ведется с поддувом аргона в полость трубы. Использовать заглушки и монтажную ленту.
80-100, постоянный, прямой полярности
Перечень и последовательность операций
Операция
Содержание операций
Оборудование
и инструмент
Обезжирить свариваемые кромки на ширину 15-20 мм техническим ацетоном ГОСТ 2603-79
Сборка контрольного сварного соединения
Выставить зазор между свариваемыми кромками стыкуемых труб. Проконтролировать величину зазора равномерно по периметру стыка в 4 точках.
Зафиксировав зазор, выполнить прихватки (количество 3 шт., длина 8-10 мм) на режимах согласно таблице «Режимы сварки» с последующей механической зачисткой их от окисной пленки и обезжириванием (к качеству прихваток предъявляются такие же требования, как и к основному сварному шву). Проверить отсутствие трещин, прожогов и больших проплавов в местах прихваток.
Сварочный инвертор, горелка.
Металлическая щётка из нержавеющей проволоки диаметром не более 0,3мм.
3.1. Произвести сварку стыка на режимах согласно таблице «Режимы сварки»,
3.2. Провести внешний осмотр шва на отсутствие дефектов.