



§ 78. Сварка термически упрочненных сталей
Термической обработкой (чаще всего закалка плюс отпуск) повышают механические свойства как углеродистых, так и легированных конструкционных, теплоустойчивых, жаропрочных и других сталей, например, марок 10Г2С1, 09Г2С, 14Г2, 15ХСНД, 12Г2СМФ, 15Г2СФ, 15ХГ2СФР, 15Г2АФ, 15ХГСА, 15ХГ2СФМР и др.
При содержании углерода более 0,12% термоупрочненные стали в процессе сварки образуют закалочные микроструктуры, а в зоне термического влияния происходит разупрочнение металла, если сварное соединение не подвергается после сварки термической обработке. Изменения температуры нагрева и твердости сварного соединения термически упрочненной стали даны на рис. 101. Из рисунка видно, что зона термического влияния при сварке термически упрочненной стали, склонной к закалке, разделяется на следующие участки: 1 – неполного расплавления (участок металлической связи), 2 – закалки и перегрева с температурами нагрева выше 920 – 950°С, 3 – неполной закалки с температурами нагрева от 720 до 920°С, 4 – участок разупрочнения с температурами нагрева ниже 720°С.
На участке закалки твердость металла будет максимальной, на участке неполной закалки твердость снижена. Самая низкая твердость по сравнению с другими участками, а также с основным металлом будет на участке разупрочнения. Участок разупрочнения – самое слабое место сварного соединения при работе его на статическую нагрузку.
Ширина участка разупрочнения влияет на работоспособность сварного соединения: она будет тем выше, чем меньше ширина этого участка. Ширина участка разупрочнения зависит от скорости охлаждения и от стойкости основного металла к изменению температуры.
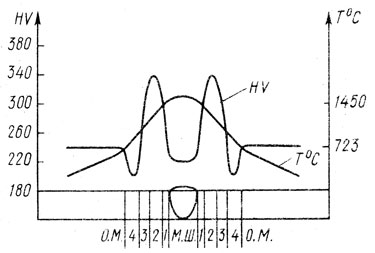
Рис. 101. Схема изменения температуры в сварном соединении термически упрочненной стали: М. Ш. – металл шва; 1, 2, 3, 4 – участки сплавления, закалки, неполной закалки, отпуска (разупрочнения); О. М. – основной металл
Для снижения ширины разупрочненного металла как и всей зоны термического влияния следует применять режимы сварки с низкой погонной тепловой энергией.
Так как газовая сварка термически упрочненных сталей вызывает образование широкого участка разупрочнения, то она не может быть рекомендована, если нельзя выполнить последующую термическую обработку.
Марка: 14Г2
Классификация: Сталь конструкционная низколегированная для сварных конструкций
Применение: для крупных листовых конструкций, работающих до температур —70°С.
Химический состав в % материала 14Г2 .
| C | Si | Mn | Ni | S | P | Cr | N | Cu | As |
| 0.12 – 0.18 | 0.17 – 0.37 | 1.2 – 1.6 | до 0.3 | до 0.04 | до 0.035 | до 0.3 | до 0.008 | до 0.3 | до 0.08 |
Температура критических точек материала 14Г2.
| Ac1 = 709 , Ac3(Acm) = 825 |
Механические свойства при Т=20 o С материала 14Г2 .
Таблица составлена технологами термического цеха крупного предприятия для использования в практической работе и позволяет быстро и правильно назначить соответствующий режим термической обработки для 30-ти марок стали наиболее применяемых в машиностроении.
Температ. закалки, град.С
Температ. отпуска, град.С
Температ. зак. ТВЧ, град.С
Температ. цемент., град.С
Температ. отжига, град.С
1
2
3
4
5
6
7
8
9
10
Сталь 20
Сталь 35
Сталь 45
Сталь 7ХГ2ВМ
Сталь У8, У8А
НВ до 250, масло
Сталь У10, У10А
НВ до 250, масло
Сталь 9ХС
Азотирование. Сеч. св. 70 мм
Сталь 30ХГСА
Сталь 12Х18Н9Т
Сталь 20Х13
Сталь 40Х13
Общее время нагрева (время нагрева и выдержки) деталей при закалке берётся из расчёта 1 минута на 1 мм наименьшего размера наибольшего сечения. В соляных ваннах – 35 секунд на 1 мм наименьшего размера наибольшего сечения.
Общее время нагрева (время нагрева и выдержки) деталей при отпуске берётся из расчёта:
а) низкий отпуск (температура 130…240 град.) — 3 минуты на 1 мм наименьшего размера наибольшего сечения, но не менее 30 – 40 минут.
б) средний отпуск (температура 240. 450 град.) — 2 – 3 минуты на 1 мм наименьшего размера наибольшего сечения.
в) высокий отпуск (температура 450. 700 град. — 2 минуты на 1 мм наименьшего размера наибольшего сечения.
Окончательный контроль термической обработки деталей вести по фактической твёрдости.