Торцы и уступы обрабатывают подрезным, проходным отогнутым или проходным упорным резцами.


Рис. 73. Подрезные резцы:
а — для обработки наружных торцов, б – для работы с продольной в поперечной подачами
Подрезной торцовый резец (рис. 73, а) предназначен для обработки наружных торцовых поверхностей. При подрезании торца подача резца осуществляется перпендикулярно оси обрабатываемой детали. Подрезной торцовый резец (рис. 73, б) позволяет обрабатывать различные торцы и другие поверхности, применяя продольную и поперечную подачу.
Подрезные резцы изготовляют с пластинками из быстрорежущих сталей и твердых сплавов. Главный задний угол α=10—15°, передний угол выбирают в зависимости от обрабатываемого материала.

Рис. 74. Проходной отогнутый резец
Проходным отогнутым резцом (рис. 74) можно выполнять подрезание торца при поперечной подаче и обтачивание — при перемещении с продольной подачей.

Рис. 75. Проходной упорный резец
Проходным упорным резцом (рис. 75) можно подрезать торцы и обтачивать уступы при продольной подаче.
Резцы для подрезания торцов должны устанавливаться точно по оси детали, иначе на торце детали остается выступ. При большом диаметре торцовой поверхности припуск снимают с поперечной подачей в несколько проходов.

Рис. 76. Работа проходным упорным резцом
Уступы более 2—3 мм подрезают проходными резцами в несколько приемов. Уступ образовывается при продольной подаче резца s1, а затем при поперечной подаче s2 подрезается (рис. 76).
а) Проходные резцы
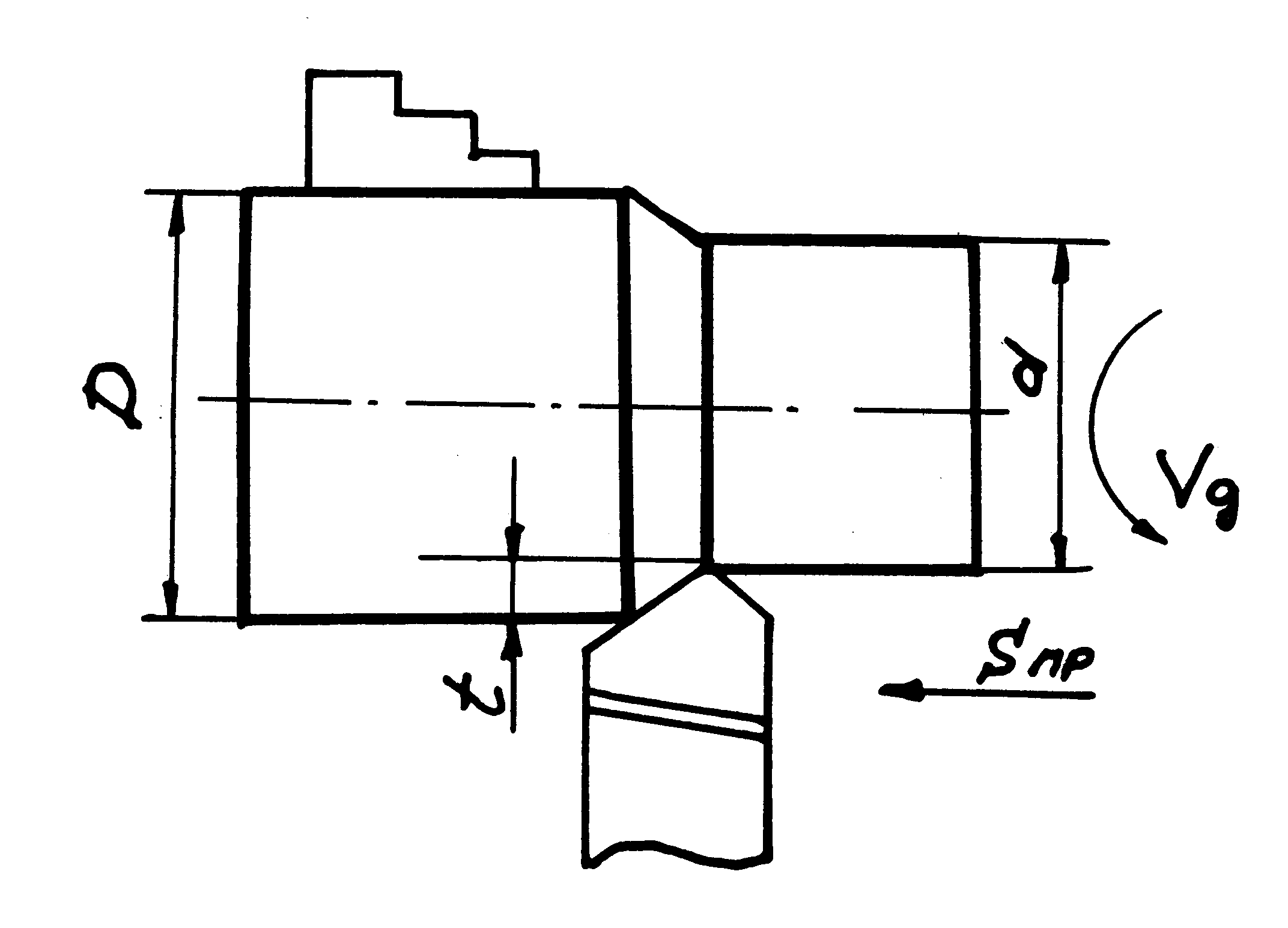
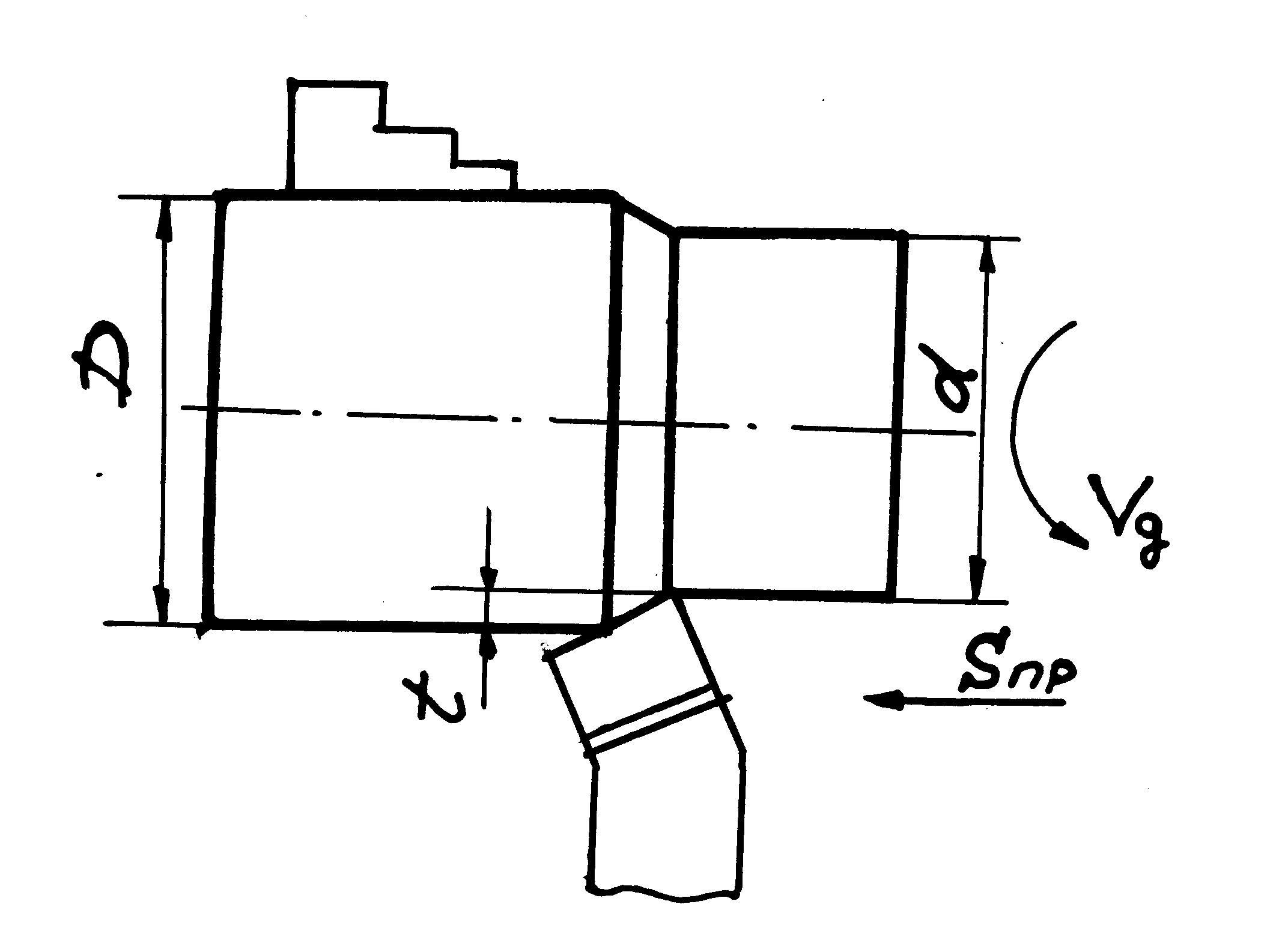
Рисунок 2 – Прямой проходной резец (а) и проходной резец
с отогнутой головкой (б)
V – скорость резания – путь точки режущего лезвия инструмента относительно заготовки в направлении главного движения в единицу времени. При токарной обработке скорость резания измеряется в м/мин;
D – обрабатываемый диаметр;
d – обработанный диаметр;
n – частота вращения заготовки об/мин;
S – подача – путь точки режущего лезвия инструмента в направлении движения подачи за один оборот заготовки. При токарной обработке подача бывает продольной (Sпр) и поперечной Sп.
t – глубина резания, мм – расстояние между обрабатываемой и обработанной поверхностями заготовки, измеряемое перпендикулярно к последней, за один ход инструмента относительно обрабатываемой поверхности.
При точении цилиндрической поверхности используются:
– прямой проходной резец (рисунок 2а) – для обработки наружной цилиндрической поверхности;
– проходной резец с отогнутой головкой (рисунок 2б) – для обработки наружной цилиндрической поверхности;
– проходной упорный резец (рисунок 3а) – для обработки наружной цилиндрической поверхности. Упорные резцы применяются в тех случаях, когда необходимо, чтобы между обработанной цилиндрической и торцевой поверхностью получился угол 90 о .
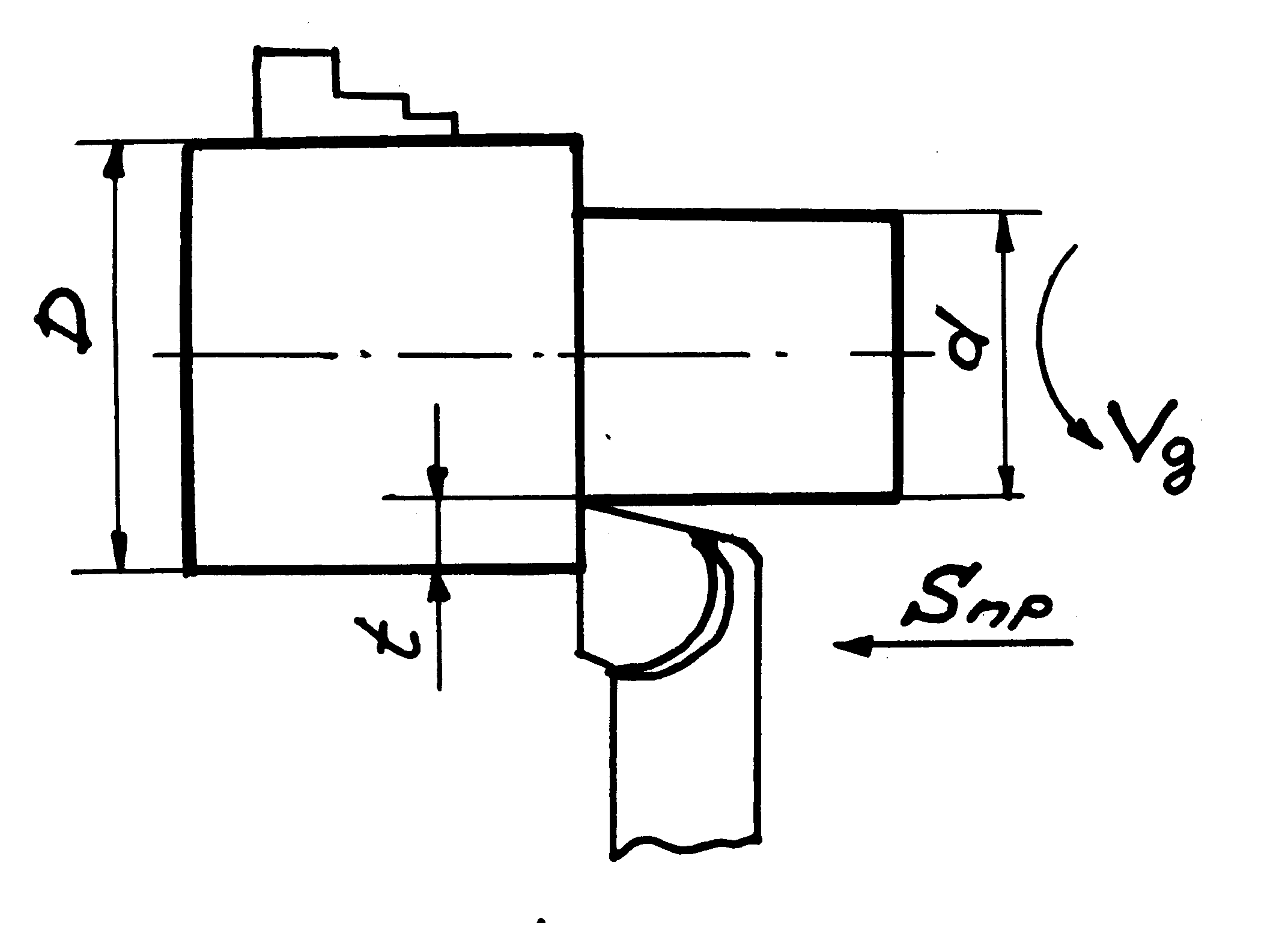
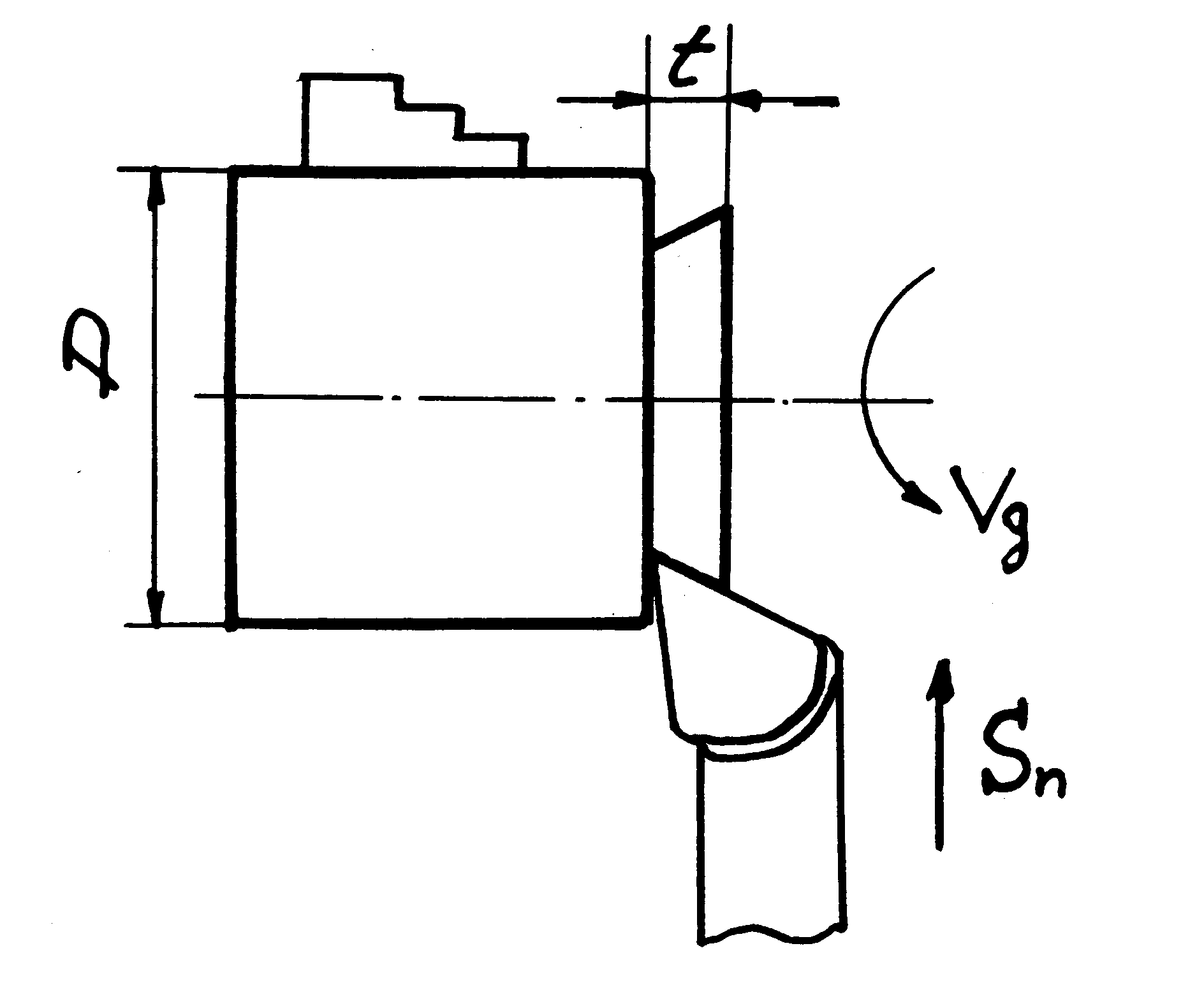
Рисунок 3 – Проходной упорный резец (а) и подрезной резец (б)
б) Резцы для обработки торцевых поверхностей:
– подрезной резец (рис. 5);
– проходной резец с отогнутой головкой (рис. 6). Благодаря своей конструкции этот резец может быть использован как для обработки наружной цилиндрической поверхности, так и для подрезки торцев.
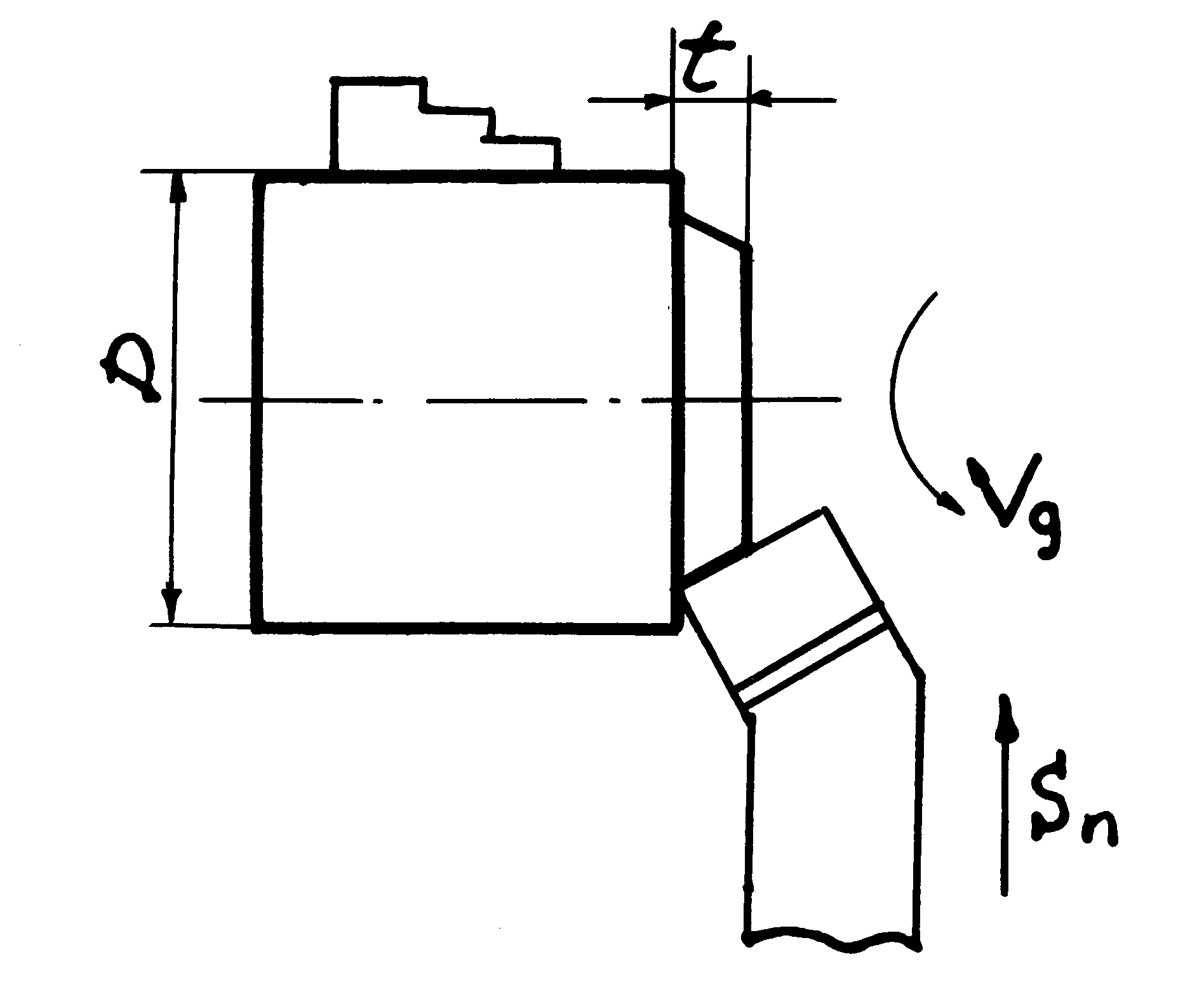
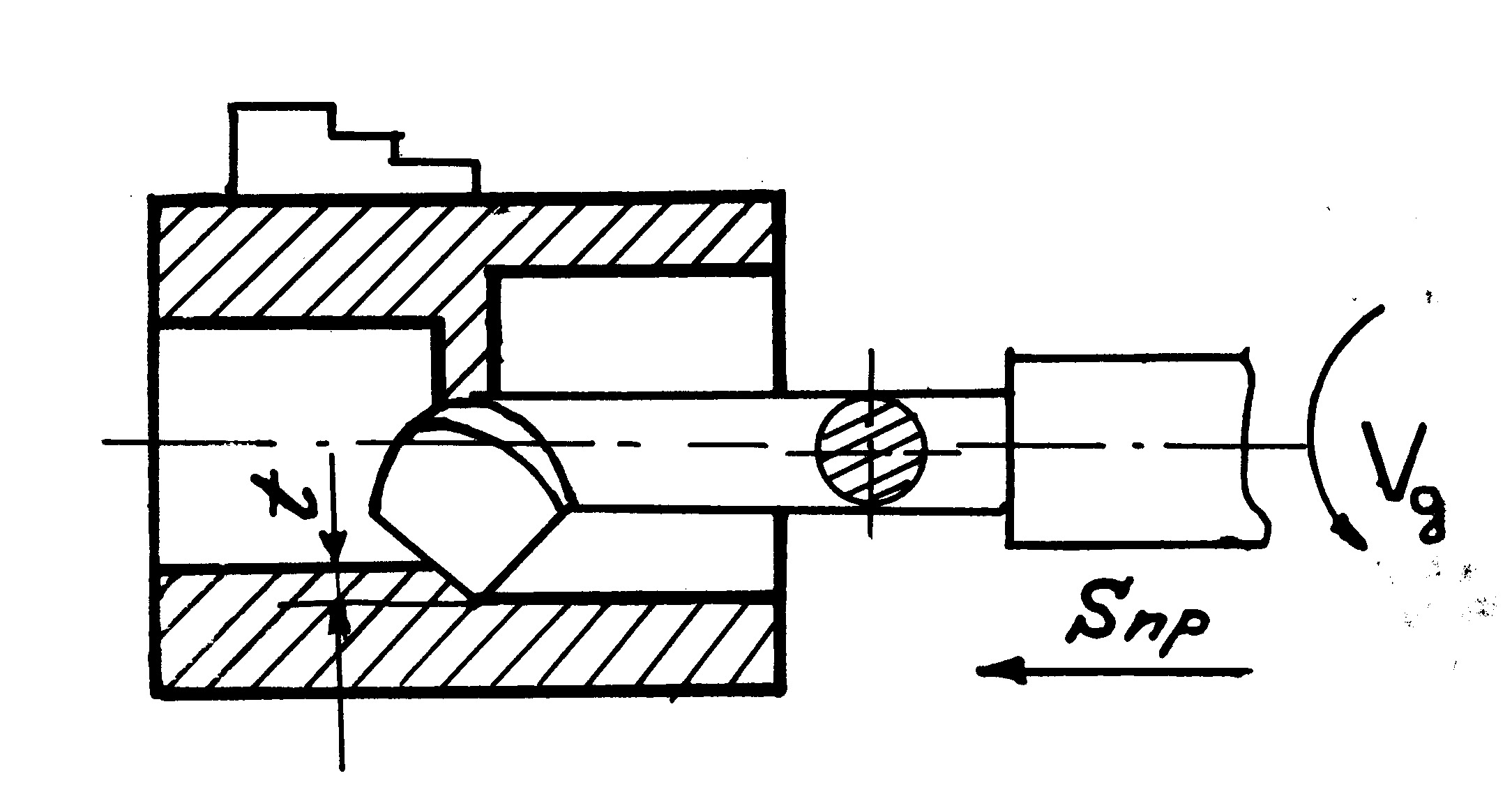
Рисунок 4 – Проходной резец с отогнутой головкой (а) и проходной расточной резец (б)
в) Резцы для обработки внутренней цилиндрической поверхности (расточные резцы):
– расточной проходной резец (рисунок 4б);
– расточной упорный резец (рисунок 5а).
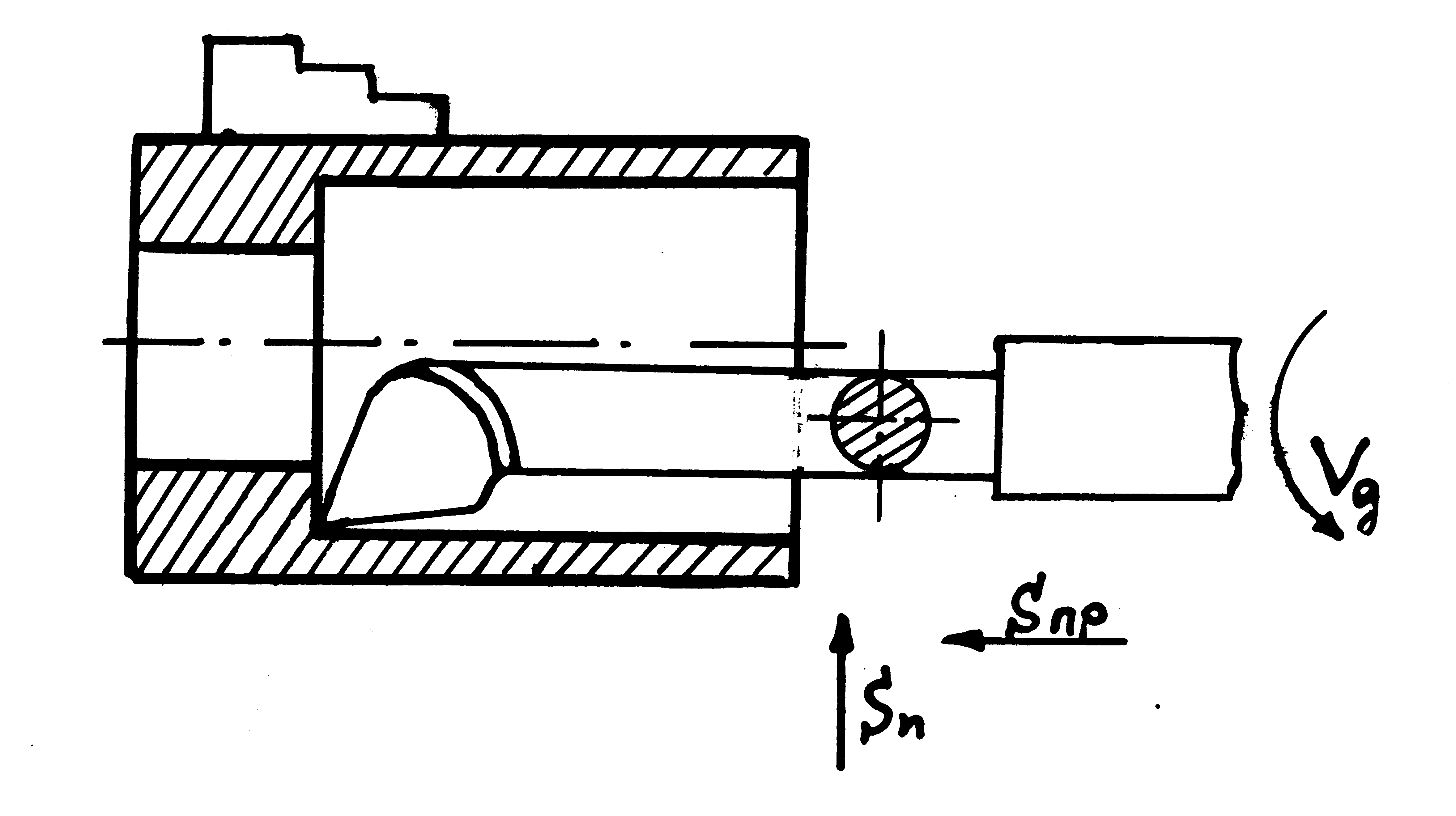
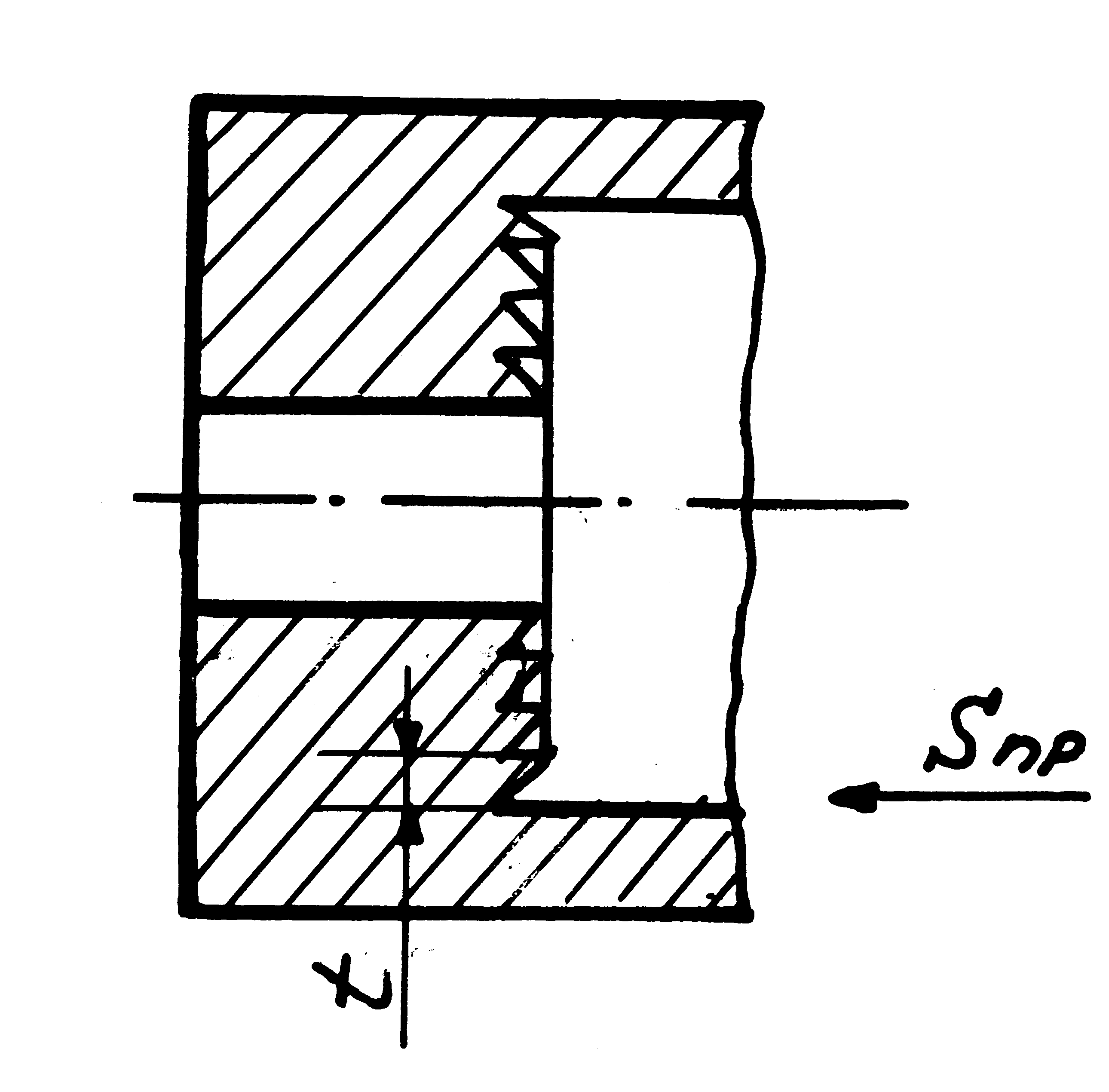
Рисунок 5 – Расточной упорный резец (а) и процесс расточки отверстия (б)
Расточной упорный резец растачивает отверстие до нужного диаметра (рисунок 5б) за несколько рабочих ходов при продольной подаче. На торце при этом образуется ступенчатая поверхность. Затем при использовании поперечной подачи осуществляется обработка торца и образуется угол 90 0 между цилиндрической и торцевой поверхностью.
г) Отрезной резец (рисунок 6а)
Перечисленные резцы являются основными, наряду с которыми используются резьбовые (рисунок 6б), канавочные (рисунки 6в и 6г) и различные фасонные резцы.
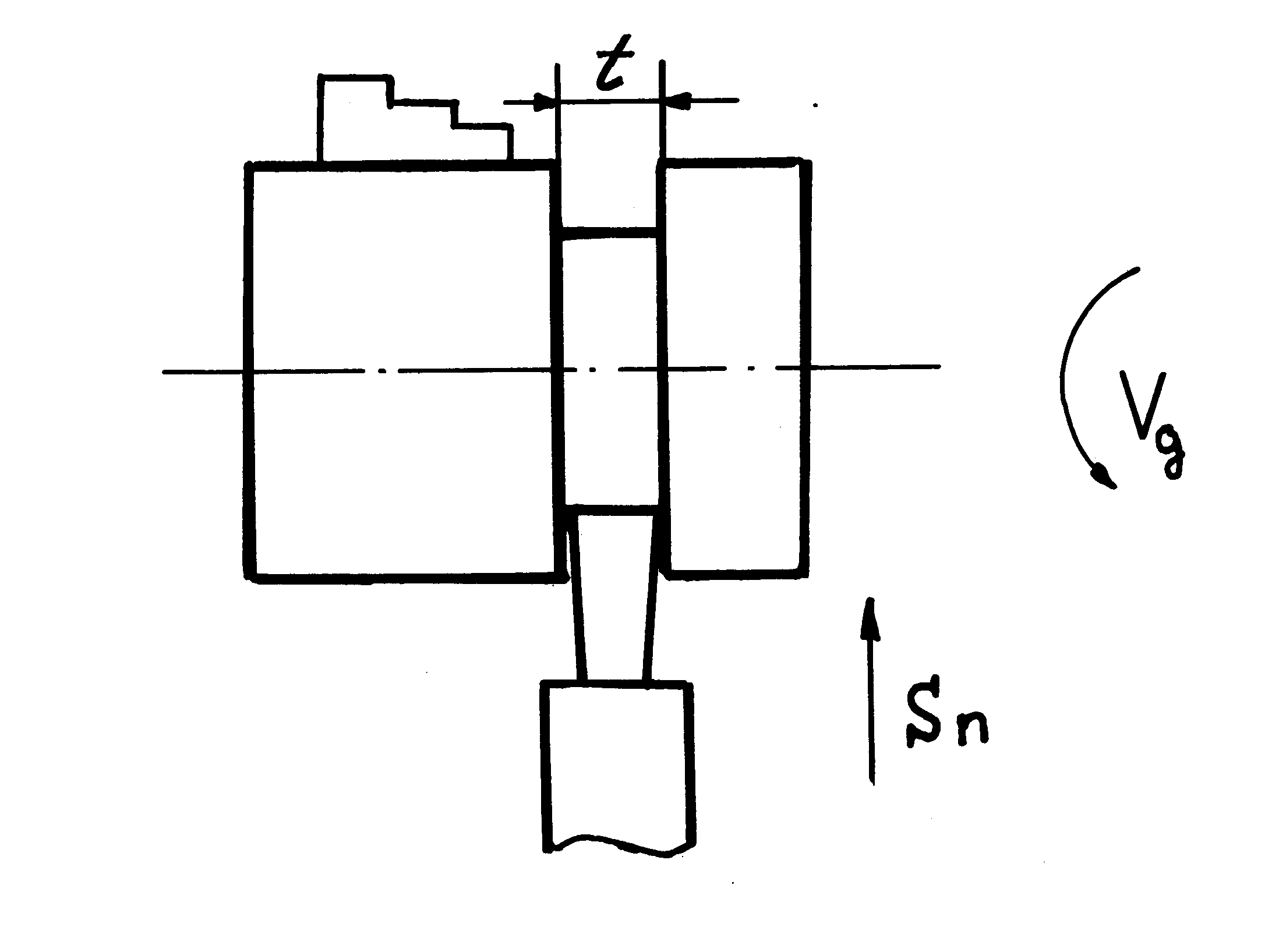
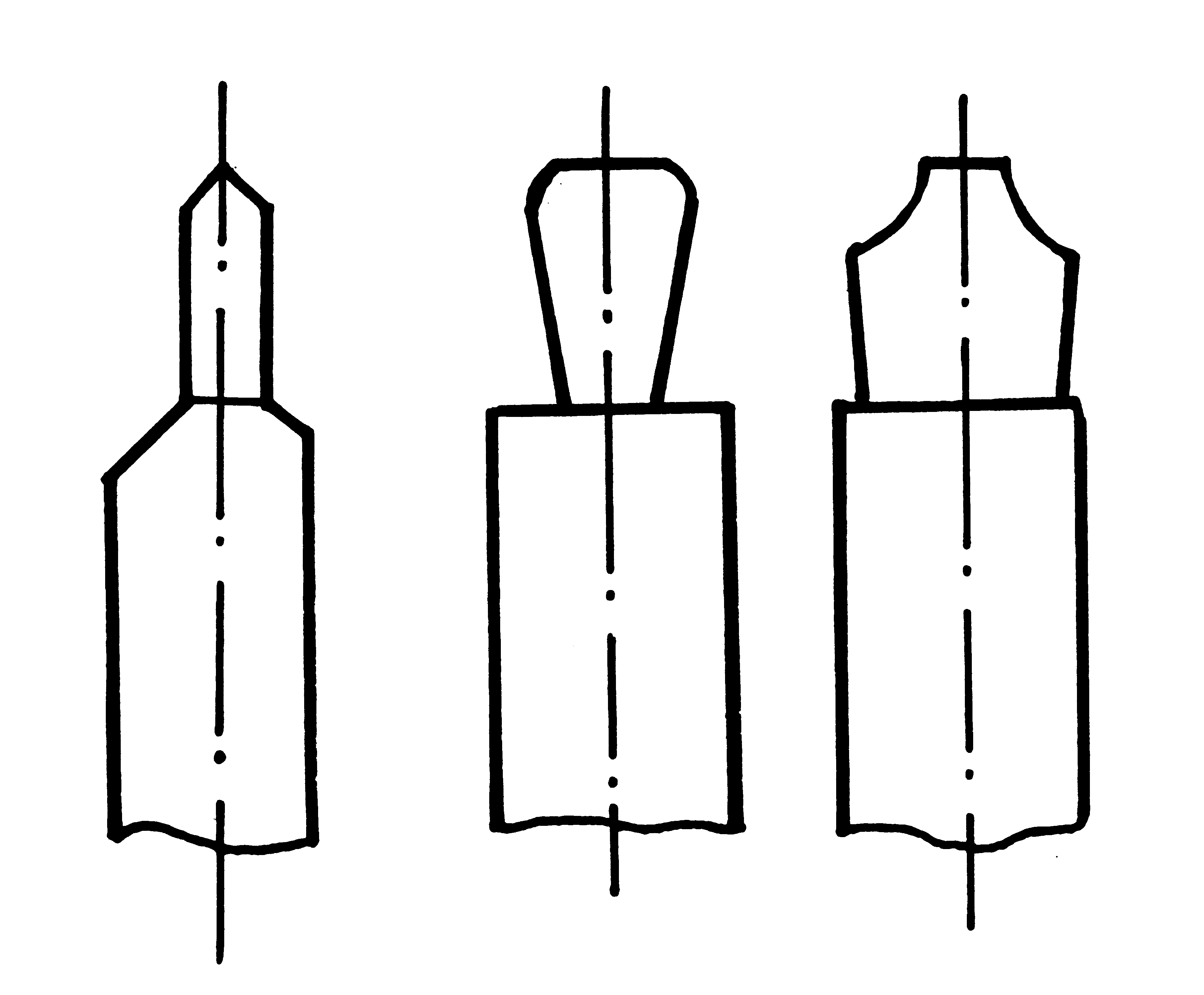
Рисунок 6 – Отрезной резец (а), резьбовой резец (б) и канавочные резцы (в, г)
Купить ГОСТ 18880-73 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО "ЦНТИ Нормоконтроль".
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на токарные подрезные отогнутые резцы общего назначения с напаянными пластинами из твердого сплава.
Ограничение срока действия снято: Постановление Госстандарта № 866 от 20.02.81
×
| Дата введения: | 01.07.1974 |
|---|---|
| Добавлен в базу: | 01.09.2013 |
| Актуализация: | 01.01.2019 |
Этот ГОСТ находится в:
- Раздел: Экология
- Подраздел: 25 МАШИНОСТРОЕНИЕ
- Подраздел: 25.100 Режущие инструменты
- Подраздел: 25.100.10 Токарные резцы
- Раздел: Электроэнергия
- Подраздел: 25 МАШИНОСТРОЕНИЕ
- Подраздел: 25.100 Режущие инструменты
- Подраздел: 25.100.10 Токарные резцы
Организации:
| 08.06.1973 | Утвержден | Государственный комитет стандартов Совета Министров СССР | 1429 |
|---|---|---|---|
| Издан | ИПК Издательство стандартов | 2003 г. |
Carbide tipped bent side turning tools. Design and dimensions
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
Группа Г23 СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ ПОДРЕЗНЫЕ ОТОГНУТЫЕ С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Конструкция и размеры
Взамен ГОСТ 6743-61 в части типа У; МН 592-64
Carbide-tipped bent side turning tools. Design and dimensions
Постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. № 1429 дата введения установлена
Ограничение срока действия снято Постановлением Госстандарта СССР от 20.02.81 № 866
1. Настоящий стандарт распространяется на токарные подрезные отогнутые резцы общего назначения с напаянными пластинами из твердого сплава.
Стандарт полностью соответствует СТ СЭВ 192—75.
(Измененная редакция, Изм. № 1, 2).
2. Конструкция и основные размеры резцов должны соответствовать указанным на чертеже и в таблице.
* Размеры для справок.
Издание официальное Перепечатка воспрещена
Издание с Изменениями № 1, 2, 3, утвержденными в феврале 1981 г., июне 1985 г., январе 1986г.
(ИУС 5-81, 9-85, 5-86).
Сечение резца h ■ b
Угол врезки пластин 10′
Угол врезки пластин 0′
Пример условного обозначения правого подрезного резца сечением hb = = 25-16 мм, с углом врезки в стержень 10°, с пластиной из твердого сплава марки ВК6:
Резец 2112-0005 ВК6 ГОСТ 18880- 75 (Измененная редакция, Изм. № 1, 2, 3).
3. Угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 10°, для обработки стали и других вязких материалов — 0°.
4. (Исключен, Изм. № 1).
5. Элементы конструкций и геометрические параметры резцов указаны в приложении.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
7. Технические требования — по ГОСТ 5688-61.
8. (Исключен, Изм. № 2).
ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
1. Элементы конструкций и геометрические параметры резцов
указаны на черт. 1, 2 и в таблице.
Угол врезки пластины в стержень 10° При толщине пластины 4 мм и более
Угол врезки пластины в стержень 0° При толщине пластины 4 мм и более