- Конструкция ленточной пилы
- Формы режущей части и угол заточки
- Разводка ленточной пилы
- Рекомендации по заточке
- В цикле статей о ленточном пилении мы уже рассказывали о проблеме правильной наладки процесса пиления, давали подробные рекомендации по приобретению станков для распиловки бревен, ленточно-делительных станков для производства погонажа или ленточнопильных станков для мебельного предприятия. Также мы подробно рассказали о новом способе заточки ленточных пил. В данной статье мы рассмотрим вторую часть подготовки ленточной пилы к работе − процесс разводки ее зубьев.
- Коварные волны
- Дело не в заточнике
- Хороший станок − залог успеха
- Четыре варианта на выбор
- Новый станок − исправляем неточности изготовления
- Конструкция ленточной пилы
- Формы режущей части и угол заточки полотен
- Развод режущих элементов ленточной пилы
- Рекомендации по заточке
Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний. В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.
Конструкция ленточной пилы
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
При покупке пилы б/у нужно обращать внимание на наличие ремонтных сварочных швов на полотне. Они указывают на частые поломки инструмента.
Формы режущей части и угол заточки
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
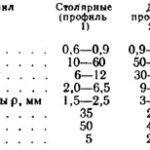
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
После выполнения работы на станке в идеале эти характеристики должны оставаться неизменными. Для каждой модели производитель определяет максимальное значение отклонения. Если во время эксплуатации оно будет достигнуто – необходимо приобретать новую модель.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.

Разводка ленточной пилы
Перед формированием режущей кромки следует сделать правильную разводку зубьев. В течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому сначала происходит регулировка геометрии, а затем – заточка.
Разводка представляет собой отгиб зубьев относительно плоскости основного полотна. Эта процедура выполняется только на специальном станке. В случае больших расхождений по всей протяженности ленты возможно преждевременное повреждение или поломка полотна. Поэтому до этого следует определиться с типом разводки.
Угол наклона должен соответствовать изначальному. Также учитывается вид разводки, который может быть следующим:
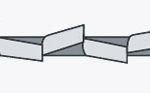
- классическая. Поочередный отгиб зубьев относительно полотна в правую и левую стороны;
- зачищающая. Первый и второй зубья отклоняются вправо и влево, а третий остается неизменным. Такая методика применяется для пил, которые предназначены для обработки твердых пород;
- волнистая. Угол разводки для каждого зуба индивидуален. В итоге они формируют режущую кромку, напоминающую волну. Самый сложный тип разводки.
Во время выполнения отгиба деформации подвергается не весь зуб, а лишь его часть. Зачастую отклонение происходит по 2/3 общей высоты.
Средняя величина развода ограничивается значениями от 0,3 до 0,7 мм. Это относится к стандартным моделям ленточных пил по дереву.

Рекомендации по заточке
Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев. Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества.
После завершения обработки рекомендуется выполнить доводку – обработать поверхность мелкозернистым наждаком. В течение этого процесса не должна измениться геометрия полотна.
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов. Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания.
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
В цикле статей о ленточном пилении мы уже рассказывали о проблеме правильной наладки процесса пиления, давали подробные рекомендации по приобретению станков для распиловки бревен, ленточно-делительных станков для производства погонажа или ленточнопильных станков для мебельного предприятия. Также мы подробно рассказали о новом способе заточки ленточных пил. В данной статье мы рассмотрим вторую часть подготовки ленточной пилы к работе − процесс разводки ее зубьев.
Разводка зубьев ленточной пилы, несмотря на кажущуюся простоту, оказывается самым тяжелым процессом, так как после окончания развода точность его невозможно проверить по внешнему виду пилы, а от того, насколько точно он выполнен, в основном зависит качество поверхности пиломатериала.
Побывав на очень многих пилорамах, могу уверенно сказать, что больше 90% волны при пилении возникают именно из-за некачественной разводки. Неравномерный (прыгающий) развод зубьев, развод зубьев не по ломаной, а по радиусу или ниже 4 мм от вершины зуба, развод с неодинаковым значением на обе стороны ленточной пилы или просто неправильно выбранная величина развода ведут к неустойчивости пилы в пропиле. Еще 5% приходятся на пиление затупившимися или изначально некачественно заточенными пилами, а оставшиеся 5% получаются при неправильных настройках пилорамы.
Коварные волны
Для начала необходимо опровергнуть почти всеобщее заблуждение, что ленточной пилой дерево пилить легко − это же не железо. На самом деле все как раз наоборот. При тех скоростях движения пилы на шкивах, такой большой подаче при распиле и существенных неравномерностях плотности самой древесины по всей длине бревна (сучки) пила может сохранять прямолинейное движение только при очень качественной подготовке.
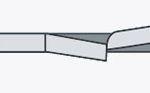
Часто наши клиенты, когда мы им показываем, как надо правильно разводить ленточную пилу, говорят, разве есть разница для пиления от того, насколько точно выполнен развод зубьев пилы − с допуском в одно деление индикатора, то есть ± 0,01 мм, или 10 делений индикатора, то есть ± 0,1 мм, ведь даже на глаз не видно разницы, значит, для пилы это тем более неважно. Только после того как мы им показывали в микроскопе величину притупления режущей кромки, при которой пила начинает терять устойчивость в пропиле, то есть волнить (рис. 1), они начинали понимать, что для глаза нет никакой разницы, а для качественного пиления разница очень даже большая. Нами это было неоднократно проверено на разных пилорамах. Независимо от времени работы или распиленного объема пиловочника, ленточная пила снималась с пилорамы при первом появлении волны. Везде получались примерно одинаковые результаты. Минимальное притупление даже части режущих кромок зубьев пилы всего лишь на 0,05-0,07 мм, что равносильно уменьшению развода на пять-семь делений индикатора, уже приводит даже на средних подачах к образованию волны. Те же, кто работал на ленточных станках, распиливающих металл, прекрасно знают, что круглый прокат, особенно сталь 3, можно распилить пилой, у которой режущие кромки просто снесены.
Дело не в заточнике
Хороший разводной станок − это чисто техническая проблема. Кажущийся простой внешний вид станка вводит в заблуждение многих производителей. Они думают, что его очень легко можно сделать. Когда смотришь на те станки, которыми пытаются разводить свои ленточные пилы заточники на местах, создается впечатление, что практически все их изготовители абсолютно не понимают, как, собственно, станок должен работать, и стремятся по максимуму упростить его конструкцию, а соответственно для лучшей продажи, и уменьшить цену. А проблему, заключающуюся в том, что правильно разводить такими разводными не получается, объясняют тем, что надо искать хорошего заточника. Но дело здесь, как и с заточными станками, не в хорошем или плохом заточнике, а в том, что такими разводными нельзя хорошо развести пилу в принципе. Весь механизм болтается, некоторые основные части станка просто отсутствуют, параллельности и перпендикулярности торцов упоров и плоскостей пластин не соблюдаются, тело пилы хорошо зажать невозможно. Таким образом, вместо развода зуба вы получаете эффект «качелей». Толкатель давит на зуб, но вместо отклонения зуба начинает выгибаться тело ленточной пилы (это выгибание будет всего лишь 0,3-0,7 мм, редко больше, совсем незаметное на глаз), причем выгибаться тело будет при каждом нажатии по-разному, а значит, все зубья будут отгибаться при вроде бы одинаковых значениях индикатора на абсолютно непредсказуемую величину.
При повторном нажатии на рычаг для проверки полученного развода разница значений на индикаторе может достигать десяти и более единиц от необходимого значения. Это при условии, что ленточная пила будет хорошо пилить только при разнице развода в две единицы на всех зубьях. При разнице развода некоторых зубьев до пяти единиц пила начнет пилить нормально, но быстро заволнит, так как часть зубьев уже почти не участвуют в процессе пиления. При разнице развода некоторых зубьев свыше пяти единиц в большую сторону вы уже увидите отчетливые риски на поверхности пиломатериала, что ухудшает товарный вид продукции и соответственно его цену. Блок таких зубьев, расположенных рядом, может уводить пилу на сучках с образованием волны, что еще больше ухудшает качество получаемой продукции. При разнице развода некоторых зубьев больше пяти единиц в меньшую сторону часть зубьев перестанет работать совсем, увеличивая нагрузку на соседние зубья. Это особенно опасно, когда недоразведены сразу несколько зубьев подряд. Тогда следующий за таким блоком зуб будет постоянно испытывать сильные динамические удары, которые приводят к образованию волны на сучках, а также к ускоренному формированию микротрещин и в конечном итоге быстрому разрыву ленточной пилы.
В результате вы получаете каждый зуб с непредсказуемым разводом и соответствующее качество пиления. То есть смотреть на индикатор таких разводных почти бессмысленно. Пилу надо чувствовать. И опять начинаются разговоры о том, что заточником надо родиться. Отвечу всем сразу. Не надо искать суперзаточников, надо разводить ленточную пилу на хороших разводных станках.
Хороший станок − залог успеха
Рассмотрим этот процесс более подробно.
Разводной станок должен выполнять следующие функции:
- точно и одинаково при любой ширине ленточной пилы для всех ее зубьев устанавливать по высоте только ту часть зуба, которую необходимо развести;
- подводить каждый зуб пилы под толкатель точно в одном и том же месте;
- при разводе каждого зуба сначала обеспечивать такое зажатие тела ленточной пилы, чтобы оно не имело возможности выгибаться во время нажатия толкателем на зуб (исключить эффект «качелей»);
- отгибать на определенную величину кончик зуба пилы по ломаной линии, а не по радиусу;
- отталкивать тело ленточной пилы от неподвижной пластины после возвращения механизма зажатия тела в исходное положение, чтобы при подаче следующего зуба для развода его режущая кромка не резала наконечник индикатора;
- иметь возможность повторного нажатия на разводимый зуб для проверки и при необходимости корректировки полученного развода.
При многократных повторных нажатиях для проверки развода даже одного зуба разница в показаниях индикатора должна быть максимум одно-два деления.
При невыполнении разводным станком хотя бы одной из этих функций зубья ленточной пилы можно будет разводить только плохо или очень плохо. Но 99% разводных станков производятся таким образом, что они не выполняют одну или несколько функций, да к тому же еще и сами очень плохого качества изготовления.
Поэтому разводить ленточную пилу на них можно только по наитию, что хорошо получается очень редко. Соответственно так пила и пилит.
Четыре варианта на выбор
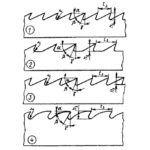
Существуют четыре варианта разводки зубьев пилы.
1. Ручной классический. Тело пилы при разводе зуба зажимается двумя подпружиненными штырями. Развод производится с одной стороны ленточной пилы. Затем пила снимается со станка, выворачивается, снова устанавливается на станок и производится развод с другой стороны.
2. Ручной усовершенствованный (по типу пресса). Развод производится так же, как и в первом варианте, только тело ленточной пилы здесь надежно фиксируется упорной пластиной под разводимым зубом, что гарантированно не позволяет ему выгибаться при надавливании толкателем на зуб (полностью исключается эффект «качелей»).
3. Развод двух зубьев сразу на обе стороны.
1. В основе всех вариантов лежит классический.
Компоновка частей станка у разных производителей может немного отличаться, но принцип работы у всех остается одинаковым. Основным недостатком классического варианта даже при качественном изготовлении станка, что бывает крайне редко, является то, что тело ленточной пилы при разводе зуба зажимается подпружиненными штырями. Штыри практически всегда по разным причинам при разводе зуба не могут надежно удерживать тело пилы, и вместо развода зуба вы получаете так называемый эффект «качелей» с непредсказуемым разводом.
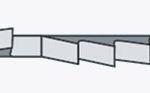
Разводные станки этого варианта изготавливаются почти всеми производителями пилорам. Ниже представлены основные элементы подобных станков (рис. 2).
Отсутствие какой-либо части или некачественное ее изготовление ведут к усложнению или принципиальной невозможности получения хорошего результата.
1. Массивная несущая плита, на которую крепятся все детали.
2. Неподвижная опорная пластина, на которую крепятся индикатор (7) и иногда направляющие для подвижной пластины (10).
Пластина должна быть обязательно каленой. Еще лучше, если в пластине будет легкосменяемая каленая вставка. Если пластина некаленая, то в месте отгибания зуба очень быстро образуется смятие, то есть кончик зуба будет отгибаться не по ломаной, а по радиусу. Следовательно, не образуется жесткий рычаг отогнутой части зуба со всем зубом. Теперь при относительно большой подаче или при резком изменении плотности на сучках зуб уже не сможет нормально срезать древесину. Он будет отгибаться (пружинить) на радиусе, зацепляться в другом месте и тем самым уводить пилу от ровного пропила.
Пластина должна крепиться к несущей плите так, чтобы ее вертикальные плоскости были перпендикулярны основанию несущей плиты.
Крепление индикатора должно быть таким, чтобы имелась возможность его регулировки в горизонтальной и вертикальной плоскостях. Это необходимо для того, чтобы установить торец наконечника индикатора (8) строго параллельно вертикальной плоскости неподвижной пластины и соответственно плоскости пилы, иначе, в зависимости от места касания зуба, будут получаться разные значения.
Необходимо, чтобы плоскость торца наконечника индикатора была обязательно отторцована, иначе также, в зависимости от места касания зуба, будут получаться разные значения.
Наконечник индикатора должен быть обязательно закален, иначе в нем очень быстро образуется выбоина и значения развода начинают прыгать.
Отверстия под направляющие должны быть строго перпендикулярны вертикальной плоскости неподвижной пластины, находиться на одном расстоянии от уровня плиты и обеспечивать минимальный зазор с направляющими, иначе при движении подвижной пластины ее начнет уводить в разные стороны, тело ленточной пилы невозможно будет хорошо зажать и получится эффект «качелей».
3. Подвижная пластина. На ней устанавливаются регулируемый по длине толкатель зуба (11) и два подпружиненных упора (9), которые при нажатии рычага должны зажимать тело пилы.
Пластина должна быть изготовлена с точным соблюдением параллельностей и перпендикулярностей своих плоскостей. Все отверстия в пластине необходимо очень точно просверлить с соблюдением параллельности плоскостям, без боковых отклонений, иначе невозможно будет обеспечить точный прижим плоскостей неподвижной и подвижной пластин, упоров к телу ленточной пилы и торца толкателя к зубу.
Отверстия под направляющие движения пластины должны иметь минимальный зазор и находиться на одном расстоянии от нижнего края пластины. После установки в них направляющих зазор между опорной плитой и нижней гранью пластины должен составлять 1,5-2,5 мм.
Отверстие для соединения подвижной пластины с механизмом толкания должно быть соосно с осью механизма, так чтобы при их соединении уже общее движение проходило мягко, без рывков, зацепов и задиров.
Отверстия под упоры должны иметь минимальный зазор и находиться на одном расстоянии от верхней плоскости пластины.
Отверстие толкателя должно быть на таком расстоянии от верхней плоскости, чтобы после установки толкателя во время развода расстояние от его нижней части до верхней плоскости неподвижной пластины составляло 0,5-1 мм.
Необходимо, чтобы резьба отверстия толкателя была нарезана очень точно, иначе при изменении величины длины толкателя его торцевая толкающая точка (плоскость и т. д.) будет менять высоту.
Пружины упоров должны быть достаточно жесткими, чтобы тело ленточной пилы не отжималось во время развода зуба, и иметь такую длину, чтобы упоры при разводе могли практически полностью уходить в пазы подвижной пластины.
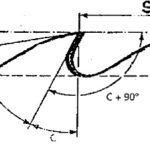
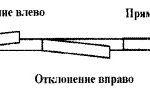
Толкатель зуба изготавливается из каленой или некаленой стали. От этого будет сильно меняться его износостойкость (точность надавливания на зуб). Торец толкателя может быть (рис. 3):
- в виде конуса. Толкание зуба производится вершиной (точкой) конуса, которая быстро расплющивается, что не позволяет точно вести развод;
- в виде усеченного конуса из закаленной стали. Удобная для работы форма, хотя встречается крайне редко. Закаленный торец имеет не точку, а круг диаметром 1,5-2,5 мм и способен, относительно долго не меняя своих геометрических размеров, проводить развод зубьев;
- в виде скошенной плоскости. Точно угол плоскости на необходимую величину развода сделать невозможно, поэтому развод зуба производится всегда касанием не всей плоскостью, а только ее части в виде прямой линии, высота которой в зависимости от необходимого отклонения зуба меняется, что не позволяет вести точный развод;
- в виде твердосплавной пластины. Проблемы такие же, как и в предыдущем пункте, только износостойкость выше;
- в виде усеченного конуса с завальцованным шариком на конце. Самый лучший вариант. Толкатель всегда упирается в зубья в одном и том же месте, и при правильной вальцовке шарик долгое время практически не стирается. Шарик обязательно должен свободно вращаться. Если он будет заклинен, то быстро сотрется с одной стороны, и все преимущества такой формы торца пропадут.
4. Регулируемые по высоте точки опоры спинки ленточной пилы.
Для устранения появления риски должны быть изготовленными из каленого материала, вращающимися и иметь возможность удобной регулировки высоты с установленной пилой для точного выставления высоты разводимой части зуба.
5. Механизм толкания подвижной пластины может быть нескольких типов:
- рычажным;
- эксцентриковым;
- винтовым.
Принципиального значения эти механизмы не имеют, поскольку никак не влияют на результат разводки, а определяют только удобство работы.
6. Механизм передвижения на три зуба сразу для развода пилы в любую сторону с упорами для точной установки каждого зуба. Механизм обеспечивает точную и быструю установку разводимого зуба.
Новый станок − исправляем неточности изготовления
Прочитав все описанное выше, вы сможете самостоятельно проверить и при возможности исправить свой разводной станок. Однако проще и дешевле купить хороший новый. Единственный способ проверки станка заключается в проверке получаемого развода. При многократных повторных нажатиях разница значений на индикаторе должна быть максимум два деления. Для примера расскажу, что нам пришлось сделать, когда один из наших клиентов попросил довести до рабочего состояния его станок.
Внешне станок выглядел очень красиво. Но когда мы попытались развести на нем ленточную пилу, выяснилось, что практически все узлы выполнены некачественно. Разброс получаемых значений при повторном нажатии был больше десяти единиц, что не позволяло делать на нем качественный развод.
1. Подвижная пластина была расположена неперпендикулярно плоскости основания (небольшое вертикальное и горизонтальное отклонение).
Тело пилы зажималось где-то в середине и сильнее с правого края и только частью плоскости торцов упорных штырей. Верхняя часть тела пилы оставалась свободной. Эффект «качелей».
2. Пружины упорных штырей длинные и слишком жесткие, не позволяющие штырям полностью уйти в пазы подвижной пластины.
Тело выгибалось. Эффект «качелей».
3. Толкатель зуба был в виде конуса из некаленого материала.
Быстро расплющивался на конце, усложняя развод.
4. Упор индикатора расположен непараллельно плоскости ленточной пилы, плоскость его торца не отторцована (показания индикатора менялись в зависимости от места касания).
Торец не закален − очень быстро появится выбоина, при попадании в которую также будет получаться неточный развод.
5. Нижние нерегулируемые опоры спинки пилы. Невозможно установить необходимую высоту разводимой части зуба. Развод получался не по ломаной, а по радиусу. Неустойчивость в пропиле.
6. Отсутствовали толкатель на три зуба с упорами для точной подачи зуба. Невозможно вести развод в одном месте на каждом зубе. Неточный развод.
И даже после того, как мы исправили все неточности изготовления, на станке хорошо можно стало разводить только ленточные пилы с некалеными зубьями или калеными зубьями, но со слабой фиксацией в теле (о типах ленточных пил было рассказано в предыдущих статьях). При разводе других типов пил сразу же появлялся эффект «качелей».
Для того чтобы обработка разнообразных материалов производилась правильно, необходимо ухаживать и следить за состоянием ленточнопильных приспособлений. С этой целью используются станки для заточки и разводки ленточных пил. Своевременный уход обеспечит длительную эксплуатацию инструментов.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.

Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.

Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.

Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
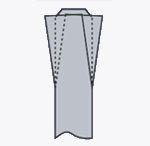
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.

Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.