- Виды и назначение
- Что такое сварка полипропиленовых труб
- Чем паять
- Как сваривать
- Подготовительные работы
- Как долго греть
- Технология
- Пайка полипропилена пошагово
- Разводка полипропиленовых труб
- Считаем фитинги
- Способы укладки
- Нюансы пайки
- Общая информация
- Режим пайки и его влияние на процесс
- Выдержка температурного режима, ее особенности
- Инструменты для сварки полипропиленовых труб
- Насадки
- Резка труб перед сваркой
- Инструкция по сварке труб из полипропилена
Все чаше металлические трубы заменяют на пластиковые, в частности — из полипропилена. Они имеют длительный срок эксплуатации (до 50 лет), не ржавеют, не гниют, весят немного, да еще и собрать все можно своими руками, не привлекая специалистов. Сварка полипропиленовых труб требует некоторого навыка, но он приходит быстро. Предварительно можно попрактиковаться на небольших обрезках и недорогих фитингах, а затем приниматься за создание более серьезных вещей.

Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.

Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.

Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.

Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.

Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Как сваривать
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрическим нагревателем. При нормальном качестве, работают и те и другие, разницы практически нет. Кому что удобнее, то и выбирают.

Так выглядит хорошо сделанное соединение в разрезе — как единое целое
Подготовительные работы
Перед началом работы надо разогреть паяльник, но тут не все так просто. Порядок его подготовки таков:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее надеваются с двух сторон дорн и гильза, затягиваются гайками с двух сторон.
- Если нагревательный элемент в виде трубки, для него насадки продают закрепленными на пластине. Пластину надевают на нагревательный элемент, затягивают крепежный болт.
Паяльник к работе готов. Но надо еще подготовить трубы и фитинги. Первое условие качественной сварки — ровный срез. Разрез должен быть строго вертикальным, без заусенец и сдиров. Такой срез можно получить используя специальные ножницы. Они имеют снизу две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.

Если резать так, срез будет ровным и гладким
Второе условие хорошей пайки ПП труб — чистые, сухие, обезжиренные детали. Если хотите, чтобы водопровод или отопление служили долго и не текли, эту процедуру пропускать не стоит. Срез трубы и фитинг очищают при помощи спирта или воды с моющим для посуды. Затем дожидаются, пока все высохнет, и только после этого начинают процесс пайки.
Как долго греть
При сварке полипропилен необходимо нагреть строго до требующейся температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не вставится в фитинг, а недостаточно разогретый материал не сплавится.
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
| Диаметр полипропиленовой трубы | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Вообще паять можно при +5°C, но данные приведены для +20°C. При более жаркой погоде время выдержки элементов на паяльнике сокращают на 30-60 секунд, при более холодной — увеличивают.
Обратите внимание, на колонку «глубина» сварки в таблице. Эта отметка ставится на трубе. До нее надо будет вдавить ее в фитинг. При этом перед кромкой фитинга образуется небольшой валик расплавленного пластика. Это и будет означать, что шов сделан верно.

Ошибки, которые могут быть при сварке полипропиленовых труб
Еще одна колонка требует пояснения — «время сварки». Это время, на которое надо сдавить и зафиксировать свариваемые элементы.
Вообще, если попробовать вставить холодную трубу в фитинг, она должна заходить с большим трудом — наружный диаметр трубы слегка больше внутреннего диаметра фитинга. Это сделано намеренно, для обеспечения некоторого излишка материала, из которого и образуется валик на шве. Чтобы сварка полипропиленовых труб была надежной, лучше все комплектующие брать одной фирмы. Так гарантировано размеры будут совпадать. В противном случае, надо примерять — чтобы фитинг не «проскакивал», а натягивался с трудом.
Технология
Как уже говорили, при сварке полипропиленовых труб, их и фитинги надо очистить, обезжирить и высушить. И только после этого можно начинать паять.
Такая подготовка подходит для всех типов труб, кроме армированных фольгой. В этом случае после того, как отрезали нужный кусок, срез зачищают до фольги специальным устройством — шейвером. В него вставляется труба и несколько раз проворачивается. При этом снимается верхний слой пластика, после чего можно обезжиривать и паять.

У армированных фольгой труб срезается полипропилен до фольги
После того, как поверхность высохнет, на трубе рисуют метку, отмечая расстояние на которое надо вдавить ее в фитинг (проще всего тонким маркером или остро отточенным простым карандаошом).

Отмечаем глубину сварки
Пайка полипропилена пошагово
Далее технология сварки пп труб такая:
- Отрезанный участок трубы надеваем на дорн, фитинг вставляем в гильзу. Делать это необходимо одновременно, в крайнем случае, раньше надевается фитинг, так как имеет большую толщину стенок. Задержка должна быть очень маленькой.

Надеваем на насадеки

Фиксируем чтобы сварка полипропиленовых труб была надежной
Одно замечание: сразу после окончания сварки, осмотрите насадки на паяльнике. Если есть остатки материала, они удаляются мягкой, безворсовой, нелиняющей (белой) тканью. Оставлять пластик на паяльнике нельзя — следующий фрагмент прилипнет, отдирать будет сложно. Нельзя чистить насадки с применением абразивов -покрытие у них тефлоновое, царапаются легко. А даже микроскопические царапины приведут к тому, что фрагмент на паяльнике (утюге), залипнет.
Работать, кстати, лучше в нитяных перчатках — меньше ожогов будет.
Перед вводом системы в эксплуатацию, ее надо проверить. Делают это при помощи опрессовки. Что это такое, и как ее делать, читайте тут.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).

Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.

Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.

Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.

Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.

Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.
Прочность и долговечность различных коммуникаций из пластика зависит, насколько точно учтена температура пайки полипропиленовых труб. При сваривании изделий из полипропилена необходимо учитывать время нагрева материала, время остывания стыков. Правильное сопоставление и учет температурных и временных показателей процесса пайки технических изделий из полипропилена способствует изготовлению прочного и надежного материала. При отклонении от технологии изделие будет иметь разрывы в местах стыка и отличаться низким качеством.
Общая информация 
Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С. Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода.

Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
В данной статье будет рассказано о том, как варить полипропиленовые трубы, какой инструмент для этого используется и как выполняется непосредственно процесс сварки.
Соединение полипропиленовых труб выполняют при помощи диффузионной сварки, основанной на плавлении путем нагревания до нужной температуры соединяемых деталей. Для нагревания деталей используется электричество: сначала производят нагревание деталей до температуры их плавления, после чего плотно прижимают их друг к другу, такой процесс называют сваркой плавлением.

Важно: свариваемые детали должны обладать одинаковыми свойствами.
Сам процесс сварки включает в себя следующие этапы:
- Нагревают до 260° сварочный аппарат;
Важно: 260° — температура плавления полипропиленовых фитингов и труб.
- До той же температуры нагревают трубу и фитинг;
- Прижимают трубу и фитинг друг к другу в направлении оси;
- Через пару секунд соединение можно считать выполненным, результатом чего является имеющий единую структуру однородный материал.
При этом после выполнения сварки невозможно найти место шва, поскольку в процессе сваривания произошло расплавление деталей и объединение их структур, то есть получилась однородная единая деталь, что позволяет cварке полипропиленовых труб плавлением гарантировать прочное и высококачественное соединение деталей.
Инструменты для сварки полипропиленовых труб

Для сварки труб из полипропилена, используемых в системах водоснабжения (горячего и холодного) и отопления достаточно использовать стандартный набор инструментов, включающий в себя:
- Сам паяльник для полипропиленовых труб;
- Нагревательные насадки;
- Рулетку;
- Ножницы;
- Болты, при помощи которых насадки крепятся к сварочному аппарату;
- Уровень;
- Шаблон для отверстий;
- Шестигранник.
Сварочный аппарат, мощность которого может достигать 1500 Вт, работает от электрической сети 220 В. Небольшой вес аппарата облегчает его транспортировку, а удобная рукоятка позволяет выполнять соединение труб в различных положениях.
Кроме того, аппарат оснащен выключателем и регулятором температуры, позволяющим поддерживать постоянную температуру в 260°. В момент включения аппарата на нем загорается индикатор красного цвета, который гаснет после того, как получена нужная температура и можно использовать аппарат.
Насадки

Важнейшим элементом сварочного аппарата являются сварочные насадки, предназначенные для нагревания наружной и внутренней поверхностей соединяемых деталей.
В стандартном комплекте сварочного аппарата обычно имеются насадки, диаметр которых составляет 16-40 мм.
Важно: насадки для соединения труб большего диаметра (до 125 мм) приобретаются отдельно в строительных магазинах.
Тефлоновая оболочка позволяет защитить насадку от воздействия расплавленного пластика, а также снизить воздействие на свариваемый пластик со стороны нагревательного элемента, повышая качество сварки.
Кроме того, тефлоновое покрытие предотвращает прилипание к аппарату расплавленного пластика.
Важно: необходимо постоянно следить за чистотой тефлонового покрытия.
Насадки для сварки состоят из двух частей:
- В деталь, имеющую отверстия, вставляют полипропиленовую трубу;
- На деталь, имеющую выступающий буртик, одевают фитинг.
В результате происходит равномерное нагревание до 260° как наружной стороны трубы, так и внутренней стороны фитинга из полипропилена. Крепление насадки к сварочному аппарату осуществляется с помощью имеющихся в комплекте с аппаратом болтов.
Важно: при эксплуатации аппарата возможно ослабление болтов, в таком случае необходимо подтянуть их.
Болты, крепящие насадки к аппарату, закручиваются с помощью входящей в комплект цилиндрической отвертки (иногда – шестигранника). Установку насадок следует выполнять до начала нагревания, а заменять насадки под нагревом допускается только в крайних случаях.
Резка труб перед сваркой

Ножницы для полипропиленовых труб
Для нарезки перед сваркой труб из полипропилена диаметром не более 32 мм используются ножницы, лезвия которых изготовлены из стали высокого качества. На данные ножницы предоставляется 1 год гарантии с условием, что они будут применяться только при резке полипропиленовых труб.
Важно: в продаже также имеются ножницы, позволяющие резать трубы, диаметр которых достигает 63 мм, а резку труб с большим диаметром обычно выполняют с помощью металлической ножовки.
Инструкция по сварке труб из полипропилена

Как варить трубы полипропиленовые
Первым делом рассмотрим подробнее основные этапы подготовки аппарата к сварке полипропиленовых труб:
- Включают сварочный аппарат, на нем загораются два индикатора:
- Индикатор включения аппарата;
- Индикатор терморегулятора.
- Пока индикаторы не погаснут, происходит нагревание сварочного аппарата, которое длится обычно около 10-12 мин. Выключение второго индикатора сигнализирует о нагреве аппарата до требуемой температуры.
- После первого включения аппарат потребляет больше энергии, что приводит к нагреванию насадок до температуры около 300-320°, что вызывает при сварке деформацию пластика.
Поэтому сначала дожидаются повторной активации индикатора нагревания и его выключения, после чего можно приступать уже к процессу cварки полипропиленовых труб своими руками.

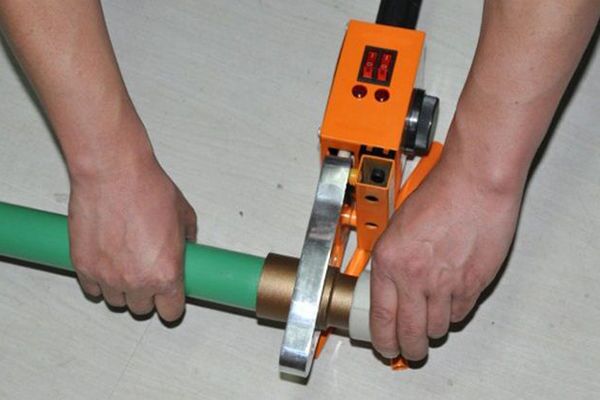
Сварка ПП трубы
Сварка выполняется следующим образом:
- Труба из полипропилена помещается в отверстие на одной стороне насадки;
- Фитинг одевается на выступ на другой стороне;
Важно: при надевании фитинга следует обеспечивать небольшой нажим.
- Трубу и фитинг удерживают в таком положении в течение времени, требующегося для нагревания, соединения деталей и их остывания.
Время, которое требуется на нагрев, соединение и остывания, зависит от диаметра ПП трубы и глубины сварки. Рекомендуемые значения этих промежутков времени приведены в таблице: