Расчет режимов фрезерования заключается в определении скорости резания, частоты вращения фрезы, и выбора подачи. При фрезеровании различают два основных движения: вращение фрезы вокруг своей оси – главное движение и перемещение заготовки относительно фрезы – движение подачи. Скорость вращения фрезы называют скоростью резания, а скорость перемещения детали – подачей. Скорость резания при фрезеровании – это длина пути (в м), которую проходит за 1 мин наиболее удаленная от оси вращения точка главной режущей кромки.
Скорость резания легко определить, зная диаметр фрезы и частоту ее вращения (число оборотов в минуту). За один оборот фрезы режущая кромка зуба пройдет путь, равный длине окружности, имеющей диаметр D:
l = πD, где l – путь режущей кромки за один оборот фрезы.
Длина пути
Длина пути, пройденная кромкой зуба фрезы в единицу времени,
L = ln = πDn, где n – частота вращения, об/мин.
Скорость резания
Принято обозначать диаметр фрезы в миллиметрах, а скорость резания в метрах в минуту (м/мин), поэтому написанную выше формулу можно записать в виде:

Частота вращения фрезы
В производственных условиях часто требуется определить необходимую частоту вращения фрезы для получения заданной скорости, резания. В этом случае используют формулу:

Подача при фрезеровании
При фрезеровании различают подачу на зуб, на оборот и минутную подачу. Подачей на зуб Sz называют расстояние, на которое перемещается заготовка (или фреза) за время поворота фрезы на один шаг, т. е. на угол между двумя соседними зубьями. Подачей на оборот S называют расстояние, на которое перемещается обрабатываемая деталь (или фреза) за время одного полного оборота фрезы:
Минутная подача
Минутной подачей Sм называют расстояние, на которое перемещается заготовка (или фреза) в процессе резания за 1 мин. Минутная подача измеряется в мм/мин:
Определение времени фрезерования детали
Зная минутную подачу, легко подсчитать время, необходимое для фрезерования детали. Для этого достаточно разделить длину обработки (т. е. путь, который должна пройти заготовка по отношению к фрезе) на минутную подачу. Таким образом, по величине минутной подачи удобно судить о производительности обработки. Глубиной резания t называют расстояние (в мм) между обрабатываемой и обработанной поверхностями, измеренное перпендикулярно обработанной поверхности, или толщину слоя металла, снимаемого за один проход фрезы.
Скорость резания, подача и глубина резания являются элементами режима резания. При наладке станка устанавливают глубину резания, подачу и скорость резания, исходя из возможностей "режущего инструмента, способа фрезерования обрабатываемого материала и особенностей обработки. Чем большее количество металла в единицу времени фреза снимает с заготовки, тем выше будет производительность фрезерования. Естественно, что производительность фрезерования при прочих равных условиях будет повышаться с увеличением глубины резания, подачи или скорости резания.
Определим режимы резания для чернового фрезерования плоской поверхности на фрезерном станке в следующей последовательности:
1.4.1. Глубину резания t, мм, определяют в зависимости от типа
применяемой фрезы, конфигурации обрабатываемой
поверхности и от вида оборудования.
При фрезеровании различают подачу на один зуб Sz, мм/зуб, подачу на один оборот фрезы S и подачу минутную Sм, мм/мин, которые находятся в следующем соотношении:
 , (9.28)
, (9.28)
где n – частота вращения фрезы, мин -1 ;
z – число зубьев фрезы.
Исходной величиной подачи при черновом фрезеровании является величина подачи на один зуб Sz, значение которой для различных фрез и условий резания приведены в таблице 9.13 и таблице 9.14 приложения Д.
Выбрать модель фрезерного станка, на котором будет выполняться фрезерование, с учетом заданной мощности станка.
1.4.3. Рассчитать теоретическую скорость резания VД, м/мин, допускаемую режущими свойствами фрезы по формуле:
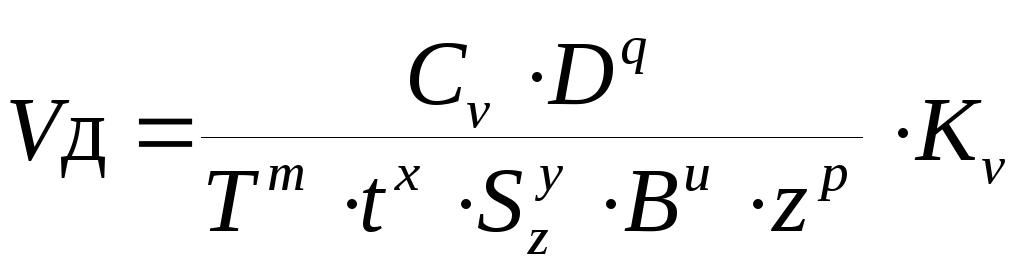 , (9.29)
, (9.29)
где D – диаметр фрезы, мм;
t – глубина обработки, мм;
В – ширина обработки, мм;
z – число зубьев фрезы;
Т – период стойкости инструмента, мин, определяется
по таблице 9.16 приложения Д;
Кv – поправочный коэффициент на скорость,
учитывающий фактические условия резания,
определяется по формуле:
 , (9.30)
, (9.30)
где Kmv – коэффициент, учитывающий качество
обрабатываемого материала, определяется по
таблице 9.3 приложения Д;
Knv – коэффициент, учитывающий состояние поверхности
инструмента, определяется по таблице 9.5
1.4.4. Определить и скорректировать частоту вращения фрезы n, мин -1 , согласно рекомендациям пункта 1.2.4.
1.4.5. Рассчитать фактическую скорость резания V, м/мин, согласно формуле (9.5) пункта 1.2.5.
 , (9.31)
, (9.31)
и скорректировать значение полученной подачи Sм по паспортным данным выбранного станка. С учетом откорректированного значения Sм скорректировать значение подачи Sz, мм/зуб:
 , (9.32)
, (9.32)
где n – частота вращения фрезы, имеющаяся на станке,мин -1 ;
z – число зубьев фрезы.
1.4.7. Определить главную составляющую силы резания при фрезеровании – окружную силу Рz, Н, по формуле:
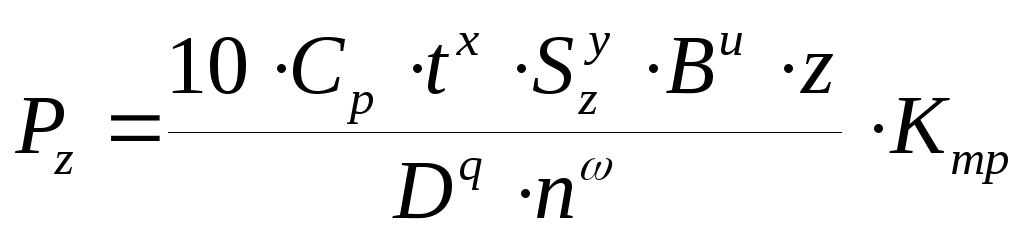 , (9.33)
, (9.33)
где D – диаметр фрезы, мм;
t – глубина обработки, мм;
В – ширина обработки, мм;
z – число зубьев фрезы;
n – частота вращения фрезы, имеющаяся на станке,мин -1 .
определяется по таблице 9.7 приложения Д;
 , (9.34)
, (9.34)
где D – диаметр фрезы, мм;
Рz – главная составляющая сила резания при фрезеровании, Н
1.4.9. Определить мощность резания Np, кВт, по формуле:
 ,(9.35)
,(9.35)
где Pz – главная составляющая силы резания, Н;
V – фактическая скорость резания, м/мин.
Полученное значение мощности резания Np сравнить с мощностью электродвигателя выбранного станка по рекомендациям, изложенными в пункте 1.2.7.
 ,(9.36)
,(9.36)
L – длина хода режущего инструмента (рис.9.4), мм:
 ,(9.37)
,(9.37)
где  – длина обработки, мм;
– длина обработки, мм;
 ,
, – длина врезания и длина перебега, мм:
– длина врезания и длина перебега, мм:
 (для цилиндрических фрез);
(для цилиндрических фрез);
 (для торцовых фрез),
(для торцовых фрез),
Левозаходные фрезы

Проблема: 2-заходная фреза плавит PVC-пенопласт.
Решение: выбирают меньшее число оборотов или фрезеруют однозаходной фрезой. (Картинка)
1. Погружение:
Фреза должна иметь возможность проникать торцом в материал (буровая функция).
2. Кромка реза:
Как правило, канты прохода отличаются друг от друга. Контрсторона движения "красивее" чем сторона синхронности. Это особенно видно при использовании 1-заходной фрезы, а также при фрезеровании алюминия.
Совет; Фрезеруйте внутренние контуры по часовой стрелке, внешние против часовой. Таким образом "плохая" сторона оказывается в стружке
3. Вывод стружки:
Стружка должна отводиться быстро, чтобы полости фрез не заполнялись, и в результате фреза не ломалась. Чем глубже и с большей скоростью происходит фрезерование, тем труднее вывод стружки. Указания: Не фрезеруйте глубже чем на двойное или тройное количество диаметров фрезы. Более глубокие пазы проходите в несколько проходов. При фрезеровании полистирола и др. пластиков имеет смысл применять фрезы с отполированными канавками для лучшего вывода.
4. Теплоотдача / смазывание:
Фреза не должна становиться слишком горячей: С одной стороны, инструмент со слишком высокой температурой теряет свои свойства, с другой стороны – еще более критической – пластмассовая и алюминиевая стружка может "залипать" в желобах, препятствуя выводу стружки и как следствие вести к поломке фрезы. При обработке металлов непременно нужно рекомендовать смазку. Указание: Со спиртом или специальными эмульсиями можно фрезеровать алюминий и цветные металлы, при обработке плексигласа можно использовать мыльную воду.
5. Опасность поломки:
растет линейно с возрастающей подачей и с возрастающей глубиной погружения: Двойная подача значит двойной дробный риск, двойная глубина погружения значит уже восьмикратный дробный риск.
Указания:
Лучше фрезеровать несколькими проходами менее глубоко и с более высокой скоростью подачи. Используйте фрезу по возможности с наиболее короткой длиной режущей части. Затяните её, как возможно больше. Общее правило: зажимается в патроне (цанге патрона) одна треть общей длины фрезы.
Правая нарезка выводит стружку на верх.
Фреза правой нарезки содействует выводу стружки наверх, что хорошо для непрерывного вывода, имеет однако недостаток заключающийся в том, что фреза как штопор также двигает наверх основной материал (заготовку), "мохрит" при фрезеровке древесины или "зарывается" при обработке тонкого листового материала (например жести). Фреза с левой винтовой линией напротив нажимает на материал вниз и при фрезеровке волокнистых материалов, таких как древесина или картон, Вы достигаете более гладкого верхнего края (волокна не приподнимаются, а "вжимаются" в основной материал). Но здесь негативным фактором выступает затрудненность вывода стружки.
Указание:
В стандартных случаях используйте фрезу правой нарезки.
Фрезы левой нарезки выгодны для неглубоких проходов в тонких материалах, где опасность "зарывания" и рывка наверх заготовки правой нарезки велика. Однако, чем жестче материал Вы будете использовать, тем скорее Вы можете отказаться от фрезы левой винтовой линии.

A. Правая нарезка (нормальная форма):
Выводят стружку наверх. У фрезы есть тенденция "зарываться" и поднимать базовый материал.
"эффект штопора".
B. Левая винтовая линия (особая форма): Выводит стружку вниз при обработке с торца, или используется при работе в уже отфрезерованой полости. Фреза нажимает на базовый материал (противоположность "эффекту штопора").
Не приспособлено для глубокого фрезерования.
Вид фрезы: 1 или 2 лезвия?


В производстве рекламы чаще всего используются 1 и 2-заходные, реже 3-заходные фрезы. Четырех и с большим количеством лезвий фрезы не могут снимать толстую стружку в мягких материалах, и как правило, не используются. Основная их проблема при фрезеровании мягких материалов – это "запекание" в полостях фрезы. 1-заходные фрезы благоприятствуют лучшему выводу стружки за счет более просторного желоба фрезы. Специальные фрезы для алюминия имеют большой желоб. Особенно имеют преимущества при обработке мягкого алюминия, наряду с отполированным резцом, покрытие с Titan-Nitrid (TiN).
Выбор "идеального" типа фрезы всегда зависит от обрабатываемого материала:
При фрезеровке "мягких" материалов: мягких пластмасс (ПВХ, плексиглас, пенопласты), деревянных материалов (древесина, волокнистая плита, фанера, ДСП), мягких сортов алюминия и сэндвичей (алюминий / пластмассы) в выигрыше острые 1-заходные фрезы. Так как здесь проблема более скорого затупления предпочтительнее чем опасность засорения и поломки фрезы.
Для жестких пластмасс пригодны острые 2-заходные, с профилем рыбьего хвоста.
При обработке более жестких металлов таких как латунь можно рекомендовать 2-заходные фрезы с плоской заточкой.
При фрезеровке крайне жесткой конструкционной стали или совсем высококачественной стали, используют трех-четырех заходные фрезы.

Однозаходная фреза в поперечном разрезе
Один нож оставляет большое открытое пространство
для вывода стружки

Трехзаходная фреза в поперечном разрезе
Три лезвия существенно уменьшают пространство
для вывода стружки
Различия между фрезой и гравером
Многие используют понятие "Фреза" и „Гравер“ как синонимы. Тем не менее, речь идет о двух разных инструментах.
Гравер – это простой инструмент, разделенный пополам цилиндр, с последующей задней шлифовкой.
Форма может быть различна; наиболее распространены треугольные . В противоположность фрезам у них нет спиралевидного желоба для отвода стружки.
Материал фрез: HSS или твердосплавные ?
В рекламной технике преимущественно используются фрезы из твердого сплава.
Твердый сплав (HM) – дорогой, искусственный продукт, который агломерируется из мельчайших порошков (например, Wolfram-Carbid). В процесс агломерации сразу создается форма фрезы и в последствии не изменяется, (только затачивается). Твердый сплав крайне жесткий и износостойкий, однако, восприимчив к вибрациям и ударам. Важно при использовании фрез HM иметь стабильный, возможно более тяжелый и массивный станок, шпиндель с точным вращением и высококачественные цанги зажима. Фрезеруемый материал должен быть жестко и неподвижно зафиксирован на станке.
Быстрорежущая сталь (HSS) используется прежде всего, там, где твердый сплав слишком чувствителен: при фрезерной обработке нержавеющей листовой стали, на шатких машинах, или в случаях, когда жесткость фиксации недостаточно обеспечена. HSS значительно быстрее снашивается, но угроза преждевременной поломки меньше, по причине ее вязкости.
Жизнь HSS фрезы с покрытием значительно увеличивается. Например, для нитрида титана (TiN) срок службы увеличивается в шесть раз.
Titan-Nitrid существенно жестче чем HSS, а также жестче чем HM. С Titan-Nitrid покрытием инструменты HM служат также дольше, хотя различие в твердости незначительное.
Более значительно покрытие отражается на число оборотов и подачу. Ее можно увеличивать и укорачивать таким образом время обработки. При фрезеровке алюминия TiN предотвращает внушающее страх запекание алюминия во фрезе. Покрытие действует как тефлон в сковороде (стружка скользит)
Число оборотов и оптимальная подача

Принципиально считается: Чем выше скорость резания (vc = p * d * n), тем более гладкой будет поверхность. Однако, затупление фрезы тоже растет с увеличением скорости разания.
1. Число оборотов n:
Выберите скорость разания vc из таблицы. (Если скорость резания материала сильно варьируется, уточните в справочниках).
На основании данных вычислите число оборотов шпинделя
n [U/min] = (vc [m/min] *1000) / (3.14 * d [mm])
2. Подача f:
Выберите рекомендованную подачу на каждый зуб (коэффициент fz) с использованием той же таблицы и отсюда вычислите подачу:
f [mm/min] = n * fz * z
fz = подача на 1 зуб
z = количества лезвий
Пример:
Вы хотите фрезеровать 2-заходной фрезой, диаметром 3 мм жесткий алюминий. Из таблицы Вы находите: vc = 100. 200 м / мин. Из этого Вы рассчитываете:
Макс. число оборотов: n = (200 * 1000) / (3.14 * 3) = 200 000 / 9.42 = 21.230 U/min
Соответствующая подача: f = 21230 * 0.04 * 2 = 1698 mm/min
Высокая скорость подачи – особенно в металлах – требует стабильной и бесшумной машины. Кроме того, глубина паза не должна быть слишком большой (около 1 * d 1).
Для менее стабильных машин или при повышеной глубине фрезеровки режим расчитывается следующим образом:
Макс. число оборотов:
n = (200 * 1000) / (3.14 * 3) = 200 000 / 9.42 = 21.230 U/min (как выше)
Миним. число оборотов: n = (100 * 1000) / (3.14 * 3) = 100 000 / 9.42 = 10.615 U/min
Соответствующая подача (минимальная): f = 10615 * 0.04 * 2 = 849 mm/min
Вы комбинируете n=21230 U / min и f = 849 mm/min.