При наладке и эксплуатации металлорежущих станков необходимо регулярно производить проверки их точности.
Под точностью станка подразумевается соответствие следующих параметров указанным в паспорте и стандарте:
Перемещение основных узлов, на которых размещается рабочий инструмент и заготовка.
Расположение поверхностей, при помощи которых выполняется базирование инструмента и заготовки. Расположение проверяется относительно друг друга и осей станка.
Форма базовых поверхностей.
Выделяют такие погрешности формы обрабатываемых заготовок:
Непрямолинейность. Образуется из-за неточности изготовления направляющих, их износа, ошибок при установке или нагреве. Другая причина образования — повышенная податливость заготовки, что приводит к ее деформации под усилием резки.
Некруглость. Получается по причине биения шпинделя, неправильной работы подшипников шпинделя, ошибок при копировании заготовки.
Конусообразность. Возникает, когда ось шпинделя не параллельна направляющим, что происходит под действием температурных деформаций, при смещении оси, недостаточной жесткости центров. Обработке без центров с вылетом заготовки превышающий соотношение длины и диаметра 3:1
Неконцентричность. Образуется при ошибках в копируемой заготовке либо при биении шпинделя.
Непараллельность. Возникает, когда направляющие станка имеют непрямолинейную форму или отклонения оси шпинделя от осей направляющих.
Инструменты для проверки точности станков
Для проверки оборудования используются следующие инструменты:
линейки;
угольники;
набор оправок;
измерительные головки;
уровни;
щупы;
индикаторы.
интерферометр
Линейками проверяют прямолинейность и плоскостность поверхностей. Оправки используются для определения биения вращающихся элементов, таких как шпиндель. Отверстие шпинделя проверяется оправкой, вставляемой в шпиндель. Оправка проворачивается несколько раз на половину круга, биение является разностью между максимальным и минимальным показателем.
Перпендикулярность проверяется при помощи угольника. Вспомогательным инструментом выступает щуп, которым определяют наличие и величину зазора между плоскостью и угольником. также возможно использование индикатора с магнитной стойкой
Уровни предназначаются для проверки точности установки оборудования на фундаменте в двух плоскостях. Точные замеры производят поверенные уровни с микрометрической шкалой.
Станки также могут проверяться приборами специального назначения — теодолитами, профилометрами и профилографами, интерферометрами.
Проверка элементов станка на точность
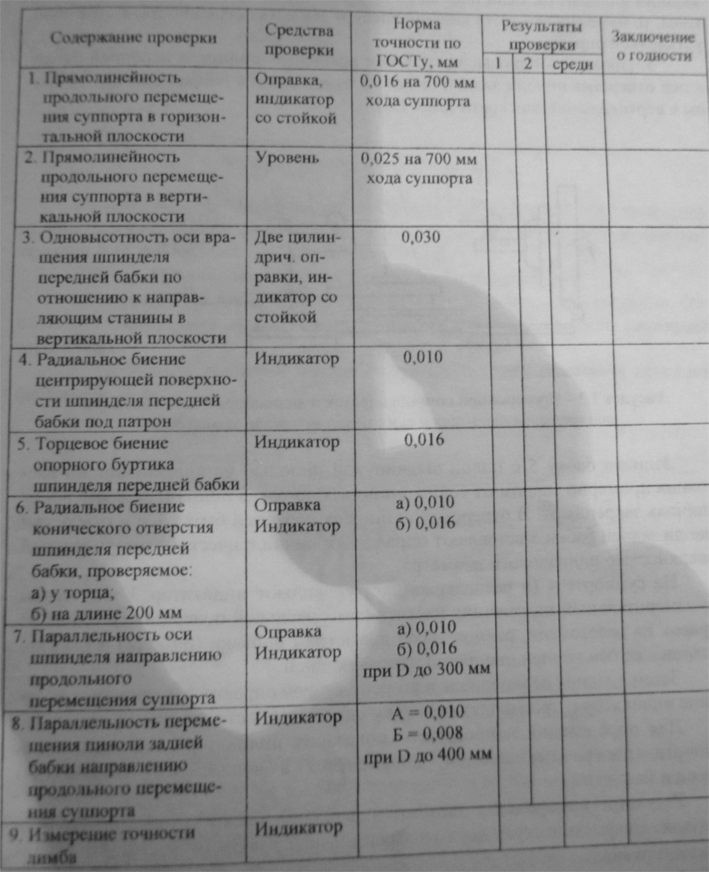
Проверка на точность токарного станка производится согласно требований ГОСТ: Часть проверок приведена ниже:
Радиальное биение шейки шпинделя. Измерительный штифт индикатора размещается так, чтобы он касался поверхности шейки и был перпендикулярен относительно образующей.
Радиальное биение отверстия шпинделя. Для этого в шпинделе плотно размещается цилиндрическая оправка. Шпиндель вращается, и индикатором замеряется биение. Величина биения замеряется у шпинделя и в нескольких точках оправки.
Параллельность оси шпинделя относительно продольного перемещения суппорта. Для проверки в шпинделе также закрепляют цилиндрическую оправку. Измерительный штифт индикатора должен касаться верхней поверхности оправки и быть перпендикулярным к ее образующей. Суппорт двигают вдоль направляющих станины на 300 мм. Измерения повторяют, установив штифт горизонтально, так, чтобы он касался боковой части оправки.
Осевое биение шпинделя. Измерение предполагает закрепление короткой оправки в шпинделе. Измерительный штифт индикатора размещается вдоль оси шпинделя, так, чтобы его конец касался центра торца оправки. Шпиндель вращается, и замеряется биение.
Торцевое биение буртика шпинделя. Измерительный штифт индикатора размещается так, чтобы он прикасался к торцу буртика у самого края. Шпиндель вращается, и снимаются результаты. Для получения точных данных необходимо провести измерения как минимум в двух точках. Итоговой погрешностью считается максимальное показание индикатора.
Параллельность перемещения пиноли относительно продольного движения суппорта. Сначала производится проверка с пинолью, задвинутой в заднюю бабку и закрепленной в ней. Индикатор размещается на суппорте, а его измерительный штифт касается верхней поверхности пиноли. Суппорт перемещается, и замеряются данные. По аналогии с прошлой проверкой, измерения повторяются со штифтом, касающимся пиноли сбоку. Затем проводят такие же измерения, только пиноль вытягивается на половину из задней бабки.
Параллельность отверстия пиноли относительно продольного движения суппорта. Эта проверка осуществляется так же, как и для отверстия шпинделя. В отверстии пиноли закрепляется оправка, и измерительный штифт касается ее сверху. Суппорт двигается вдоль станины. Окончательное значение погрешности является средним арифметическим трех замеров.
Совпадение высоты осей вращения шпинделя и пиноли над продольными направляющими станины. Для измерения в центрах зажимают цилиндрическую оправку (скалку), а индикатор перемещают суппортом, определяя максимальное отклонение.
Параллельность движения верхних салазок суппорта относительно оси шпинделя. В шпинделе закрепляется оправка, индикатор перемещается по верхним салазкам.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Цель работы заключается в определении технического состояния и точности токарного станка по параметрам точности, которые оказывают влияние на возникновение погрешностей обработки.
Информация для начинающих токарей
Для оценки параметров точности токарного станка мы должны освоить методы контроля технического состояния токарного станка по параметрам точности в соответствии с ГОСТ 18097-85 и практические измерения отдельных параметров точности токарного станка 1М61П.
Необходимо приобрести навыки работы с контрольными оправками и индикатором часового типа на штативе или магнитной стойке при выполнении измерений параметров точности.
Определить техническое состояние токарного станка по параметрам точности и подготовить заключение о возможности его использования для обработки деталей.
Оборудование, приборы и инструменты, которые будем использовать.
Токарно-винторезный станок модели 1М61П.
Индикатор часового типа ИЧ-05 с ценой давления 0,01 мм на штативе.
Индикатор часового типа 1МИГЦ с ценой деления 0,001 мм на стойке индикаторной магнитной.
Оправки контрольные цилиндрические с конусом МОРЗЕ для установки в шпинделе и задней бабке.
Оправка контрольная с центровым отверстием под шарик.
Центра ГОСТ 13214-79.
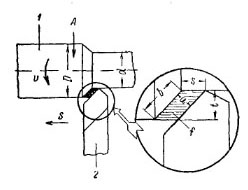
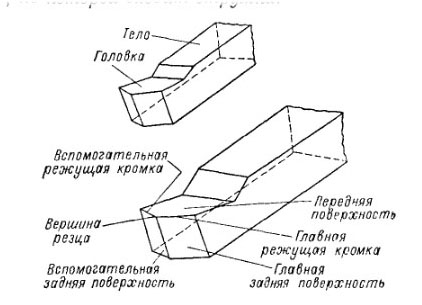
Резец является наиболее
употребительным режущим инструментом
при обработке деталей на токарных станках.
Для контроля геометрической точности токарно-винторезных станков общего назначения необходимо использовать ГОСТ 18097-85, который устанавливает параметры точности и методы их проверки. Проверка станков по нормам точности заключается в установлении точности изготовления, взаимного расположения, перемещения и соотношения движений рабочих органов станка, несущих заготовку и инструмент, путем измерений с помощью контрольных приспособлений и приборов. Также контроль может выполняться путем измерения обработанных на станках образцов деталей.
Геометрическую точность неработающего станка нельзя отождествлять с точностью обработки, отклонение геометрической точности станка от норм оказывает существенное влияние на точность обработки.
При проверка станков по нормам точности (без резания) движения отдельных узлов и элементов станка должны осуществляться от руки, а при отсутствии ручного привода – механически на наименьшей скорости.
На практике проверяются те параметры точности станка, погрешности которых могут оказать существенное влияние на возникновение погрешностей обработки, а именно: прямолинейность поверхности направляющих станины, биение вращающихся центров, положение оси вращения относительно оси шпинделя и т.д.
Резец сконструирован из головки, т. е. рабочей части, и тела, служащего для закрепления резца.
При изготовлении деталей на металлорежущих станках часто приходится пользоваться лимбами, дающими возможность отсчитывать необходимые перемещения узлов станка. При пользовании лимбами, даже при перемещении на целое число делений лимба, необходимое перемещение нельзя осуществить точно. Возникает погрешность установки, проявляющаяся в том, что при многократной установке узла в требуемое положение он не занимает каждый раз строго одинаковое положение.
Погрешность установки размера по лимбу станка является случайной погрешностью и зависит от многих переменных факторов: неточности шага винта, неточности нанесений делений на лимбе, износа винтовой пары, жесткости цепи перемещения, величины силы трения в направляющих, ширины штрихов на шкале лимба, освещенности рабочего места, состояния зрения рабочего и т.д.
Величина погрешности установкиопределяется разностью предельных значений смещений узла относительно требуемого положения.
При данной методике проведения работы не учитываются такие составляющие погрешности, как неточность шага винта, износ винтовой пары, неточность нанесения делений лимба и др., но значительно упрощается техника проведения эксперимента.
Порядок выполнения работы определения точности токарного станка:
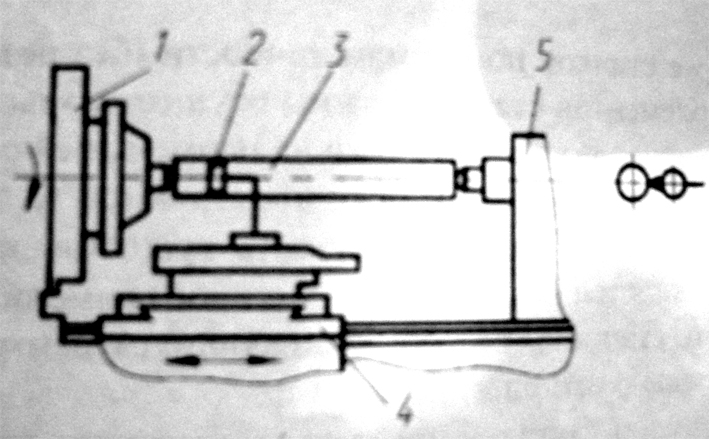
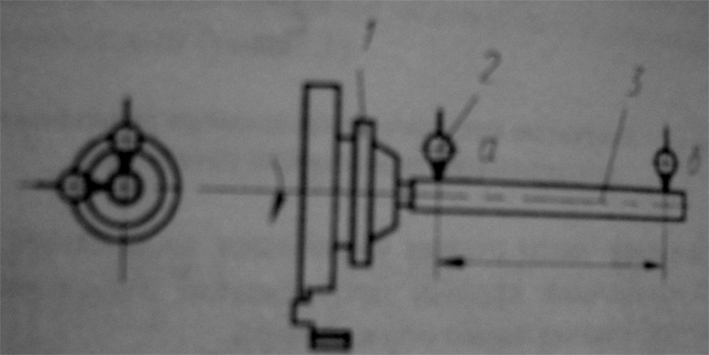
1.Проверить прямолинейность продольного перемещения суппорта в горизонтальной плоскости (рис 1.1.)
Рис. 1.1 Контроль прямолинейности продольного перемещения суппорта при помощи оправки и индикатора.
В центрах передней 1 и задней 5 бабок устанавливают оправку 3 с цилиндрической измерительной поверхностью.
Резцедержатель должен быть расположен возможно ближе к оси центров станка.
На суппорте 4 (в резцедержателе) укрепляют индикатор 2 так, чтобы его измерительный наконечник касался боковой образующей оправки и был направлен к ее оси перпендикулярно образующей. Показания индикатора на концах оправки должны быть одинаковыми.
Суппорт перемещают в продольном направлении на всю длину хода. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора и заносят в отчет.
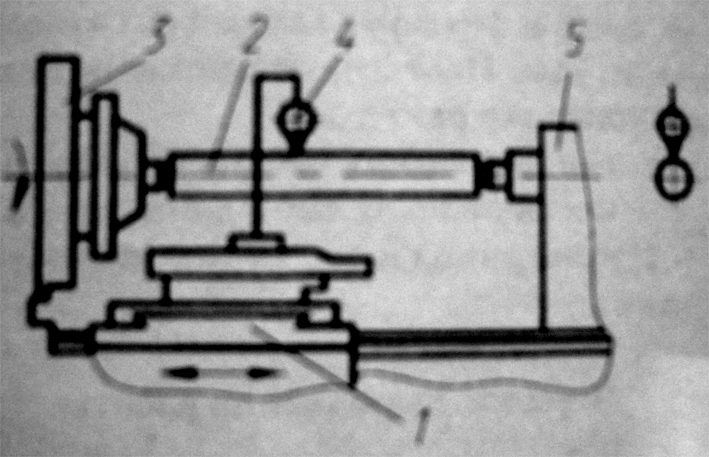
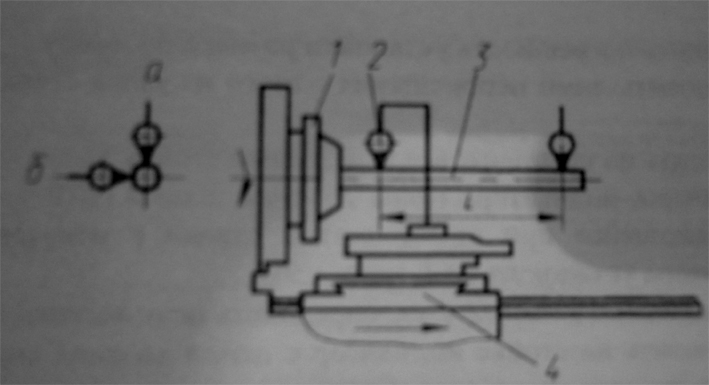
2.Проверить прямолинейность продольного перемещения суппорта в вертикальной плоскости.
В центрах передней 3 и задней 5 бабок устанавливают оправку 2 с цилиндрической измерительной поверхностью. Суппорт 1 должен быть расположен ближе к оси центров станка рис. 1.2..
Рис. 1.2 Проверка при помощи оправки и индикатора прямолинейности в вертикальной плоскости.
Табл. 1. – Результаты измерения параметров точности токарного станка 1М61П.
На суппорте в резцедержателе укрепляют индикатор 4 так, чтобы его измерительный наконечник касался верхней (нижней) образующей оправки и был направлен к ее оси перпендикулярно образующей оправки и был направлен к ее оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на всю длину хода.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора. Если показания индикатора. Если показания индикатора на концах оправки не одинаковы, то из результатов отклонений следует вычесть погрешность, вызванную установкой оправки.
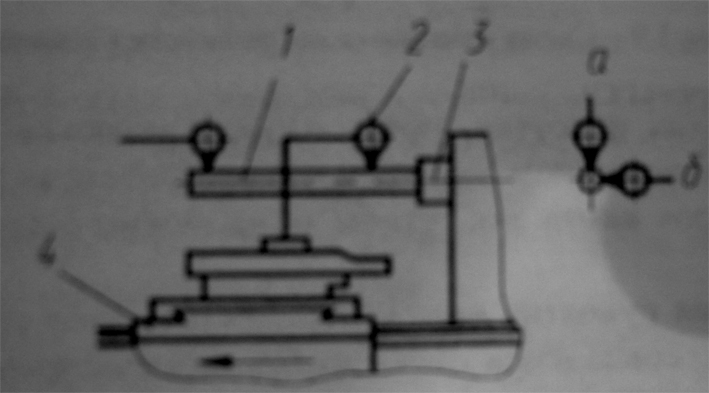
Проверить одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости рис. 1.3..
Проверка при помощи оправок и индикатора одновысотности оси вращения шпинделя и оси отверстия пиноли задней бабки.
Заднюю бабку 5 с полой выдвинутой пинолью устанавливают на расстоянии примерно равном от торца шпинделя до торца пиноли. Заднюю бабку и пиноль закрепляют. В отверстии шпинделя передней бабки 1 и в отверстии пиноли задней бабки 5 вставляют оправки 2 с цилиндрической измерительной поверхностью одинакового диаметра.
На суппорте 4 (в резцедержателе) укрепляют индикатор 3 так, чтобы его измерительный наконечник касался измерительной поверхности одной из оправок на расстоянии, равном двум диаметрам оправки и был направлен к ее оси перпендикулярно направляющей.
Затем суппорт перемещают в сторону второй оправки и не изменяя положение индикатора, производят проверку одновысотности с первой оправкой. Для определения наибольшего показания индикатора верхнюю часть суппорта перемешают в поперечном направлении вперед и назад.
Результат измерения у шпинделя передней бабки устанавливают как среднюю арифметическую двух измерений, после первого измерения шпиндель поворачивают на 180°.
Отклонение определяют как наибольшую алгебраическую разницу. Проверить радиальное биение центрирующей поверхности бабки под патрон.
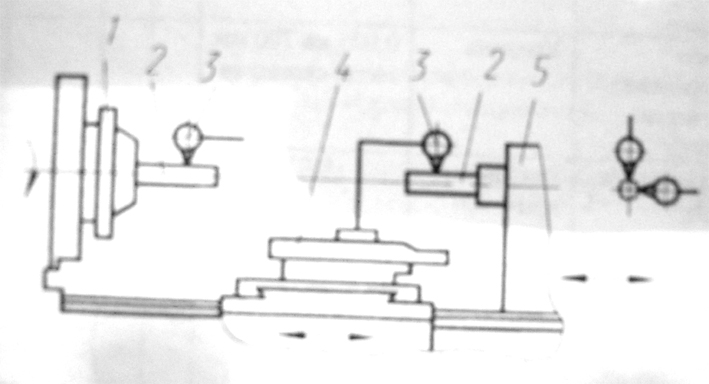
Рис. 1.4. – Измерение при помощи индикатора радиального биения центрирующей поверхности шпинделя
На неподвижной части станка укрепляют индикатор 1 так, чтобы его наконечник касался проверяемой поверхности 2 и был направлен к ее оси перпендикулярно образующей. Шпиндель при измерении должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора.
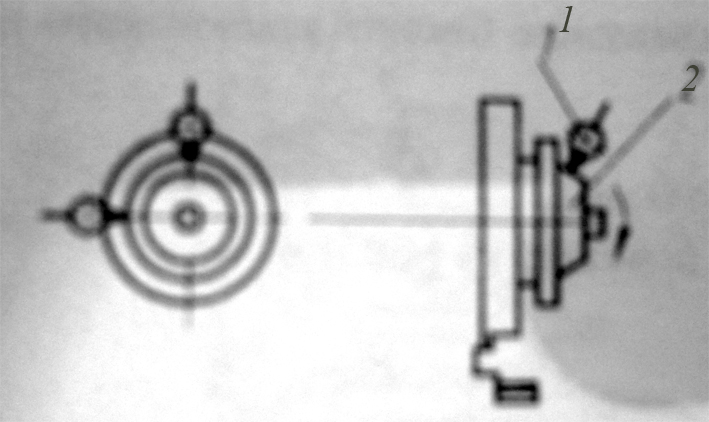
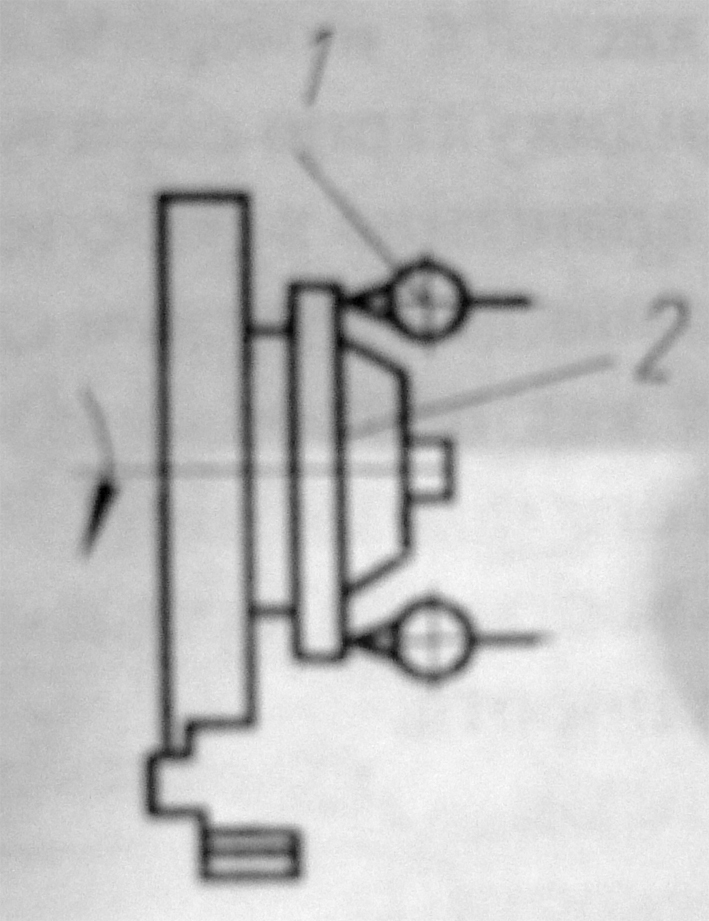
Рис. 1.5. – Измерение при помощи индикатора торцового биения опорного буртика шпинделя.
На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник касался опорного буртика шпинделя 2 на возможно большем расстоянии от центра и был перпендикулярен ему.
Шпиндель приводят во вращение в рабочем направлении. Измерения производят в двух взаимно перпендикулярных плоскостях в диаметрально противоположных точках поочередно.
При каждом измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разницу показаний индикатора в каждом его положении.
Измерение при помощи индикатора радиального биения конического отверстия шпинделя.
В отверстие шпинделя 1 вставляют контрольную оправку 3 с цилиндрической измерительной поверхностью.
На неподвижной части станка укрепляют індикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Шпиндель приводять во вращение в рабочем направлении.
При каждом измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разницу показаний индикатора в каждом его положении.
Проверить параллельность оси вращения шпинделя передней бабки продольному перемещению суппорта:
а) в вертикальной плоскости
б) в горизонтальной плоскости.
В отверстие шпинделя 1 вставляют контрольную оправку 3 с цилиндрической измерительной поверхностью. На суппорте 4 в резцедержателе укрепляют индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно направляющей.
Схема проверки показана на рис. 1.7.
Суппорт перемещают в продольном направлении на всю длину хода L. Измерения производят по двум диаметрально противоположным образующим оправки при повороте шпинделя на 180 градусов.
Отклонения определяют как среднюю арифметическую результатов не менее чем двух измерений в каждой плоскости, каждый из которых определяют как наибольшую алгебраическую разность показаний индикатора при перемещении суппорта.
Измерение при помощи индикатора и оправок параллельности оси вращения шпинделя продольному перемещению суппорта.
В случае опор скольжения проверку можно производить при медленном вращении шпинделя. Результат определяется при каждом положении суппорта наибольшей алгебраической разностью показаний индикатора.
Проверить параллельность оси конического отверстия пиноли задней бабки перемещению суппорта:
а) в вертикальной плоскости
б) в горизонтальной плоскости
Схема проверки показана на рис. 1.8.
Измерение параллельности оси конического отверстия пиноли задней бабки перемещению суппорта.
Заднюю бабку устанавливают в положение, предусмотренное в проверке и закрепляют.
В отверстие пиноли 3 вставляют контрольную оправку 1 с цилиндрической измерительной поверхностью. На суппорте 4 устанавливают индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на всю длину хода.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора в указанных положеннях суппорта.
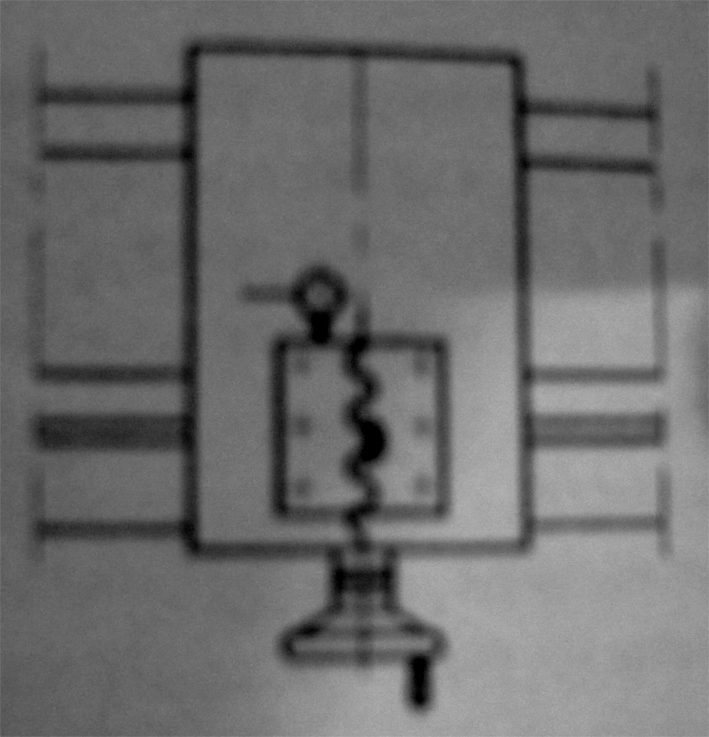
Определить погрешность установки раз мера по лимбу.
9.1.Установить лимб перемещения одного из узлов станка на выбранное деление.
9.2.Закрепить на неподвижном узле станка стойку индикатора. Измерительный наконечник индикатора (цена деления шкалы 0,01 мм) должен касаться перемещающейся при опыте детали станка с некоторым натягом. Стрелку індикатора установить на 0 (Рис. 1.9.).
9.3. Перемещая подвижный узел, определить цену деления шкалы лимба.
9.4. Установить на стойке индикатор с ценоз деления шкалы 0,001 мм или 0,002 мм, уперев его измерительный наконечник в перемещающуюся при опыте деталь станка с некоторым натягом. Стрелку индикатора установить на ноль.
Схема измерения погрешности установки
9.5. Проворачивая рукоятку винта, отвести подвижный узел станка в направлении, противоположном выбранному направлению рабочего перемещения, на 0,5-1 оборот винта так, чтобы обязательно был выбран зазор на винтовой паре.
9.6. Проворачивая рукоятку винта, переместить узел станка в направлении рабочего хода до совпадения риски выбранного деления лимба с неподвижной отметкой. Окончательную доводку совпадения рисок можно призводить легким постукиванием руки по рукоятке винта. Записать показания индикатора.
9.7.Повторить п. 9.5. и 9.6 не менее 10 раз.
9.8. Определеить значения погрешности и посчитать по формуле. Результаты сравнить с показаниями в табл.. 1.2.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Общие требования к испытаниям на точность
Metal-cutting machine tools. General requirements to accuracy tests
Дата введения 1983-07-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.09.82 N 3728
3. Срок проверки – 1992 г.
5. (Исключен. Изм. N 3)
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
________________ * На территории Российской Федерации действует ГОСТ 2.601-2006. Здесь и далее. – Примечание изготовителя базы данных.
7. ПЕРЕИЗДАНИЕ (октябрь 1995 г.) с Изменениями N 1, 2, 3, утвержденными в феврале 1988 г., в октябре 1989 г., в ноябре 1991 г. (ИУС 5-88, 1-90, 3-92)
Настоящий стандарт распространяется на металлорежущие станки, в том числе на станки с числовым программным управлением, электрофизические и электрохимические, приспособления к станкам, сборочные единицы, испытываемые отдельно от станков, изготовляемые для нужд народного хозяйства и экспорта.
Стандарт устанавливает основные понятия и принципы классификации станков по точности, общие требования к испытаниям на точность и общие требования к методам проверки точности.
Требования настоящего стандарта являются обязательными, кроме пп.1.9, 2.4, 2.14, 2.15, 3.4, 3.8, 3.9.
(Измененная редакция, Изм. N 1, 3).
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Точность металлорежущих станков определяется тремя группами показателей:
показатели, характеризующие точность обработки образцов-изделий;
1.3. К показателям, характеризующим геометрическую точность станка, относятся:
точность баз для установки заготовки и инструмента;
точность траекторий перемещений рабочих органов станка, несущих заготовку и инструмент;
точность расположения осей вращения и направлений прямолинейных перемещений рабочих органов станка, несущих заготовку и инструмент, относительно друг друга и относительно баз;
точность взаимосвязанных относительных линейных и угловых перемещений рабочих органов станка, несущих заготовку и инструмент;
точность делительных и установочных перемещений рабочих органов станка;
точность координатных перемещений (позиционирования) рабочих органов станка, несущих заготовку и инструмент;
стабильность некоторых параметров при многократности повторений проверки, например, точность подвода на жесткий упор, точность малых перемещений подвода.
1.4. К дополнительным показателям точности станка относятся способность сохранения взаимного расположения рабочих органов станка, несущих заготовку и инструмент, при условии:
приложения внешней нагрузки (показатели жесткости);
воздействия тепла, возникающего при работе станка на холостом ходу;
колебаний станка, возникающих при работе станка на холостом ходу.
(Измененная редакция, Изм. N 2).
1.5. Объем испытаний станков на точность должен быть минимальным, но достаточным для получения необходимой достоверности результатов испытаний и оценки точности станка.
1.6. При выборе проверяемых параметров точности следует отдавать предпочтение наиболее значимым из них, с учетом степени воспроизводимости результатов измерения, стабильности и точности измерения.
1.7. Перечень показателей точности станков определяется стандартами на нормы точности станков конкретных типов и техническими условиями.
1.8. Нормы точности станка после среднего и капитального ремонта должны соответствовать требованиям стандартов и технических условий, действовавших в период изготовления станка.
1.9. Классификация станков по точности
1.9.1. Устанавливаются пять классов точности станков по абсолютной системе классификации, обозначаемые в порядке возрастания уровня точности: Н, П, В, А и С.
Разделение станков на классы точности проводится по типам станков, исходя из требований к точности обработки.
К одному классу точности должны относиться станки, обеспечивающие одинаковую точность обработки соответствующих по форме и размерам поверхностей образцов-изделий.
Для отдельных типов станков, предназначенных только для обдирочных работ, классы точности не устанавливаются.
(Измененная редакция, Изм. N 1, 3).
1.9.3. Классы точности для отдельных типов станков должны устанавливаться в стандартах на нормы точности этих типов станков, а при отсутствии стандартов – в технических условиях на станки.
2. ТРЕБОВАНИЯ К ИСПЫТАНИЯМ НА ТОЧНОСТЬ
2.1. Испытанию на точность должен подвергаться каждый изготовленный на предприятии-изготовителе станок и каждый станок, прошедший средний и капитальный ремонт.
Если в государственных стандартах на нормы точности станков конкретных типов есть указание о проведении проверки на жесткость, то ее проводят при приемочных и, при необходимости, при периодических испытаниях.
(Измененная редакция, Изм. N 3).
2.2. Испытание станка на точность должно проводиться, когда станок окончательно собран.
2.3. Установка станка перед испытанием на точность, выверка станка по уровню и, при необходимости, затяжка фундаментных болтов должны проводиться в соответствии с указаниями, приведенными в эксплуатационных документах на станок, разработанных в соответствии с ГОСТ 2.601. При этом требования к фундаменту и установке на нем станка должны соблюдаться.
Допускаемые отклонения при выверке станка по уровню выбираются в соответствии со стандартами на нормы точности станков конкретных типов, техническими условиями или с эксплуатационными документами на станок. Если такие указания отсутствуют, то допускаемые отклонения при выверке станка по уровню не должны превышать 0,04 мм/м для станков классов точности Н и П и 0,02 мм/м для станков более высокого класса точности.
При этом рабочие органы станка, несущие заготовку и инструмент, должны находиться в среднем рабочем положении. При выверке станка с двумя и более рабочими органами на одной направляющей рабочие органы следует располагать симметрично ее середине, если в стандартах на нормы точности станков конкретных типов и технических условиях не содержится специальных указаний.
Положение уровней при выверке конкретных моделей станков устанавливается по эксплуатационным документам на станок.
(Измененная редакция, Изм. N 1, 2).
2.4. Сборочные единицы станков проверяются на стендах.
2.5. Испытание станка на точность предприятием-изготовителем должно проводиться после испытания станка на холостом ходу и в работе по ГОСТ 7599 и после проведения необходимых регулировок в соответствии с нормативно-технической документацией на станок.
Во время испытания станка на точность допускаются только регулировки, предусмотренные стандартами на нормы точности станков конкретных типов, техническими условиями и методами проверки.
2.6. Проверки отдельных сборочных единиц и деталей, которые не могут быть осуществлены на готовых станках без их разборки, должны проводиться предприятием-изготовителем в процессе их изготовления и сборки с занесением результатов в эксплуатационные документы на станок.
Станки при испытании на точность не должны разбираться.
Допускается снятие кожухов, щитков, патронов, люнетов, оправок, центров и других съемных принадлежностей к станку, если это не влияет на его точность.
2.7. Станки, транспортируемые в разобранном виде, следует испытывать на точность у потребителя после их окончательной сборки, выверки и регулировки.
2.8. В процессе испытаний станков на точность последовательность проведения проверок допускается изменять, но при этом следует вначале проверить поверхности и перемещения, которые служат базой для последующих проверок.
2.9. Подвижные составные части станка при испытании на точность должны находиться в положениях, указанных в стандартах на нормы точности станков конкретных типов и технических условиях.
2.10. Испытание станков на точность в работе следует проводить путем обработки образцов-изделий. Размеры, формы и требования к базовым и обрабатываемым поверхностям образцов-изделий должны соответствовать ГОСТ 25443, стандартам на нормы точности станков конкретных типов и техническим условиям.
При испытании станков-автоматов должна обрабатываться партия образцов-изделий, объем которой должен соответствовать требованиям стандартов на нормы точности станков конкретных типов и технических условий.
(Измененная редакция, Изм. N 2, 3).
2.11. Колебания температуры рабочего пространства в период испытаний станков на точность не должны превышать значений, указанных в стандартах на нормы точности станков конкретных типов, в технических условиях или в эксплуатационных документах на станки.
Если такие указания отсутствуют, то для станков классов точности В, А и С колебания температуры рабочего пространства не должны превышать 2 °С. Для станков классов точности Н и П колебания температуры рабочего пространства не регламентируются.
При испытании станки должны быть защищены от потоков воздуха, тепловой радиации и других источников тепла.
2.12. Если на результат проверки в значительной мере влияет тепло, образуемое при работе станка, то данную проверку следует проводить после работы станка на холостом ходу согласно указаниям стандартов на нормы точности станков конкретных типов, технических условий, методов проверки параметров точности и эксплуатационных документов на станки.
Допускается эти проверки проводить без предварительного разогрева. В этом случае следует нормировать отклонение от исходного положения, соответствующего нормальной температуре станка.
2.13. Требуемые перемещения рабочих органов и других элементов станка должны осуществляться вручную или механически на скоростях, предусмотренных в технических условиях и другой нормативно-технической документации на станок.
2.14. При испытании на жесткость к частям станка, несущим инструмент и заготовку, прилагается плавно возрастающая до заданного предела нагрузка и одновременно измеряется относительное перемещение этих частей.
2.15. В качестве нормируемых в стандартах показателей жесткости принимаются наибольшие допускаемые перемещения (нижние границы жесткости) узлов станка, несущих инструмент и заготовку, при определенных нагружающих силах.
2.16. Все детали, которые при испытании на жесткость необходимо перемещать, должны подводиться в положение проверки движением их в направлении, противоположном направлению составляющей силы, действующей на них при проверке.
2.17. Условия испытаний на жесткость должны приближаться к условиям нагружения при типовом виде обработки.
2.18. В стандартах, включающих проверку жесткости, должны быть указаны условия проверки и в том числе:
а) схемы положения узлов, деталей станков в процессе проверки;
б) направления и величины нагружающих сил и точки их приложения;
в) направления и точки, в которых должны измеряться перемещения;
г) способы задания нагружающих сил и средств их измерения;
д) способы и средства измерения перемещений.
2.19. В качестве устройств для нагружения должны быть использованы специальные нагружающие устройства или механизмы станка.
2.14-2.19. (Введены дополнительно, Изм. N 2).
3. ТРЕБОВАНИЯ К МЕТОДАМ ПРОВЕРКИ
3.1. Методы и средства измерений должны соответствовать ГОСТ 22267, настоящему стандарту, стандартам на нормы точности станков конкретных типов и техническим условиям.
Допускается применение методов проверки и средств измерений, отличающихся от указанных в стандартах на нормы точности станков, при условии обеспечения выполнения требуемой точности измерения и достоверности определения проверяемых параметров точности.
Методы проверки точности станков, указанные в стандартах на станки конкретных типов и технических условиях как предпочтительные, становятся обязательными в случае возникновения разногласий между изготовителем и потребителем.
(Измененная редакция, Изм. N 2).
3.2. Погрешность измерения не должна превышать значений, приведенных в стандартах на нормы точности станков конкретных типов. Если такие указания отсутствуют, то погрешность измерений, как правило, не должна превышать 30% допуска измеряемой величины.
(Измененная редакция, Изм. N 3).
3.3. Погрешность, вносимая при обработке числовых данных измерений, является составной частью погрешности по п.3.2 и не должна превышать 0,1 погрешности измерения.
3.4. При выборе методов проверки предпочтение следует отдавать тем из них, результаты которых прямо характеризуют проверяемый параметр точности без дополнительных расчетов.
3.5. Средства измерения, применяемые для проверки точности станков, должны быть аттестованы. Средства измерения должны быть стандартизованы на температуру рабочего пространства. При необходимости проводится коррекция влияния температуры на результаты измерений.
3.8. При определении точности положения или движения рабочего органа станка относительно поверхности с недостаточной точностью формы измерения проводятся от плоскости, параллельной прилегающей. Допускается применение поверочной плиты или линейки, расположенной на поверхности.
3.9. С целью исключения из результатов измерений отклонений формы и расположения рабочих поверхностей средств измерения (например, отклонения от прямолинейности и параллельности рабочих поверхностей поверочной линейки или образующих контрольной оправки, отклонения измерительного средства перпендикулярности и т.д.) допускается проводить измерение таким образом, чтобы указанные отклонения были компенсированы.
3.10. Значение допуска равно наибольшей допустимой алгебраической разности между крайними показаниями средств измерения, за исключением случаев, предусмотренных в стандартах на нормы точности станков конкретных типов и технических условиях.
Если в одной проверке приведены разные допуски параметра точности для различных длин измерения, допуск, назначенный на меньшую длину (меньший допуск), распространяется на любой участок длины измерения.
(Измененная редакция, Изм. N 3).
3.11. При проведении измерений должны учитываться величины и направления допускаемых отклонений, установленные в стандартах на нормы точности станков конкретных типов и технических условиях.