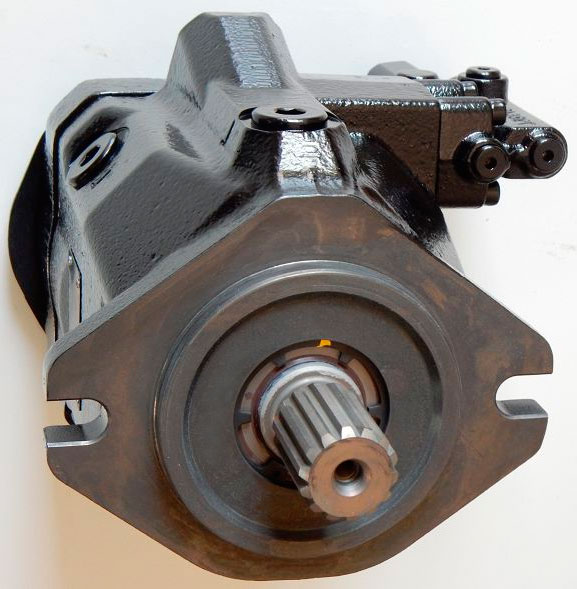
Нарезка или изготовление шлицов предполагает образование пазов (углублений) на валу. Они необходимы для вхождения зубчатого элемента крепежной детали и создания шлицевого соединения, которое послужит для передачи крутящего момента.
Изготовление шлицов считается достаточно востребованной услугой. Вид получаемого соединения используется практически во всех промышленно-производственных сферах. Чаще всего подобные соединения востребованы при необходимости обеспечения определенного крутящего момента в конструктивных схемах валов со шкивом, зубчатым колесом, полумуфтой и прочими деталями.
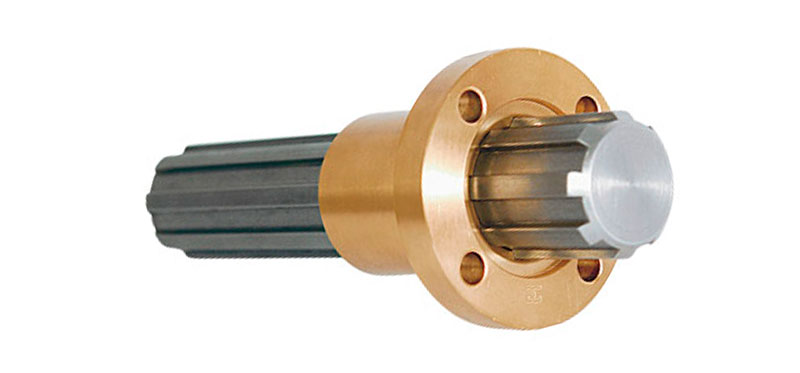
Способность втулки двигаться по оси добавляет конструкции подвижности. Поверхность шлицевого элемента выступает в качестве направляющей для продольного движения компонентов. Нарезание шлицев является технологически сложной операцией, однако именно шлицевые соединения дают большие технические возможности. С их помощью возможно обеспечить хорошую центровку втулки на валу.

При наличии современного оборудования и достаточного опыта можно нарезать шлицы для следующих видов соединений:
- прямобочного,
- треугольного зубчатого,
- эвольвентного.
Наиболее популярна нарезка под прямобочные соединения. Размер зубьев выбирается исходя из величины крутящего момента.
Особенности нарезания шлицев
Процесс нарезания проводится в несколько этапов.
Основные стадии производства:
- Установка заготовки . Деталь размещается в центре делительной головки фрезеровального аппарата.
- Фрезеровка . Для валов диаметром не больше 100 мм фрезерование осуществляется за один проход. Когда диаметр превышает 100 мм, необходимо два прохода.
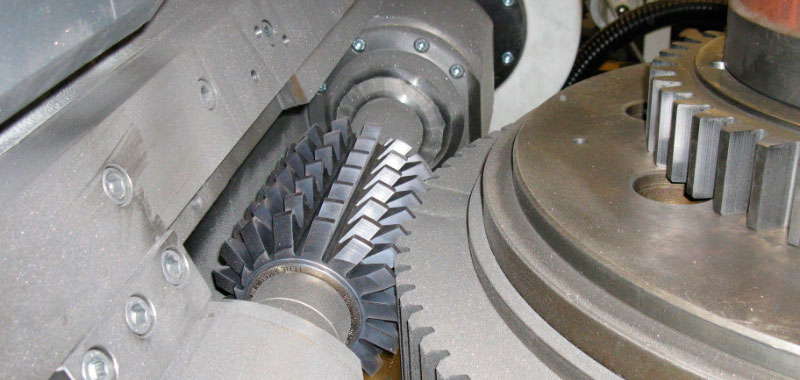
- Обработка червячной фрезой . Это необходимо, когда требуется нарезать шлицы с особой точностью.
- Шлифовка . При помощи крупношлифовального станка производится обработка наружного диаметра. Когда вал подвергается термической обработке, требуется отшлифовать и внутренний диаметр.
При мелкосерийном и единичном выпуске производство организовано путем фрезеровки по различным схемам.
Также Вас может заинтересовать следующая информация:
Хотите сделать заказ? Звоните по тел.
+7 (495) 369-68-10 или отправляйте нам заявку прямо сейчас!
© РемМехСервис – услуги металлообработки. Механическая обработка металлов, 2009 – 2017
Автор: admin · Опубликовано 30/04/2017 · Обновлено 13/07/2017
Станок kalibo y3120j предназначен для нарезки зубьев на шестернях и шлицов на валах. Он работает в автоматическом режиме. Есть возможность нарезать зубья модулем до 6 мм. Используется в серийном производстве на крупных, средних и малых машиностроительных предприятиях.
Оборудование востребовано в авиационной и автомобильной промышленности для нарезки косозубых и прямозубых шестеренок. В качестве инструмента используются червячные фрезы. Станок надежен, ремонтопригоден, может эксплуатироваться в различных режимах.

В качестве стандартной комплектации с ним идет:
- местное освещение;
- набор инструментов для эксплуатации;
- паспорт и бумажная инструкция.
Зубофрезерные станки можно купить б/у или от производителя, что значительно влияет на стоимость конструкции. Максимальный диаметр заготовки 0,2 м. Скорость шпинделя 100-400 об/мин. Подача от 0,4 до 4 мм/оборот. Мощность привода 7,5 кВт. Масса 5 т. Стоимость 56000$ или 3500000 руб.
- Следующая публикация Инструмент для обработки стекла
- Предыдущая публикация Технологический процесс изготовления мебели Рустик и отдельных погонажных деталей
Надёжное соединение вала с другими деталями с помощью прорезанных в его поверхности продольных ступенек-шлиц, входящих в пазы этих деталей, получило название щлицевого – так же как и сам вал подобной конструкции. Именно прочность сцепления, обеспечиваемая таким методом, даёт возможность передавать значительный вращающий момент – в связи с чем, изготовление шлицевых валов входит в перечень наиболее востребованных операций по зуборезным работам. Качество шлицевых валов при этом должно быть исключительным. В связи с этим материалом для них служит только лучшая подшипниковая сталь с высоким содержанием углерода, детализация форм обязана иметь исчезающе малые погрешности, геометрия сечения цилиндров не может содержать отклонений от идеального круга, а полировка поверхности обязана обеспечивать минимальный уровень шероховатости.
Изготовление шлицевых валов способно дать подобную точность во всех параметрах – но только при условии соблюдения всех технологических требований, внимательности операторов зуборезных станков и высочайшего класса применяемого оборудования. Фреза при нарезании шлицов, как правило, используется червячная – с применением метода обкатки и точно откалиброванных делительных кругов – а сами шлицы имеют продольную, поперечную и зубчатую формы. При небольших диаметрах шлицев прокатка и нарезка совершается в один проход. При возрастании глубины число проходов пропорционально возрастает.
Изготовление шлицевых валов возможно как в крупносерийном, так и в штучном вариантах, при этом проходя следующий ряд этапов обработки:
• отрез заготовок (наиболее часто – из легированных и углеродистых сталей марок 35, 38ХГСА, 40X, 40XH и 45);
• подрезка торцов и центровка;
• выточка заготовок на многорезцовых станках;
• создание собственно шлицов (по заданным метрическим параметрам);
• шлифовальные и полировальные работы.
Благодаря высокому мастерству специалистов и наличию в наших цехах лучшего инновационного европейского оборудования, компания Азмен гарантирует изготовление валов такого типа по высшим стандартам качества и низким ценам.