 Фрезерование резьб. Существуют два метода фрезерования наружной резьбы: 1) дисковой фрезой; 2) гребенчатой (групповой) фрезой.-
Фрезерование резьб. Существуют два метода фрезерования наружной резьбы: 1) дисковой фрезой; 2) гребенчатой (групповой) фрезой.-
В первом случае на медленно вращающейся обрабатываемой детали резьба нарезается дисковой фрезой, поставленной к оси вращения детали под углом, равным углу наклона нитки резьбы. Фреза, профиль зуба которой соответствует профилю резьбы, также вращается и подается вдоль оси обрабатываемой детали на величину шага резьбы на один оборот детали (фиг. 125, а). Полное число оборотов нарезаемой детали равно числу ниток резьбы, умноженному на число заходов. Обработку производят на резьбо-фрезерных станках для длинных резьб.
Этот способ применяют для предварительного нарезания ходовых резьб на длинных деталях (ходовые винты и т. п.).
В автомобильной и мотоциклетной промышленности этот метод для нарезания резьбы не применяют.
Нарезание резьбы групповой фрезой применяется для коротких резьб.
Гребенчатую (групповую) фрезу можно себе представить как набор отдельных дисковых фрез, посаженных на одну оправку. На самом деле это дельная фреза, на которой выточены кольцевые канавки. Длина фрезы на двойную или тройную величину шага больше длины нарезаемой резьбы. Профиль канавок находится в соответствии с нарезаемой резьбой. Режущие кромки зубьев получаются путем образования винтовых поперечных канавок во фрезе.
Для нарезания наружных резьб применяют насадные групповые фрезы, для внутренних резьб – фрезы с хвостовиками. Обработку производят на резьбо-фрезерных станках для коротких резьб.
При нарезании резьбы ось групповой фрезы располагают параллельно оси вращения нарезаемой детали. При повороте последней на один оборот фреза перемещается на величину одного шага резьбы (фиг. 125,6). Нарезание всей резьбы происходит за 1,15-1,25 оборота детали. Дополнительные 0,15-0,25 оборота нужны для получения полной резьбы, т. е. для перекрытия участка врезания фрезы на каждой из ниток резьбы, которые все нарезаются одновременно. Фрезерование резьбы в автомобильной и мотоциклетной промышленности применяют лишь в тех случаях, когда неосуществимы другие, более производительные методы. Фрезерование резьбы в 20-25 раз менее производительно, чем накатывание ее плоскими плашками, и в 4-5 раз менее производительно, чем нарезание резьбы самораскрывающимися головками на болторезных станках.
Резьбовые фрезы предназначены для нарезания резьб на специальных резьбофрезерных станках. Резьбовые фрезы относятся к многозубым инструментам, благодаря чему процесс резьбонарезания становится более производительным по отношению к точению резьбы резцами. По конструкции резьбовые фрезы подразделяются на следующие типы: гребенчатые цилиндрические для нарезания резьб неглубокого профиля с шагом 0,5. 6 мм (рис. 6.85.); дисковые для нарезания резьб крупного профиля (рис. 6.86.). Схема нарезания резьбы дисковой фрезой представлена на рис. 6.86.
Основное движение резания, обеспечивающее необходимую скорость резания, осуществляет вращающаяся фреза; осевая подача фрезы Sф и вращение заготовки, определяющие окружную подачу, связаны таким образом, что образуют заданный угол подъема резьбы; за один оборот заготовки фреза перемещается на один шаг резьбы.
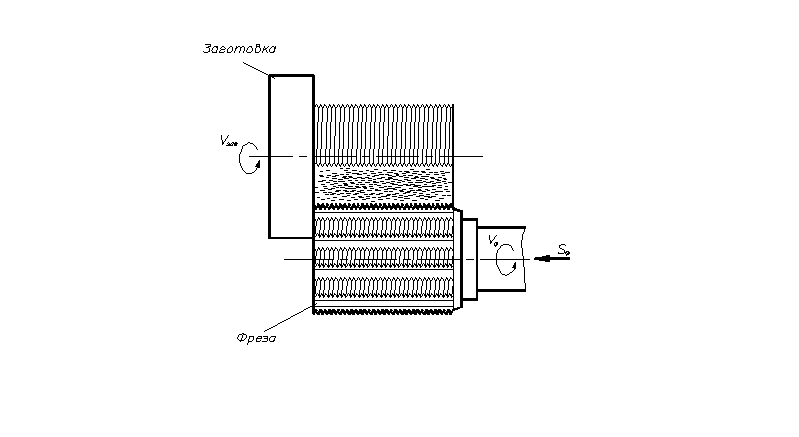
Рис. 6.85. Схема нарезания резьбы гребенчатой фрезой
хема образования резьбы гребенчатой фрезой представлена на рис. 6.85. за один с четвертью оборот заготовки (четверть оборота на доработку участка резьбы, образовавшегося при врезании инструмента на глубину резьбы) получается заданная резьба. В обоих случаях глубиной резания является высота резьбыН, подача на зуб фрезы определяется по среднему диаметру резьбы. Резьбофрезерование можно осуществлять как по направлению, так и против вращения фрезы; выбор одного из этих методов определяется условиями резания при фрезеровании.
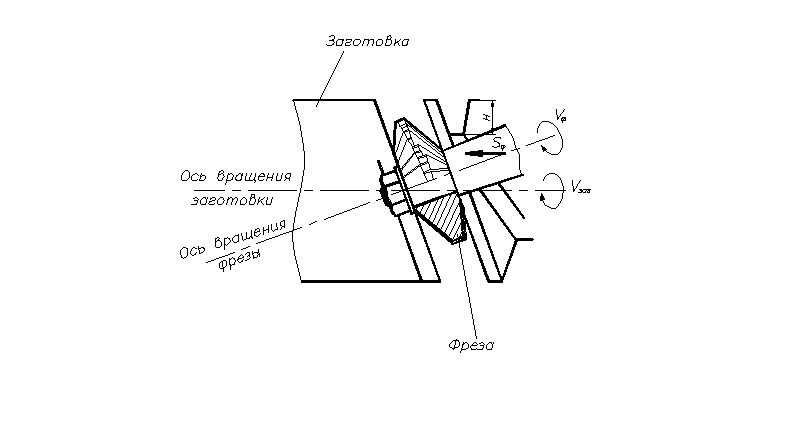
Рис. 6.86. Схема нарезания резьбы дисковой фрезой
резерование резьб гребенчатыми фрезами в несколько раз производительнее по сравнению с обработкой резцами, но из-за наличия кольцевых витков профиль резьбы искажается. Поэтому гребенчатые резьбовые фрезы применяют в основном для нарезания крепежных резьб.
Гребенчатые фрезы для нарезания резьбы используют на резьбофрезерных станках. Их выполняют насадными или хвостовыми из быстрорежущей стали. Ширина фрез не превышает 40 витков резьбы. Насадные фрезы имеют наружный диаметр 32. 100 мм, а хвостовые – от 10. 40 мм. При выборе диаметра фрезы необходимо учитывать размеры деталей крепления на станке. При обработке внутренней резьбы диаметр фрезы должен быть не менее 0,85…0,9 диаметра отверстия. Длина фрезы не должна превышать 100 мм, так как с увеличением длины при термической обработке возможны большие искажения по шагу и профилю резьбы. Фрезы затачивают по передней поверхности под углом , который назначают в зависимости от материала детали: =0- для чугуна, латуни, бронзы и твердой стали; = 5- для стали средней твердости и = 10. 15- для легких сплавов и мягких сталей. Затылование по задней поверхности должно обеспечить задний угол по вершине= 8. 10и на боковых сторонах профиля= 4. 5. Для уменьшения вибраций рекомендуется фрезы выполнять с углом наклона стружечных канавок –= 5. 10.
6.10. 4. Нарезание резьб метчиками
Метчики применяют для нарезания внутренних резьб в отверстиях диаметром до 50 мм (иногда до 80 мм).
Метчики изготавливают из инструментальных углеродистых сталей марок – У11, У11А, быстрорежущих сталей – Р18, Р6М5, Р9Ф5 или твердого сплава. При этом хвостовая часть может быть изготовлена (у цельных метчиков) из инструментальных сталей и твердых сплавов или конструкционных сталей марок 45, 40Х.
По конструкции метчик представляет собой винт, в котором прорезаны продольные канавки для образования режущих кромок и выхода стружки. Помимо этого, на входной части метчика затачивается заборный конус, позволяющий распределять срезаемый объем металла на несколько зубьев (см. рис. 6.87.).
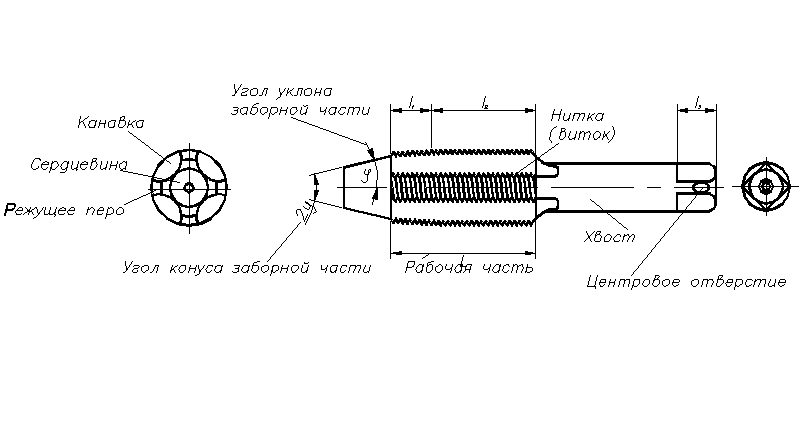 Рис. 6.87. Основные конструктивные элементы метчика
Рис. 6.87. Основные конструктивные элементы метчика
етчик состоит из следующих элементов (рис. 6.87.): заборной части –l1, осуществляющей процесс срезания металла по всему контуру профиля резьбы; калибрующей части – l2, служащей для окончательного формирования профиля (первым калибрующим витком), направления и подачи метчика под действием сил самозатягивания и является запасом на переточку при заточке метчика по наружной поверхности режущей части; хвостовой части – l3, предназначенной для закрепления метчика в патроне.
По принципу работы их подразделяют на метчики, образующие профиль резьбы путем снятия стружки, метчики бесстружечные, образующие профиль резьбы без снятия стружки, и метчики с режущими и выглаживающими зубьями, образующие резьбу комбинированным способом (резанием и выдавливанием).
По конструкции и применению метчики делят на следующие типы:
машинно-ручные для нарезания резьб как вручную, так и на станке (ГОСТ 3266-71); с шахматным расположением зубьев для обработки заготовок из коррозионностойких и жаропрочных сталей (ГОСТ 17927-72) и для обработки заготовок из легких сплавов (ГОСТ 17928-72); бесстружечные (ГОСТ 18839-73);
машинные для нарезания на станке метрической резьбы диаметром 0,25-0,9 мм; с укороченными канавками (ГОСТ 17931-72, ГОСТ 17930-72), с винтовыми канавками (ГОСТ 17932-72, ГОСТ 17933-72);
гаечные для нарезания резьб в гайконарезных станках: с изогнутым хвостовиком (ГОСТ 6951-71); бесстружечные гаечные (ГОСТ 188840-73); с шахматным расположением зубьев для обработки коррозийно-стойких и жаропрочных сталей (ГОСТ 17929-72); бесстружечные с прямым хвостовиком (ГОСТ 18840-73);
конические для нарезания конических резьб;
метчики для круглой резьбы;
метчики сборной конструкции, нерегулируемые и регулируемые (резьбонарезные головки для внутренней резьбы);
специальные комбинированные (сверло-метчик), ступенчатые и др.
Выбор типа метчика, определение числа метчиков в комплекте, распределение нагрузки между метчиками в комплекте, выбор схемы резания и назначение конструктивных элементов выполняют с учетом размеров резьбы и ее точности, вида отверстия (глухое, сквозное), материала детали и условий производства.
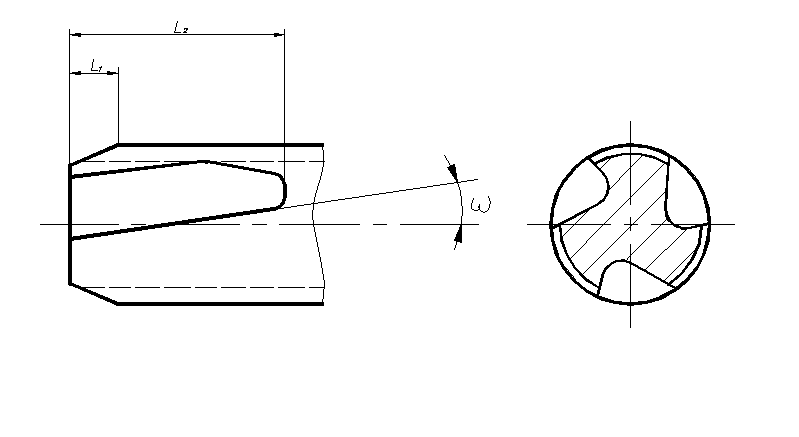
Рис. 6.88. Рабочая часть бесканавочного метчика.
аиболее распространены машинно-ручные метчики: 1) одинарные для сквозных отверстий; 2) одинарные для глухих отверстий; 3) комплектные из двух метчиков – чернового и чистового – для глухих отверстий.
Особую группу метчиков представляют собой «бесканавочные метчики». Наименование «бесканавочный метчик» является условным; оно определяет метчики, имеющие несквозные укороченные канавки на заборной части (см. рис. 6.88.).
Гаечные метчики применяются для нарезания резьбы в гайках и других деталях, у которых нарезаемая длина не превышает величины диаметра отверстия. Основной отличительной особенностью гаечных метчиков является относительно длинная заборная часть, превышающая длину нарезаемого отверстия в два-три раза. Это обеспечивает надежное направление метчика в нарезаемом отверстии и наиболее благоприятного условия резания.
Гаечные метчики выпускают четырех классов точности. Размеры допусков зависят от точности резьбы гайки, а класс точности метчика при нарезании резьбы выбирают в зависимости от степени точности нарезаемой резьбы: класс точности 1 – степень точности нарезаемой резьбы – 4Н, 4Н5Н, 5Н, 6G; 2 – 5Н6Н, 6Н, 6G, 7G; 3 – 6Н; 4 – 6Н, 7Н.
Форма и число стружечных канавок метчика влияют на образование и отвод стружки из зоны резания. Стружечные канавки служат для размещения стружки и ее транспортирования. Угол наклона канавок (см. рис. 6.88.) у основной массы выпускаемых метчиков равен 0. Для улучшения удаления стружки метчики следует делать с винтовыми канавками левого направления (см. рис. 6.88.) для сквозных отверстий с целью выталкивания стружки из отверстия (при правом направлении резьбы) и правого направления для глухих отверстий для отвода стружки из отверстий в направлении хвостовика. Предельные значения угла= 10. 35.
Передний угол на режущей и калибрующей частях принимают одинаковым, и в зависимости от материала заготовки – = 5…30. Задний угол= 4. 20на наружном диаметре метчика.
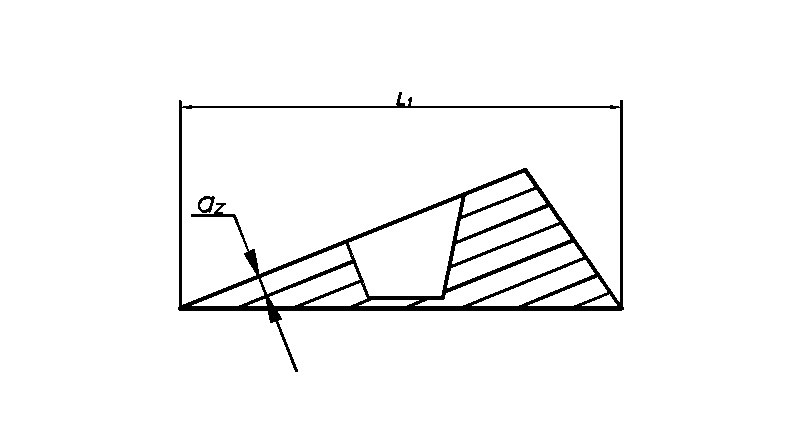
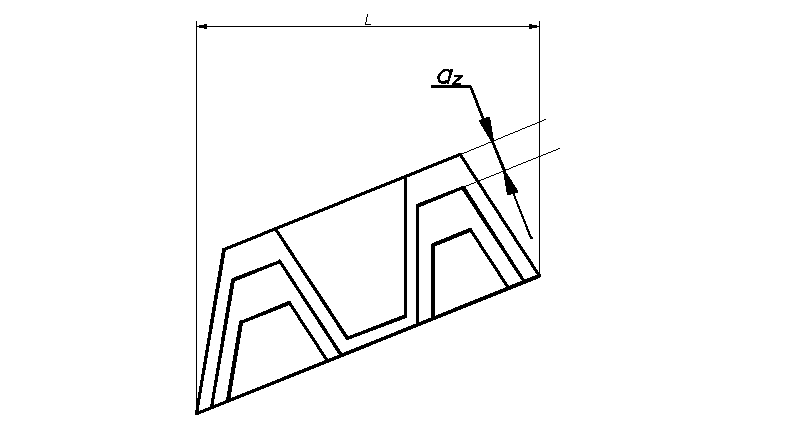
Рис. 6.89. Схемы резания метчиком:
а- по генераторной, б- по профильной
хема резания при нарезании резьбы метчиками приведена на рис. 6.89. Образование резьбы метчиками происходит в процессе срезания крайне малых слоев материала –aZ. Режущая часть метчика срезает слои материала по генераторной (рис. 6.89, а) или профильной (рис. 6.89, б) схеме. В большинстве случаев применяют генераторную схему (машинные, гаечные и другие метчики). Профильную схему применяют для калибрующих и конических метчиков.
Основные размеры режущей части: длину l1режущей части от торца до начала калибрующей части, угол конуса–назначают в зависимости от вида отверстия (глухое, сквозное), типа метчика (машинный, гаечный и т.п.), номера метчика в комплекте. Оптимальное значениеaZ=0,02. 0,15 мм. Число метчиков в комплекте для образования резьбы одного типа и размера зависит от размеров профиля нарезаемой резьбы и свойств материала заготовки. Нагрузку на метчик в комплекте зависимости от вырезаемой площади профиля резьбы назначают без учета принятой схемы резания: 50% – на первый, 35% – на второй и 15% – на третий метчик от общей площади профиля.
Существует два способа подачи метчиков: подача принудительная, равная шагу резьбы и подача с самозатягиванием. При работе с принудительной подачей метчику, жестко закрепленному и ориентированному относительно обрабатываемой заготовки, сообщается подача на оборот, равная шагу нарезаемой резьбы – P вдоль ее оси (иногда подается обрабатываемое изделие). При подаче с самозатягиванием метчик крепится в плавающем патроне, предварительно поджимается к обрабатываемому изделию (или наоборот), а затем перемещается вдоль оси под действием усилий резания.
Резьбофрезерование
Каждая резьбофреза имеет свой шаг и тип резьбы, таким образом одна резьбофреза может фрезеровать резьбу в отверстиях различных размеров только с шагом и типом резьбы, соответствующей этой фрезе. Однако, используя одновитковые резьбофрезы возможно обрабатывать резьбы с разным шагом.



Преимущества резьбофрез
1. Снижение номенклатуры рузьбовых инструментов. Одна резьбофреза способна нарезать резьбу в отверстиях разных диаметров.
2. Твердосплавные резьбофрезы обладают большой стойкостью. Даже на экзотических сплавах на никелевой основе и т.д. резьбофрезы показывают отличную стойкость при грамотном их применении. Кроме того, при обработке труднообрабатываемых материалов возникают высокие силы резания и резьбофрезы для этого подходят лучше. Метчики же при малейших включениях в обрабатываемых материалах часто ломаются.
3. Резьбофрезы позволяют фрезеровать резьбу в больших отверстиях.
4. В случае поломки резьбофрезу легко извлечь из отверстия, нежели метчик. Резьбофреза – это первый выбор в дорогостоящей детали, когда резьба нарезается уже практически готовой детали.
5. При выходе из строя пластины, нет необходимости покупать новую фрезу, стоит только заменить пластину и фреза готова к работе. Это выгодно.
7. Фрезы позволяют обрабатывать резьбу в глубоких отверстиях. Здесь рекомендуется использовать одновитковые фрезы. Сила резания и момент в них не значительны, они действуют на один зуб.
8. Резьбофрезерование обеспечивает высокое качество резьбы.
9. Возможно нарезать как правую, так и левую резьбу. Одна пластина подходит как для левой так и для правой резьбы.
10. В глухом отверстии возможно нарезать резьбу практически до самого дна.
11. Резьбофрезы с кромкой для снятия фасок способны обработать не только резьбу, но и фаску для захода резьбы, что экономит время и снижает количество инструментов. Также возможны другие комбинированные резьбофрезы, которые фрезеруют/сверлят отверстие и нарезают в нем резьбу и фрезеруют фаску (3 в 1).

13. Нет необходимости в приобретении компенсирующих вспомогательных инструментов, которые необходимы при использовании метчиков.
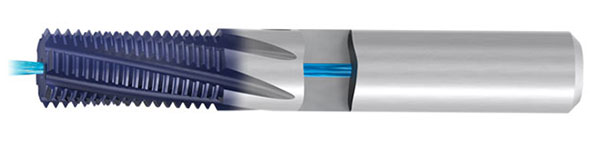
14. Использование резьбофрез с внутренним подводом СОЖ еще более повышает производительность, а также стойкость и качество резьбовых отверстий.
16. Резьбофрезы позволяют обрабатывать высокоточные резьбы.
17. С помощью резьбофрезы возможно обрабатывать как внутренние, так и наружные резьбы.
18. При использовании резьбофрез резко снижается количество режущих и вспомогательных инструментов, необходимых для обработки детали и соответственно не нужно большое количество инструментальных гнезд в магазине станка. Ведь теперь нет столько метчиков, фасочных фрез и т.д. Они здорово позволяют снизить издержки предприятия на закупке инструментов.
19. При обработке детали за один установ резьбофрезы обеспечивают высокую точность перпендикулярности и соосности резьбы относительно других элементов детали.
20. Снижение себестоимости изделия. Мало того, что требуется меньшее количество инструментов, так и, используя резьбофрезы, отпала необходимость в отдельных резьбонарезных операциях.
21. Рекомендуется использовать резьбофрезы при обработке тонкостенных деталях за счет низких усилий резания.
22. При недостаточно жестком закреплении заготовки опять же рекомендуется применять резьбофрезы.
23. Резьбофрезы отлично подходят для обработки невращающихся деталей, или которые сложно установить на токарном станке.
24. Нет необходимости в канавке под выход резьбы. Еще одним инструментом меньше для изготовления деталей.
25. Резьбофрезы обеспечивают лучший отвод стружки. Первый выбор для материалов, дающих сливную стружку.
26. Не требуется СОЖ. Даже рекомендуется работать без СОЖ, чтобы не было термических трещин.
К недостаткам резьбофрез можно отнести
1. Время обработки, зачастую метчики оказываются быстрее резьбофрез. А как всем известно, в большинстве случаев надо стремиться к снижению времени обработки, а не к снижению стоимости инструментов. То в каждом случае необходимо считать экономическую эффективность. И только так делать выбор в пользу метчика или резьбофрезы.
2. Невозможно использовать резьбофрезы вручную. Для использования резьбофрез необходимы станки с ЧПУ.
Поэтому метчики вполне актуальны и имеют свои преимущества, что отражает широкое их применение.
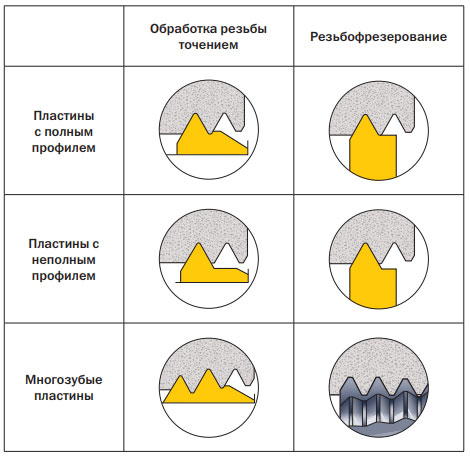
Типы резьбовых пластин
Программирование резьбофрезерования
Современные CAM-системы позволяют создавать управляющие программы для операций резьбофрезерования. В системе NX для этого имеется специальная операция резьбонарезания. Это будет показано в видео.
Разберем некоторые особенности резьбофрезерования
Часто полезным бывает начать резьбофрезерование сразу несколькими витками фрезы снизу вверх, а не наоборот, это уменьшает износ инструмента, и снижает время обработки.
Возможно фрезеровать с шагом вдоль оси отверстия несколькими витками или зубьями фрезы, но в ряде случаев желательно использовать непрерывное резание.
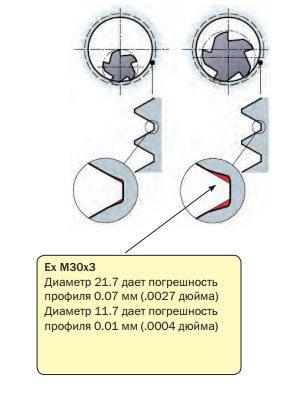
Для получения резьб высокого качества выбирайте меньший диаметр фрезы.
При выборе фрезы выбирайте диаметр фрезы не больше 70% от диаметра резьбы, иначе возможны погрешности и неточности профиля резьбы.
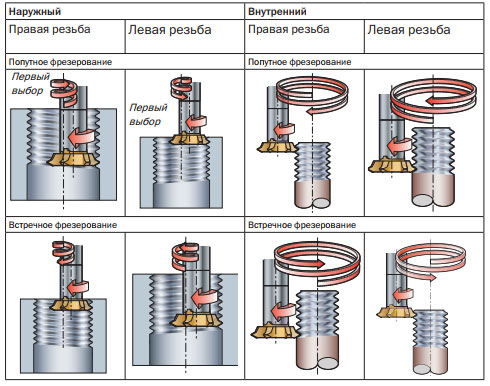
Внутренняя резьба правого исполнения: Резьбофреза подводится к дну отверстия, и вращаясь по часовой стрелке, но двигаясь по спирали против часовой стрелки вверх на выход из отверстия. Осуществляется попутное фрезерование. При встречном фрезеровании фреза вращается по часовой стрелке и движется по спирали по часовой стрелке.
Всегда осуществляем плавный вход и выход из резания по плавной дуге.
Для достижения более высокого качества назначайте подачу на зуб поменьше.
При фрезеровании с небольшой глубиной резания подача не должна превышать 0,15 мм/зуб.
Старайтесь выбирать жесткие, мощные резьбофрезы, особенно при жесткой технологической системе.
Резюме
Резьбофрезы позволяют упростить технологический процесс, снизить количество инструментов для обработки детали, снизить время обработки, сделать производство более гибким, эффективным и более производительным.
Их использование экономически выгодно со всех сторон. Применение резьбофрез уже само за себя говорит о большой экономии временных, экономических, трудовых и других ресурсов предприятия, и повышении ее прибыли. Резьбофрезы не только окупаются, но и приносят значительный экономический эффект.
Программирование резьбофрезерования не составляет труда с этим отлично справляются все CAM-системы.
Тем не менее выбор в пользу резьбофрезы или метчика всегда индивидуален и нужно подходить к этому со здравым смыслом и делать выбор, основанным на расчете экономической эффективности и действительных условий предприятия.