Особенности нарезания. Прямоугольные и трапецеидальные резьбы, применяемые для передачи движений, относятся к группе ходовых резьб, поэтому их. точность и чистота обработки должны быть более высокими, чем крепежных резьб. Вследствие этого нарезание таких резьб нуждается в более высокой квалификации токаря и должно выполняться на более точных и отрегулированных станках.
Другой особенностью ходовых резьб является наличие у них более крупных шагов и, следовательно, больших углов подъема. Поэтому прямоугольные и трапецеидальные резьбы большей частью нарезаются последовательно несколькими резцами, установка и заточка которых зависят от угла подъема резьбы.
Особенностью ходовых резьб также является подготовка поверхностей заготовок под нарезание резьбы. Благодаря отсутствию острых вершинок у таких резьб некоторое выдавливание металла при прорезании винтовой канавки наблюдается только в виде появления небольших заусенцев по внешним уголкам профиля, которые обычно удаляют в конце нарезания напильником. В связи
с этим исходные поверхности заготовок под ходовые резьбы выполняют по номинальным значениям диаметров резьб: для винтов — по наружному диаметру, для гаек — по внутреннему.
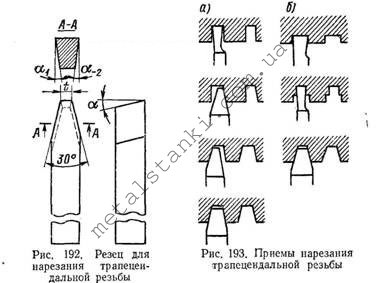
Применяемые резцы и их установка на станке. Чистовые резцы для прямоугольных (рис. 211, а) и трапецеидальных (рис. 211, в) резьб затачиваются и доводятся по шаблонам (рис. 211, б) соответственно шагу резьбы.
Чтобы исключить искажение профиля резьбы, передние углы чистовых резцов принимают равными 0°.Главный задний угол делают в пределах а=6—8°. Боковые задние углы зависят от величины и направления угла подъема резьбы. Для пояснения этой зависимости рассмотрим рис. 212.
Боковые стороны винтовой канавки имеют угол подъема со, который определяется по формуле (6)(см. гл. V).
При установке резца параллельно оси детали (рис. 212, слева) задний угол а должен быть больше угла w, иначе резание будет невозможным, а угол а1 может иметь даже нулевое значение.
Практически для правых резьб принимают a1 = w + 3°, а2=3°, для левых резьб значения углов меняются местами. При такой установке боковые режущие кромки резца работают в разных условиях. Если левая кромка имеет положительный передний угол, то правая — отрицательный. Поэтому правая кромка резца не режет, а мнет металл, особенно при больших углах подъема резьбы, Такая установка применяется для чистовых резцов, которые
придают профилю резьбы окончательную форму и размеры, а также для черновых при нарезании резьб с углом подъема до 3°.
С целью облегчения условий резания черновые резцы для на-, резания резьб с углом со>3° устанавливаются по схеме, приведенной на рис. 212, справа, перпендикулярно к боковым сторонам профиля резьбы (под углом со к оси детали). В этом случае условия работы обеих режущих кромок становятся одинаковыми, пе-
редний угол у=0°. Для придания последнему положительного значения на передней поверхности черновых резцов рекомендуется делать радиусную выемку (рис.212, справа, показано штриховой
Задние боковые углы резца при такой установке делают одинаковыми, в пределах 3—4°.
Впадина резьбовой канавки при установке резца под углом к оси получается слегка вогнутой. Это следует учитывать при нарезании прямоугольных резьб, которые центрируются по внутреннему диаметру.
В связи с более тяжелыми условиями резания резцы для нарезания прямоугольных и трапецеидальных резьб надо устанавливать с наименьшим вылетом из резцедержателя и прочно крепить винтами. Чистовые резцы должны быть установлены точно по высоте центров станка, ось профиля их располагается строго перпендикулярно к оси детали по шаблонам (см. рис. 211, б).
Поворот черновых резцов на угол со можно выполнить при помощи специальной державки с поворотной головкой (рис. 213, а) или использованием державочных резцов с круглым стержнем (рис. 213,6).
Прорезание винтовых канавок. Ходовые резьбы с шагом до 3—4 мм нарезаются обычно одним чистовым резцом (рис.214, а и б). Резьбы с более крупным шагом вначале нарезают черновыми резцами, затем чистовым.
На рис. 214, в показано нарезание прямоугольной резьбы двумя резцами: предварительно черновым резцом 1 с шириной режущей части на 0,5—1 мм меньше требуемой ширины канавки (по
дну канавки оставляется припуск 0,2—03 мм для чистовой обработки) и окончательно чистовым резцом 2.
Повысить чистоту боковых сторон профиля резьбы можно нарезанием ее по схеме, показанной на рис. 214, г — канавочным резцом / и двумя подрезными резцами 2 и 3. Этот способ более сложный и требует высокой квалификации токаря.
На рис. 214, д, е и ж показано нарезание трапецеидальных резьб. Резьбы с небольшим шагом (но более 3 мм) нарезаются двумя резцами: предварительно канавочным резцом (ширина резца примерно 0,34 5) на полную глубину (рис. 214, д, слева) и окончательно чистовым резцом (рис. 214, д, справа). При более крупном шаге рекомендуется после чернового канавочного резца обработать раздельно правую и левую стороны профиля узким угловым резцом (рис. 214, д, в центре), а затем калибровать профиль чистовым резцом.
Резьбы с крупным шагом часто нарезают тремя резцами (рис. 214, е). Вначале прорезают широкую канавку до среднего диаметра резьбы (глубиной 1/4 S) канавочным резцом 1, ширина которого принимается на 0,2—0,3 мм меньше 1/2 S. Затем канавку обрабатывают узким резцом 2 на полную глубину профиля шириной
34S. Окончательно резьбу калибруют чистовым резцом 3.
Такие же способы нарезания применяются при изготовлении внутренних резьб, одна из схем обработки которых приведена на рис. 214, ж.
Проверка резьб в процессе’ обработки производится шаблонами (рис. 215). Шаблон своим выступом устанавливается в проре-
занную канавку и располагается в осевой плоскости. По его прилеганию к сторонам профиля канавки проверяют годность резьбы.
Шаблоном (рис. 215, б) можно косвенным путем проверить средний диаметр трапецеидальной резьбы. Его накладывают на виток так, чтобы дно, выемки касалось вершины профиля резьбы. Если при этом уголки шаблона касаются боковых сторон профиля в точках А и В, то средний диаметр резьбы правилен.
В серийном производстве контроль трапецеидальных резьб производят предельными резьбовыми калибрами, подобными по конструкции калибрам для треугольных резьб (см. гл. V, рис. 117, а и б).
Резьбовые соединения активно применяются практически во всех отраслях человеческой деятельности, начиная от сельского хозяйства, заканчивая космической промышленностью. Для нарезания резьбы в небольших объемах используется токарный станок в паре со специальным инструментом: резцами, плашками, метчиками и резьбонарезными головками. Способ подбирается в зависимости от необходимой прочности, размеров, профиля и расположения винтовой поверхности.
Особенности нарезания резьбы
При выполнении работы на токарном стенке с установленным резцом, вершина инструмента прочерчивает винтовое углубление, перемещаясь вдоль оси вращения заготовки. Эта канавка и называется резьбой. Характеризуется она следующими параметрами:
- Шаг – расстояние между соседними витками. Измеряется по оси обрабатываемой детали.
- Угол увеличения винтовой линии – показатель наклона линии относительно перпендикулярной к оси вращения заготовки плоскости. Определяется частотой вращения детали и скоростью движения режущего инструмента вдоль ее оси.
- Ход (для многозаходной резьбы) – расстояние между сформированными одной ниткой ближайшими витками.
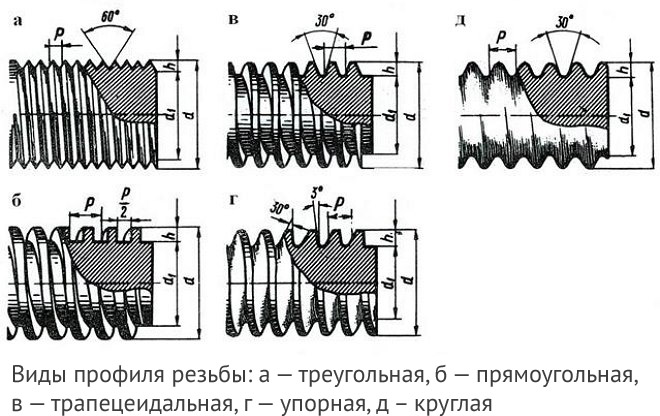
Различают 5 профилей резьбы, которые влияют на характеристики резьбового соединения:
- круглые;
- упорные;
- прямоугольные;
- трапецеидальные;
- треугольные.
Сама же поверхность детали может иметь коническую или цилиндрическую форму. Винтовая линия, прорезаемая инструментом на станке, формируется за один или несколько заходов. Для резьбы с двумя и более нитками, последние расположены друг относительно друга эквидистантно. Чтобы посчитать их количество, достаточно взглянуть на начало поверхности резьбы.
Применение резцов
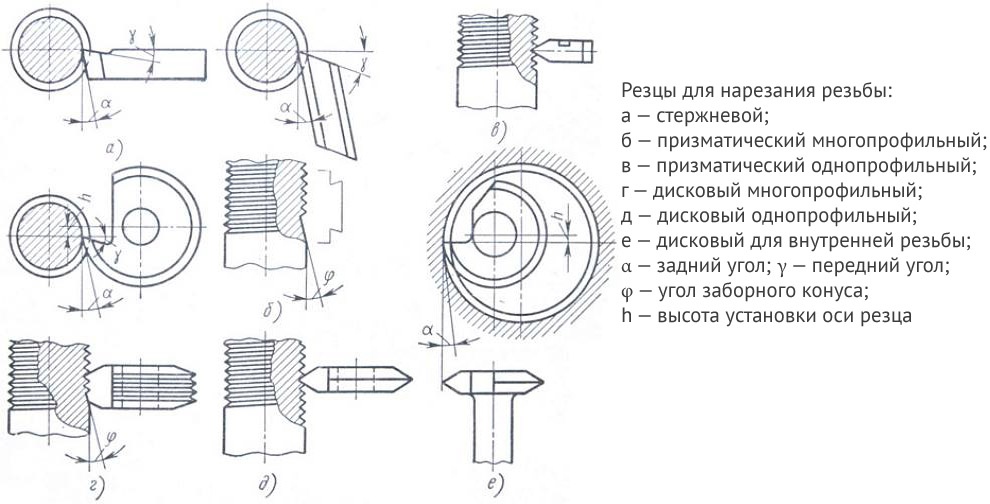
При нарезании резьбы резцом, используются следующие типы этого инструмента:
1. Круглые. Устанавливаются в отверстие торца держателя. Относятся к фасонному типу резцов. Используются для внутренней и внешней обработки заготовок.
2. Стержневые. Головки выполняются различной формы и сечения, расположены на стержне. Для повышения ресурса инструмента, некоторые модели на рабочих гранях имеют напайки из твердых сплавов.
3. Призматические. Установка на токарный станок выполняется посредством держателя “ласточкин хвост”. Подвергаются большему количеству заточек, чем круглые варианты, подходят для обработки деталей исключительно с внешней стороны.
Наружную резьбовую поверхность можно нарезать на станке и прямыми, и отогнутыми разновидностями инструмента, смонтированными в оправку, а внутреннюю – изогнутыми и прямыми. При изготовлении резцов используется быстрорежущая сталь. Подробные характеристики стандартизированы, а вместе со схемами и чертежами указаны в ГОСТ 18876-73.
Профиль резьбы соответствует конфигурации вершины резца, которая, в свою очередь, может быть скругленной формы, либо же иметь фаску. В зависимости от материала заготовки подбирается передний угол инструмента (0-25 градусов). Так, для твердых и хрупких деталей этот параметр меньше, чем для изготовленных из вязких и цветных металлов. Существуют подробные схемы выбора угла резания под большинство материалов. Прежде чем нарезать внутреннюю резьбу на станке, необходимо выполнить сверление отверстия или его дополнительную расточку.
Задние боковые углы резцов выставляются одинаковыми с правой и левой сторон, а подбираются таким образом, чтобы отсутствовало трение между поверхностью инструмента о сформированную им канавку. Когда угол подъема резьбы не превышает 4°, показатель выставляется в районе 3–5°. В ином случае угол устанавливается в пределах 6 – 8 градусов.
При нарезании резьбы на конической и цилиндрической заготовке из стали используются резцы с твердосплавными пластинами Т15К6, Т30К4, Т14К8, Т15К6. В случае работы с чугунными деталями, применяются инструменты из сплавов ВКЗМ, В2К, ВК6М, ВК4.
Технология использования токарных резцов:
- Резец закрепляется в резцедержателе, а обрабатываемая деталь – в центрах или патроне станка.
- Резец перемещается вдоль оси вращения заготовки, прочерчивая винтообразную линию. Оба движения строго согласуются между собой. Иными словами, за один оборот детали резец сдвигается на расчетный шаг будущей резьбы.
- Суппорт приводится в движения от шпинделя через коробку передач и ходовой винт. При этом передаточное соотношение должно равняться соотношению шага ходового винта к шагу нарезаемой резьбы.
- Подача резца выполняется по одной из схем: параллельно образующей резьбы (контактирует лишь режущая кромка), перпендикулярно оси вращения заготовки (контактирует весь профиль).
- Для формирования на станке резьбы с крупным шагом, заготовка предварительно обрабатывается прорезным резцом. Его угол профиля на 5-10° отличается от угла профиля резьбы.
- Производительность труда при работе с токарными станками невысокая, так как много времени уходит на обратный ход резца и его установку на размер.
- Работа требует повышенного внимания и выполняется исключительно специалистом с высокой квалификацией.

Технология использования метчиков и плашек
Метчик используются в том случае, когда необходимо нарезать внутреннюю, преимущественно метрическую резьбу в отверстиях небольшого диаметра. Представляет собой стальной стержень винтовой формы с канавками для отвода стружки, расположенными в продольном направлении. Инструмент состоит из следующих частей:
- Хвостовик;
- Калибрующая часть;
- Заборная часть.
Для формирования метчиком резьбы высокого качества, используют последовательно 3 типа этого токарного инструмента, которые можно отличить по количеству размещенных на хвостовике рисок:
Скорость работы на токарном станке с установленными метчиками может быть довольно высокой. В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
Плашка предназначена для нарезания наружной резьбы. Представляет собой инструмент плоской цилиндрической формы, в центре которого находится отверстие с острыми кромками и каналами для отвода стружки. Выглядит, как подобие гайки. Калибрующая часть плашки расположена по ее середине, а заборный конус – с каждой из сторон. Инструмент на токарном станке закрепляется в плашкодержатель – специальный патрон в пиноли задней бабки. Чтобы инструмент зашел в заготовку без усилий, на торце последней снимается фаска, высота которой соответствует профилю резьбы.
Плашки могут быть разрезные или цельные. Диаметр первых подвергается регулировке в небольших пределах, что позволяет восстанавливать рабочие характеристики инструмента после его износа. Цельные же варианты используются для формирования резьбы высокой точности. В производстве применяется легированная или углеродистая сталь.
При использовании плашки на станке для токарных работ, поверхность заготовки подвергается предварительной обточке на величину необходимого диаметра резьбы, но с учетом следующих допусков:
- Для резьбы 6-10 мм допуск – 0,1-0,2 мм;
- Для 11-18 допуск 0,12 – 0,24 мм;
- Для 20-30 мм допуск 0,14-0, 28 мм.
Скорость нарезания резьбы плашкой, установленной в токарном станке, регулируется в соответствии с материалом заготовки, напрямую влияет на интенсивность износа инструмента:
- Для стали – 3-4 м в минуту;
- Для чугуна – 2-3 м в минуту;
- Для латуни – 10-15 м в минуту.
Применение резьбонарезных головок
При нарезке резьбы на токарно-винторезном станке к использованию резьбонарезных головок прибегают реже, чем к описанным выше инструментам. В роли их рабочего элемента выступают специальные гребенки нескольких типов:
- призматические;
- тангенциальные;
- круглые;
- радиальные.
Первый тип гребенок применяется для нарезания внутренней резьбы, оставшиеся три – для наружной. Особенностью инструмента является автоматическое расхождение рабочих органов при обратном ходе, что предотвращает их контакт с только что сформированными винтовыми нитями.
Резьбонарезные головки на станке применяются преимущественно в том случае, когда требуется высокоточная работа. При нарезании резьбы на длинных винтах и червяках инструмент устанавливается на суппорте станка. Наиболее популярны круглые резчики, так как они просты в обслуживании, имеют повышенную стойкость. Для нарезания внутренней резьбы на станках револьверного типа применяются исключительно призматические гребенки со специальным заходным конусом. Работа выполняется за один проход.
- Для проверки состояния резьбы в процессе ее нарезания на станке применяется резьбовой шаблон – инструмент, состоящий из помещенных в кассету пластин, на которых находятся зазубрины. На плоской части шаблона указывается шаг резьбы.
- Для комплексного контроля используются резьбовые калибры проходного (с полным профилем резьбы) и непроходного типа (с укороченным профилем, для проверки среднего диаметра). С ними необходимо обращаться с особой осторожностью. В противном случае возможно образование царапин и забоин на зазубренной поверхности.
- Диаметры нарезанной резьбы, а также ее шаг проверяются резьбовым микрометром – инструментом, оснащенным в шпинделе и пятке посадочными отверстиями, которые выполняют роль креплений для сменных вставок. Микрометр устанавливается в стойку, после чего следует его настройка по образцу-эталону.
- Перед проверкой резьбы детали любым из указанных инструментов, ее необходимо очистить от грязи и стружки, не извлекая из станка.
Вы здесь
Оглавление
Резцы для трапецеидальной резьбы являются токарным инструментом, который имеет весьма необыкновенную форму. Он затачивается по определенному шаблону, как это делается и в других инструментах нестандартной формы. Данное изделие нельзя отнести к наиболее распространенным, но они находят применение в промышленности, так как трапецеидальные резцы позволяют получить более сложное, и в то же время более надежное соединение деталей. Зачастую из этих инструментов делаются резьбы с большим шагом, так что они применяются преимущественно для крупных деталей.
Резец резьбовой трапецеидальный имеет относительно большую глубину погружения в деталь, поэтому, при длительном нарезании на инструмент возлагается большая нагрузка. Износ резцов можно сократить, если применять изделия из твердосплавных материалов и придерживаться правильных технологичных режимов. В машиностроении периодически возникает необходимость в нестандартных резьбах, так что резцы трапецеидальные оказываются весьма востребованными. Резец для трапецеидальной резьбы создается по таким ГОСТам как 18876-73, 9494-60 и 19257-73.

фото:резцы для нарезания трапецеидальной резьбы
Уникальная конструкция самого изделия помогает добиться нужного результата, который не даст ни один другой резец. Главное, чтобы его жесткость превосходила жесткость заготовки, иначе все может быстро сломаться и начнут проявляться дефекты резцов, которые будут отражаться на качестве производимых операций.
Виды трапецеидальных резцов
Существуют резцы для внутренней трапецеидальной резьбы и для внешней. Первые обладают меньшими размерами, так как их приходится помещать внутри обрабатываемых цилиндрических поверхностей. При работе с ними мастер действует практически вслепую, так как не видно результата действий. По этой причине следует строго соблюдать режимы резания. Внешние резцы обладают большими размерами, но это не единственная их особенность, так как углы расположения режущих частей у них построены таким образом, чтобы после нарезания детали могли безпроблемно и надежно соединиться. Для этого используются сложные формы, которые не видны в других инструментах этого типа.
Помимо этого изделия разделаются на правые и левые, что зависит от направленности резца, который закреплен в станке. Естественно, что это оказывает влияние и на резьбу, так как для внутренней и внешней нужно использовать вещи одной направленности, иначе ни о каком нормальном соединении не может быть и речи. Резец резьбовой для нарезания трапецеидальной резьбы может иметь еще различные размеры и материалы изготовления, так что нужно знать, с какими заготовками будет вестись работа, чтобы сделать правильный выбор.
Основные размеры резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 10 | 10 | 120 |
| 12 | 12 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 240 |
Резцы для упорной резьбы изготавливаются как из твердосплавных материалов, которые отлично подходят для жестких материалов и могут отлично противостоять вибрациям и повышению температуры, возникающему во время длительной работы.
Геометрия трапецеидального резца
Внешний вид данного инструмента заметно выделяется среди остальных, так что его можно легко отличить от остальных. Но здесь имеются практически все основные элементы, встречающиеся в стандартных резцах.
Основной режущей частью является главная кромка инструмента, которая располагается там, где пересекаются передняя и задняя поверхность резца. Также на нем имеется и вспомогательная кромка. Эта часть располагается там, где пересекаются передняя и задняя вспомогательная кромка.
Пересечением главной и вспомогательной вершиной режущей кромки называется вершина резца. Она выполняет основную работу по нарезке резьбе и задает ее формую. Головка является главным рабочим элементом, так как стержень служит только для закрепления в станке.
Выбор трапецеидального резца
Нарезание трапецеидальной резьбы резцом является довольно сложным процессом, многое в котором зависит от правильности выбора инструмента.
«Совет профессионалов! Нередко резцы данного типа обрабатываются мастерами самостоятельно для получения нужных размеров, так что при этом не стоит забывать об обработки другого инструмента, который будет нарезать внутреннюю или внешнюю резьбу.»
При выборе особое внимание стоит обращать на заточку инструмента. Когда подбирается резьба трапецеидальная, то заточка резца должна соответствовать размерам заготовки. Ширина прореза и его глубина должна быть пропорциональна обрабатываемой детали. Большие инструменты, как правило, сталкиваются с большим количеством нагрузок, поэтому, температура резца во время работы заметно повышается. Необходимо отдавать предпочтение, в таком случае, твердосплавным материалам. При небольшом погружении с мелким шагом в заготовках из мягкого металла подойдут и инструменты из быстрорежущей стали.
Режимы резания
Нарезание трапецеидальной резьбы резцом нередко происходит в несколько заходов. Эта необходимость возникает по той причине, что здесь нет очень острых углов, как это видно в других деталях. Главная режущая кромка должна быть расположена параллельно нарезаемой оси. Задний угол должен иметь отклонение примерно в 6-8 градусов. В свою очередь это должно быть всего на 2 градуса выше угла подъема, под которым расположена линия подъема. Здесь нужно строго соблюдать все правила установки, так как при повторном проходе действия должны точно повторять предыдущие, для чего и разрабатывается сложная система заточки. Сам процесс осуществляется простыми равномерными поступающими движениями.
Маркировка
На примере реза ВК15 можно рассмотреть особенности маркировки этих изделий. Данная марка относится к быстрорежущей стали твердых сплавов вольфрамовой группы. Содержания карбида вольфрама в ней составляет 85%, а кобальта (К15) – 15%.