
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
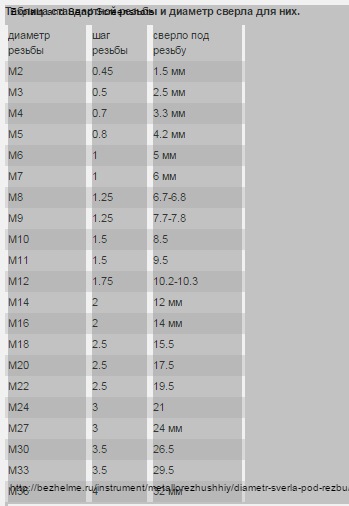
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Источник
Там же про плашки и другое по теме.

Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.

| Размер резьбы | Основной шаг, мм |
| 1 | 0.25 |
| 1.1 | 0.25 |
| 1.2 | 0.25 |
| 1.4 | 0.3 |
| 1.6 | 0.35 |
| 1.8 | 0.35 |
| 2 | 0.4 |
| 2.2 | 0.45 |
| 2.5 | 0.45 |
| 3 | 0.5 |
| 3.5 | 0.6 |
| 4 | 0.7 |
| 4.5 | 0.75 |
| 5 | 0.8 |
| 5.5 | 0.5 |
| 6 | 1 |
| 7 | 1 |
| 8 | 1.25 |
| 9 | 1.25 |
| 10 | 1.5 |
| 11 | 1.5 |
| 12 | 1.75 |
| 14 | 2 |
| 16 | 2 |
| 18 | 2.5 |
| 20 | 2.5 |
| 22 | 2.5 |
| 24 | 3 |
| 27 | 3 |
| 30 | 3.5 |
| 33 | 3.5 |
| 36 | 4 |
| 39 | 4 |
| 42 | 4.5 |
| 45 | 4.5 |
| 48 | 5 |
| 52 | 5 |
| 56 | 5.5 |
| 60 | 5.5 |
| 64 | 6 |
Метчики машинно-ручные
Это универсальный тип метчиков для нарезания резьбы рассчитанный и на ручное использование, и на установку в патрон металлорежущего оборудования. При ручной нарезке возможно нарезание резьбы с шагом до 3 мм. включительно. Метчики одинарные выпускаются в двух исполнениях – для нарезания резьбы в сквозных отверстиях, для чего имеется 6 ниток на рабочей части инструмента. Для нарезания резьбы в глухих отверстиях используются метчики с 3-мя нитками на заборном конусе. Отдельно выпускаются машинные метчики с винтовыми и укороченными канавками, рассчитанные исключительно под крепление в патрон станка.
Метчики гаечные
Метчики гаечные – это специальный вид метчиков для нарезания резьбы с более длинной хвостовой частью. Данный вид инструмента предназначен для установки в токарный станок или обрабатывающий центр и благодаря увеличенной длине хвостовика позволяют нарезать резьбы на нескольких гайках без выворачивания метчика из отверстия. По мере нарезания гайки нанизываются на хвостовик, тем самым увеличивая производительность операций. Гаечные метчики выпускаются одинарными и имеют 12 витков на рабочей части. Инструмент используемый в гайконарезных автоматах имеют изогнутый хвостовик, с которого гайки автоматически сбрасываются по мере нарезания.
Метчики левые
Это резьбонарезной инструмент для нарезки левой резьбы – резьбы, у которой выступ при вращении против часовой стрелки отдаляется вдоль оси от точки наблюдения. Соответственно деталь ввинчивается или навинчивается против часовой стрелки. Имеют тот же шаг и диаметры что метрические резьбы, маркируются буквами LH. Используются гораздо реже, чем метчики с правой резьбой, но незаменимы при создании многих конструктивных элементов, в первую очередь там, где необходимо исключить ослабление резьбового крепления при правом вращении. Метчики левые подразделяются на подвиды в зависимости от типа резьбы (коническая, цилиндрическая), могут быть прямыми или винтовыми с канавками для отвода стружки из зоны нарезки, выпускаются в диапазоне от М4 до М42.
Метчики дюймовые
Это инструмент для нарезки резьбы в дюймовой системе измерений, принятой в США, Великобритании и некоторых др. странах. Применяются для нарезки глухих и сквозных резьбовых каналов в стальных и чугунных изделиях. Изготавливаются двух- и трехкомплектными, имеют 3 класса точности. Метчики дюймовые подразделяются, в зависимости от стандарта, на метчики с резьбой BSW (основная британская крупная резьба с углом при вершине 55°), с резьбами UNC и UNF – широко используемые унифицированные типы с углом при вершине 60°, а также метчики UNS (Unified Special), 8UN, UNEF и т. д. Ниже приведены дюймовые размеры метчиков, таблицы некоторых основных стандартов.
Метчики трубные
Предназначены для нарезания трубных резьб с дюймовой системой измерения, маркируются буквой G. Выпускаются в диапазоне размеров от 1/8 до 2 дюймов, наиболее широко используемые – ½, 3/4 и 1 дюйм, более редкие 5/8, 7/8, 5/6 и 3/8 используются, как правило, в гидравлике. Метчики трубные выпускаются в ручном и машинно-ручном исполнении, используются для нарезания резьб в контргайках и др. элементах систем водоснабжения. Имеют, как правило, двухкомплектное исполнение, с острым и тупым заходом.
Метчики конические
Применяются для нарезания конических метрических и трубных резьб. Имеют, соответственно, маркировку К (конические метрические) и Rc (конические трубные). Основным конструктивным отличием является наличие удлиненной начальной, заборной доли рабочего пространства с неполной резьбой, которая постепенно переходит в полную в калибрующей части инструмента. Благодаря этому, спецификой работы конического метчика является нарезание резьбы по всей длине соответствующей длине резьбы в изделии. Из-за отсутствия калибрующей части необходимо приложение больших усилий и нарезка производится, как правило, на станках с системой защиты останавливающей работу оборудования в конце резания.
Метчики трапецеидальные
Данная категория метчиков используется для нарезки трапецеидальной резьбы используемой для передачи движения с большим усилием – суппорты станков, винтовые пары и т. д. Резьба трапецеидальная способна выдерживать значительные нагрузки, метчик для её нарезки может быть одинарным или комплектным, применяемыми для подготовки резьбы в глухих и сквозных отверстиях. Метчики создают однозаходную резьбу, изготавливаются из быстрорежущей стали Р6М5.
detector