Передний конец шпинделя служит для базирования и закрепления режущего инструмента, обрабатываемой детали или приспособления. Передние концы выполняют по государственным стандартам. Точное центрирование и жесткое сопряжение инструмента или оправки со шпинделем обеспечиваются коническим соединением. При ручной смене инструментов применяют конусы Морзе и метрические (табл. 6.1), при автоматической смене на станках с ЧПУ – конусы с конусностью 7 : 24 (табл. 6.2), в шлифовальных станках – с конусностью 1:3.
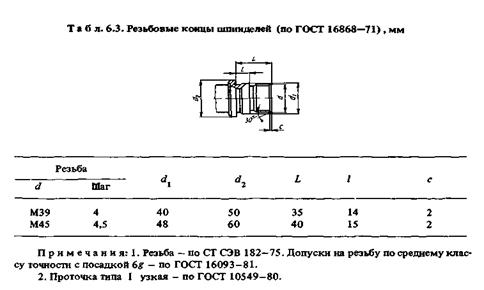
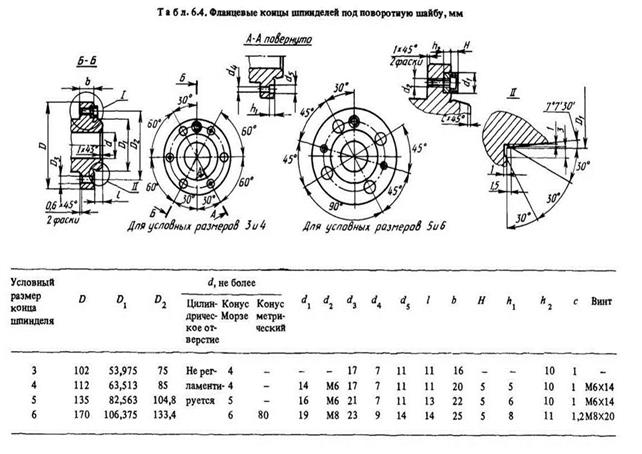
Шпиндели малых токарных станков обычно изготовляют с резьбовым передним концом (табл. 6.3), средних и крупных — фланцевыми под поворотную шайбу (табл. 6.4), точных токарных станков — фланцевыми без поворотной шайбы.
Применение фланцевых концов под поворотную шайбу позволяет быстро закреплять и снимать патроны без свинчивания крепежных гаек. При использовании фланцевых концов без поворотной шайбы вылет шпинделя уменьшается, но трудоемкость установки и снятия патрона возрастает.
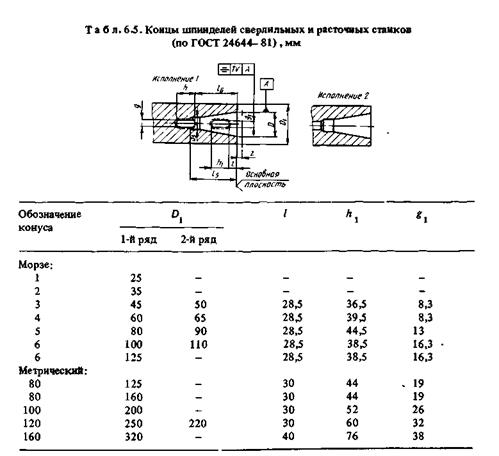
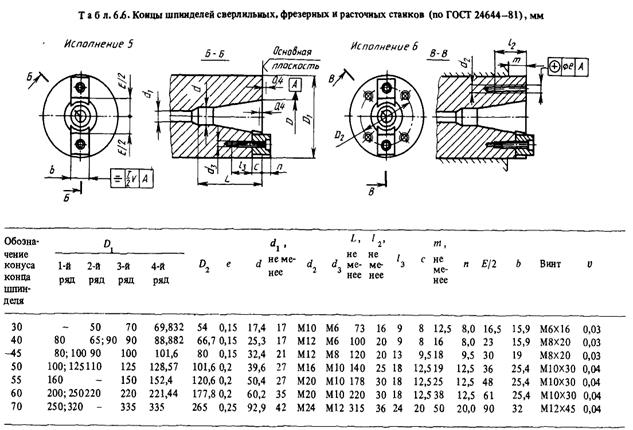
Концы шпинделей сверлильных, расточных и фрезерных станков выполняют по ГОСТ 24644—81. С конусами Морзе и метрическими изготовляют шпиндели трех исполнений. Исполнение 1 (табл. 6.5) применяют в сверлильных и расточных станках при установке инструментов, имеющих хвостовик с лапкой, исполнение 2 — в тех же станках при установке хвостовиков с резьбовым отверстием. Шпиндели исполнения 3 с метрическим конусом и торцевой шпонкой устанавливают в расточных станках. С конусностью 7 : 24 изготовляют шпиндели четырех исполнений. Исполнение 5 (табл. 6.6) с конусами от 30 до 70 применяют в сверлильных и расточных станках, с конусами 30,40, 45, 50 — во фрезерных станках. Исполнение 6 с конусами 50 и 55,а также 6 с конусом 60, 7 с конусом 70 применяют в расточных и фрезерных станках. Первый и второй ряды таблицы предназначены для сверлильных и расточных станков, третий — для фрезерных
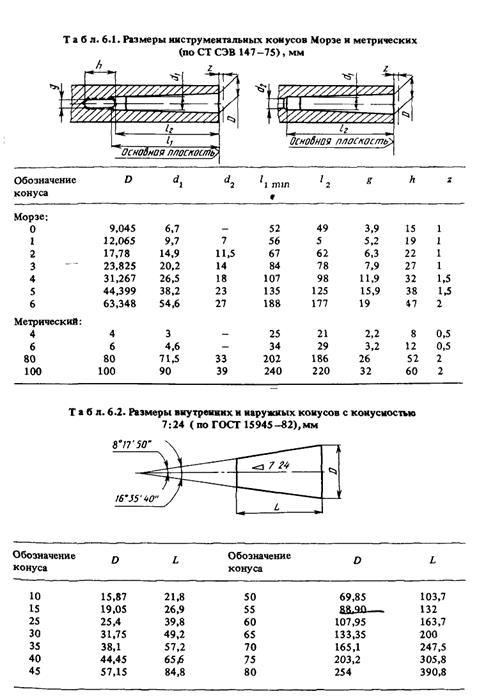
1. Размеры  – по СТ СЭВ 147-75 (см. табл.6.1).
– по СТ СЭВ 147-75 (см. табл.6.1).
3. Значения V и предельных отклонений gt – по ГОСТ 24644-81.
Примечания (к табл. 6.6) : 1. Размер О – по ГОСТ 15945-82.
2.1-й и 2-й ряды – для сверлильных и расточных станков, 3-й – для фрезерных станков, 4-й ряд используется по согласованию с заказчиком.
3.Для 1-го и 2-го рядов значения d не регламентируются.
4. Значения D даны для 3-го ряда. Для 1-го и 2-го рядов 0 выбирают по конструктивным соображениям из табл. 6.6.
5. Для станков с ЧПУ резьбовые отверстия d2 допускается не изготовлять.
6. Допускается изготовлять шпиндели с одним или двумя выступами, имеющими размеры п и Ъ.
7. Допускается увеличивать длину винта и размеры с и 13.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Для студентов недели бывают четные, нечетные и зачетные. 9163 –  | 7338 –
| 7338 –  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Наши товары
Информация
Режущий инструмент отличается большим многообразием. Казалось бы, и способов его крепления в шпинделе фрезерного станка должно быть много. Но это не так. Существует всего два вида крепления инструмента: насадный с помощью оправки и концевой с помощью конуса или патрона (при цилиндрической части хвостовика). Предназначение конуса шпинделя двояко: во-первых, надежно фиксировать инструмент; во-вторых, передавать крутящий момент от шпинделя. Крутящий момент передается за счет сил трения, которые образуются между соприкасающимися поверхностями конусного отверстия шпинделя и конусного хвостовика инструмента. А возникают они при работе под воздействием осевой силы, которая появляется в процессе резания.
В настольных станках с ЧПУ применяются высокоскоростные электрические шпиндели с конусным концом для надежного закрепления цангового патрона. В цанговом зажиме надежно фиксируется цилиндрическая часть хвостовика концевых фрез, а сам он имеет коническую часть, которая вставляется в конус шпинделя. Такой способ крепления не только обеспечивает отличное центрирование, малое биение, но и позволяет вести фрезерование на больших скоростях с высокой чистотой обработки. Но самое главное – применение инструментального конуса в переднем конце рабочего вала электрического шпинделя позволяет осуществлять автоматическую смену инструмента. К тому же это приводит к значительной экономии рабочего времени при обработке сложных форм криволинейных поверхностей заготовок. А экономия времени увеличивает производительность и, как следствие, – прибыль предприятия.
Причем современные настольные станки с ЧПУ наиболее широко применяют систему HSK, специально разработанную для высокоскоростной обработки. Для этого на торцевом конце рабочего вала асинхронного шпинделя имеется конус, который изготовлен по точным спецификациям системы HSK. Ее стандарты – DIN 69893 или ISO 12164. В России эти стандарты соответствуют ГОСТу Р ИСО 12164. В других странах также есть свои национальные и международные стандарты для конусов шпинделей, которые отличаются базовой размерностью (метрическая или дюймовая) и наличием вспомогательных элементов (фланцев, штревелей, захватов, каналов подачи СОЖ и других приспособлений). Нужно иметь в виду, что выполненные по различным стандартам конусы совместимы не всегда.
Купить ГОСТ 12595-85 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО “ЦНТИ Нормоконтроль”.
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на фланцевые концы шпинделей с коротким конусом типа А для токарных и шлифовальных станков.
Переиздание (декабрь 1998 г.) с изменением № 1
Оглавление
Приложение (обязательное) Размеры шпонки и винтов
×
| Дата введения: |
|---|
Этот ГОСТ находится в:
- Раздел: Экология
- Подраздел: 25 МАШИНОСТРОЕНИЕ
- Подраздел: 25.060 Станочные системы
- Подраздел: 25.060.99 Станочные системы прочие
- Раздел: Электроэнергия
- Подраздел: 25 МАШИНОСТРОЕНИЕ
- Подраздел: 25.060 Станочные системы
- Подраздел: 25.060.99 Станочные системы прочие
- Раздел: Экология
- Подраздел: 25 МАШИНОСТРОЕНИЕ
- Подраздел: 25.080 Металлорежущие станки
- Подраздел: 25.080.01 Металлорежущие станки в целом
- Раздел: Электроэнергия
- Подраздел: 25 МАШИНОСТРОЕНИЕ
- Подраздел: 25.080 Металлорежущие станки
- Подраздел: 25.080.01 Металлорежущие станки в целом
Организации:
| 20.11.1985 | Утвержден | Государственный комитет СССР по стандартам | 3624 |
|---|---|---|---|
| Издан | ИПК Издательство стандартов | 1999 г. | |
| Издан | Издательство стандартов | 1986 г. | |
| Разработан | Министерство станкостроительной и инструментальной промышленности СССР |
Metal-cutting machine-tools. Flanged spindle noses of A type. Basic and coupling dimensions
Нормативные ссылки
- ГОСТ 1050-88Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия. Заменен на ГОСТ 1050-2013.
- ГОСТ 9.306-85Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
- ГОСТ 24705-81Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры. Заменен на ГОСТ 24705-2004.
- ГОСТ 2789-73Шероховатость поверхности. Параметры и характеристики
- ГОСТ 16093-81Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором. Заменен на ГОСТ 16093-2004.
- ГОСТ 10549-80Выход резьбы. Сбеги, недорезы, проточки и фаски
- ГОСТ 11738-84Винты с цилиндрической головкой и шестигранным углублением под ключ класса точности А. Конструкция и размеры
- ГОСТ 25557-82Конусы инструментальные. Основные размеры. Заменен на ГОСТ 25557-2006.
- ГОСТ 2848-75Конусы инструментов. Допуски. Методы и средства контроля
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ОСНОВНЫЕ И ПРИСОЕДИНИТЕЛЬНЫЕ РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
УДК 621.9.2-229.2 : 006.354 Группа Г81
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ. КОНЦЫ ШПИНДЕЛЕЙ ФЛАНЦЕВЫЕ ТИПА А
Основные и присоединительные размеры
Ranged spindle noses of A type.
Basis and coupling dimensions
Дата введения 01.07.87
1. Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом
типа А для токарных и _
(Измененная редакция, Изм. № 1).
2. Фланцевые концы шпинделей типа А должны изготовляться исполнений:
1 — с крепежными отверстиями, расположенными на делительных окружностях диаметров D1 и Z>2-
2 — с крепежными отверстиями, расположенными только на делительной окружности диаметром D2.
Исполнение 2 следует применять для концов шпинделей условного размера номер 3 и 4, исполнения 1 и 2 — для концов шпинделей условного размера от номера 5 до 28.
присоединительные размеры фланцевых концов шпинделей типа А должны соответствовать указанным на чертеже и в таблице.
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1986 © ИПК Издательство стандартов, 1999 Переиздание с Изменениями
Значения размеров концов шпинделей условного размера номер
d для отверстия
Значения размеров концов шпинделей условного размера номер
* Размеры для внутришлифовальных станков.
1 Размеры, указанные в скобках, при новом проектировании не применять.
2 Размеры £,, Wh X применять при новом проектировании. Для станков, спроектированных до 01.07 87, размер £| = Е2 для концов шпинделей условного размера от номера 5 до 28.
3 (Исключено, Изм. № 1).
4 Для специальных (токарных) и шлифовальных станков толщина фланца /”может быть изменена по согласованию с потребителем при условии сохранения напежности крепления к нему стандартных зажимных устройств и взаимозаменяемости при их присоединении. При этом по согласованию с потребителем допускается изготовление концов шпинделей с глухими резьбовыми отверстиями
5. Расположение и количество крепежных отверстий на фланцах шпинделей шлифовальных станков, а также размер D3 для круглошлифовальных станков не регламентируются.
Пример условного обозначения конца шпинделя исполнения 1, с условным размером номер 5 и цилиндрическим отверстием:
Конец шпинделя 1—5Ц ГОСТ 12595-85
То же, исполнения 2 с конусом Морзе:
Конец шпинделя 2-5К ГОСТ 12595-85
То же исполнения 2, с условным размером номер 8 и метрическим конусом:
Конец шпинделя 2—8М ГОСТ 12595-85
(Измененная редакция, Изм. № 1).
4. Допускается вместо фаски ct делать закругление радиусом R — c3.
5. Резьба метрическая — по ГОСТ 24705, поле допуска резьбы — по ГОСТ 16093.
6. Размеры недорезов и фасок для резьбы — по ГОСТ 10549.
7. Основные размеры конусов Морзе и метрических — по ГОСТ 25557, за исключением размеров ds, */6 и /5 для токарных станков.
8. Параметр шероховатости Rz поверхностей гладких отверстий по ГОСТ 2789 — не более 40 мкм.
9. Внутренние конуса шпинделей должны изготовляться не грубее следующих степеней точности по ГОСТ 2848;
АТ7 — для станков класса точности Н,
АТ6 — для станков классов точности П.
10. Неуказанные предельные отклонения размеров: отверстий — по Н14, валов — по Ь14,
11. Размеры шпонки и винтов по ГОСТ 11738 указаны в приложении.
РАЗМЕРЫ ШПОНКИ И ВИНТОВ
1. Размеры шпонки
1.1. Размеры шпонки (дет. 1) должны соответствовать указанным на чертеже и в табл. 1.