- #1 nadar
- #2 e233
- #3 СКРОМНЫЙ
- #4 blazen79
- #5 СКРОМНЫЙ
- #6 blazen79
- Прикрепленные изображения
- #7 МИХА75
- #8 СКРОМНЫЙ
- #9 СКРОМНЫЙ
- #10 СКРОМНЫЙ
- #11 copich
- #12 nadar
- #13 СКРОМНЫЙ
- #14 nadar
- #15 Vasser
- #16 copich
- Круги и щётки 3M и Scotch-Brite™ Bristle
- Нержавеющие металлические щетки
- Доводочные круги CIBO.
- SA5 (EA5)
- SAG 5 (EAG5)
- FAG 5
- Круги, валики и головки из нетканых материалов.
- Шлифовальные валики из Scotch-Brite.
- Шлифовальные головоки из нетканого материала
- Нетканый материал для шлифования FEIN
- Рулоны и листы для шлифовки металла
- Полировальные круги с пастами.
#1 nadar
#2 e233
#3 СКРОМНЫЙ
Чем обрабатывают сварочный шов после аргоновой сварки например перил из нержавеющих труб для придания цивильного вида ? Абразивный метод в данном случае не подойдёт так как остаются царапины . Полировка тоже не подходит , остаются недополированые места , да ине везде можно подлезть .
Паста для травления применяется для восстановления поверхностей из нержавеющей стали, поврежденных в процессе сварки, отливки, резки и продувки.Паста удаляет сварочные окиси, слой металла, обедненный хромом, микрочастицы шлака и другие составляющие, которые могут вызвать местную коррозию.
По сравнению с класическими травильными пастами, паста голубого цвета при использовании выделяет на 70 % меньше азотных испарений. Благодаря текущей конститенции и голубому цвету видимому на поверхности металла паста обеспечивает высокую производительность и экономичное использование.
Данной пастой можно осушествлять травление стандартных марок сталей 304 (08Х18Н10), 321 (08Х18Н10Т) и 316 (03Х17Н14М3). Паста наносится на остывший до комнатной температуры (10 – 30°С) металл. Время травления – 90мин при 10°C; 45мин при 20°C; и 20мин при 30°C.
http://z-master.su/p. cts_ >
Сварка всех видов металла в САМАРЕ —- 8 927 689 05 81
#4 blazen79
#5 СКРОМНЫЙ
Чем обрабатывают сварочный шов после аргоновой сварки например перил из нержавеющих труб для придания цивильного вида ? Абразивный метод в данном случае не подойдёт так как остаются царапины . Полировка тоже не подходит , остаются недополированые места , да ине везде можно подлезть .
Сварка всех видов металла в САМАРЕ —- 8 927 689 05 81
#6 blazen79
Прикрепленные изображения

#7 МИХА75

- Город: Н.Тагил
#8 СКРОМНЫЙ
Сварка всех видов металла в САМАРЕ —- 8 927 689 05 81
#9 СКРОМНЫЙ
!
Сварка всех видов металла в САМАРЕ —- 8 927 689 05 81
#10 СКРОМНЫЙ
Только "черными" щетками не трите )) Прикрепленные изображения Прикрепленное изображение: ржавейка_1.jpg
Сварка всех видов металла в САМАРЕ —- 8 927 689 05 81
#11 copich

- Город: Москва
Чем обрабатывают сварочный шов после аргоновой сварки например перил из нержавеющих труб для придания цивильного вида ? Абразивный метод в данном случае не подойдёт так как остаются царапины . Полировка тоже не подходит , остаются недополированые места , да ине везде можно подлезть .
Есть специальный инструмент, типа – ленточная машинка. Например вот: http://www.gtool.ru/. /shlif/finitube
В яндексе забил и получил. Я знаю, что таким инструментом делают полировку и зачистку полотенцесушителей. И подлезть можно и результат получается быстро и дешево.
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудование которое будет доставлять вам радость и тогда работа будет в сладость!
#12 nadar
#13 СКРОМНЫЙ
>Все эти ленточные машинки сделаны на основе болгарки . Возникает логичный вопрос " Может существует такая насадка на простую болгарку . >
Ведь цена у этих ленточных машинок уж больно кусается .
Может есть такой инструмент по бюджетной цене , например маде чина или корея ?
Пока не нашёл а хотелось.

Сварка всех видов металла в САМАРЕ —- 8 927 689 05 81
#14 nadar
#15 Vasser
#16 copich
- Город: Москва
Привет всем А фосфорной кислотой не пробовали.
С кислотой – проблемы утилизации. Если иметь установку с функцией восстановления, то можно и пользоваться.
Есть установки типа
http://www.techallia. pro-184353.html
Как раз принцип основан на слабом растворе фосфорной кислоты. Ускорителем процесса является электрический ток. В зависимости от вида тока, получается либо полирование либо просто отчистка (т.е. для матовых и полированных поверхностей). Но все равно, если применять серийно, надо думать куда девать отработанный раствор. либо в канализацию сливать. Но как и с порошками у нас сквозь пальцы на это смотрят.
Но есть огромный плюс в отличии от порошков и механо зачистки. Эта фигня делает еще дополнительный защитсный слой который не позволяет кородировать металлу и так же можно наносить маркировку по средству шаблона. Очень красивая хрень получается (т.е. маркировка). Данная маркировка удаляется только механическим способом (шлифовка или полировка), не как краска, просто так не сцарапаешь.
Все эти ленточные машинки сделаны на основе болгарки . Возникает логичный вопрос " Может существует такая насадка на простую болгарку . " Ведь цена у этих ленточных машинок уж больно кусается . Может есть такой инструмент по бюджетной цене , например маде чина или корея ?
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудование которое будет доставлять вам радость и тогда работа будет в сладость!
Выполнима несколькими способами.
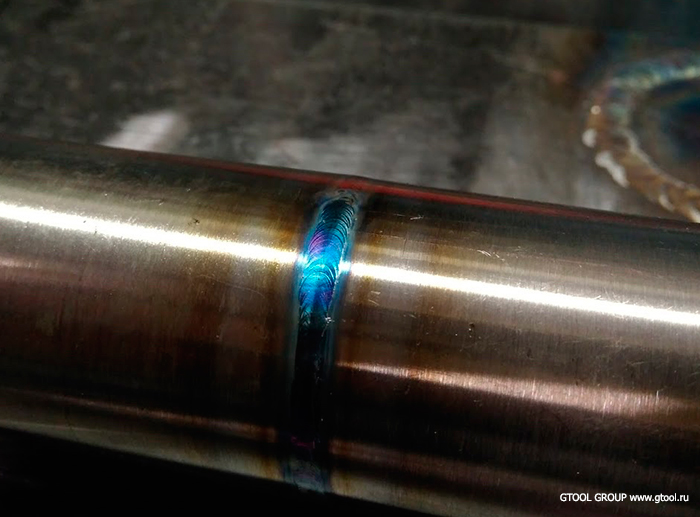
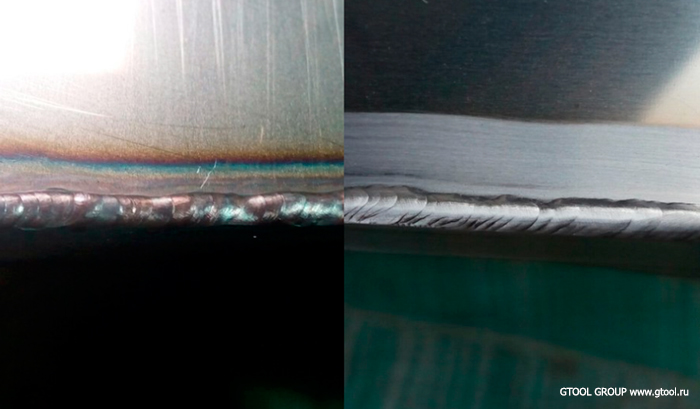
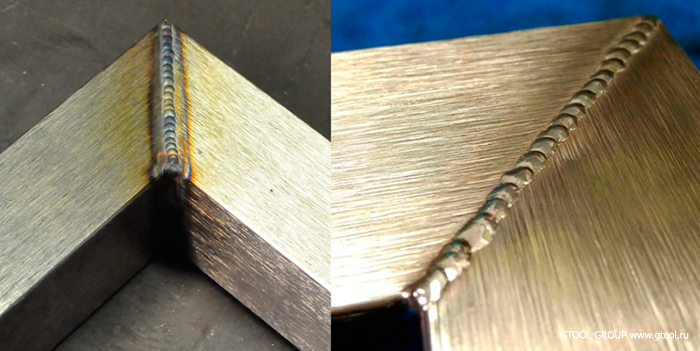
Сварной шов на трубе после TIG сварки
Нержавейка сегодня очень популярный материал. Она применяется как в технических изделиях, так и в декоративных.
Мы много раз рассказывали о том, как зачистить сварной шов полностью. Чтобы деталь выглядела монолитной и однотонной.
А сегодня я расскажу как осветлить или очистить сварной шов, не прибегая к дорогому оборудованию, например к электрохимической пассивации.
Осветление сварного шва электрохимическим способом
Такой способ является очень удобным и эффектиным. Но он весьма дорогостоящий, и оправдан при больших объемах работ.
Зачем нужно осветлять сварные швы?
Это может быть необходимо чтобы визуально проконтролировать качество сварного шва или для создания красивого внешнего вида или чтобы повысить корозионную стойкость участка подвергшегося термовлиянию после сварки.
Итак, какие существуют способы недорогой обработки сварных швов. Один из самых распространенных путей — это травильная паста.
Это смесь нескольких кислот, в гелеобразной форме. Она наносится на сварной шов, выдерживается необходимое время (обычно 5–10 минут) и затем смывается водой.
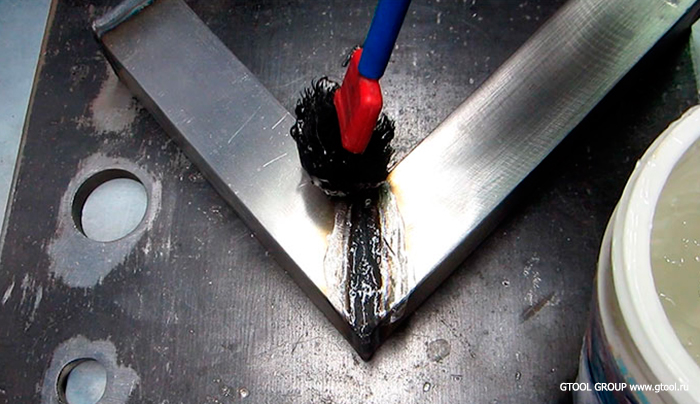
Нанесение Polinox на деталь из нержавейки
После этой процедуры шов осветляется и приобретает белый оттенок.
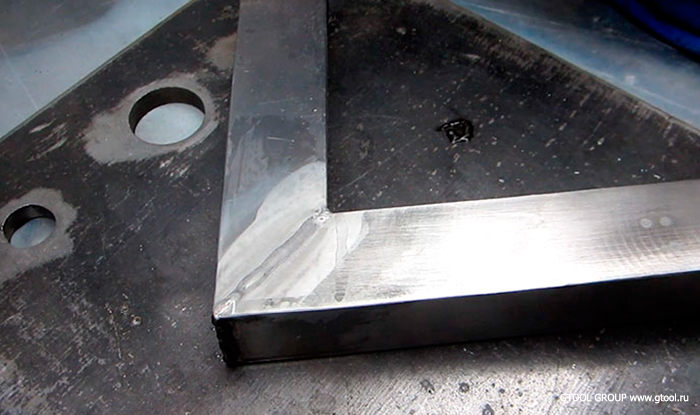
Шов после кислоты Polinox
Подробное описание процедуры здесь.
Способ неплохой, особенно когда нужно подобраться в глубокие углы, куда механическими средствами не залезть.
Есть конечно минусы:
- Это кислота — требуются особые условия хранения и соблюдение требований безопасности при работе.
- Требуется тщательно промывать деталь, а значит нужно больше места и специальные ванны.
Но в целом, способ один из самых распространенных и экономичных.
А теперь давайте рассмотрим варианты механической обработки сварных швов от побежалости.

Материалы для удаления побежалости на нержавейке
Круги и щётки 3M и Scotch-Brite™ Bristle
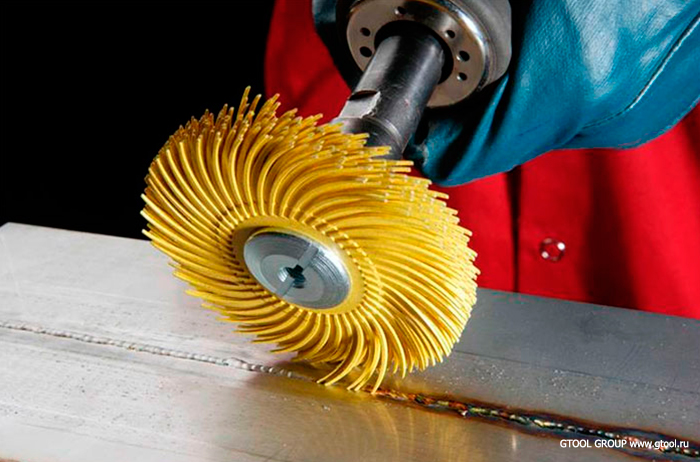
BRISTLE — круг радиальный d75, зерно 80
На сегодняшний день это наверное самый распространенный способ механической очистки сварного шва на нержавейке среди профессионалов.
Круги Scotch-BriteTM Bristle с гибкими щетинками отливаются из полимерного материала, по всему объему которого равномерно распределены зерна керамического оксида алюминия — агрессивного и износостойкого абразивного минерала.

Равномерное распределение абразивных зерен в Scotch-Brite™ Bristle
Очень высокая износостойкость щетки Scotch-BriteTM Bristle достигается тем, что шлифовка происходит стойким керамическим абразивным зерном на конце щетинки, а не самой полимерной щетиной. Тонкие гибкие щетинки мягко огибают самые сложные поверхности и, в то же время, проникают во внутренние углы, обеспечивая вышлифовку даже в самой глубине профиля, не изменяя его геометрии. Благодаря своему строению, Scotch-BriteTM Bristle не засаливаются.
Осветление сварного шва кругами Bristle 3M
Содержащееся абразивное зерно в щетках бывает разного размера. Для легкой идентификации каждое оно имеет свою цветовую маркировку.

Цветовая маркировка зернистости 3Mтм Bristle
Эти щетки могут иметь разные диаметры и разные способы посадки на иснтрумент. И могут использвать как на УШМ с регулировкой оборотов, на прямых машинах и даже на стационарных точилах.
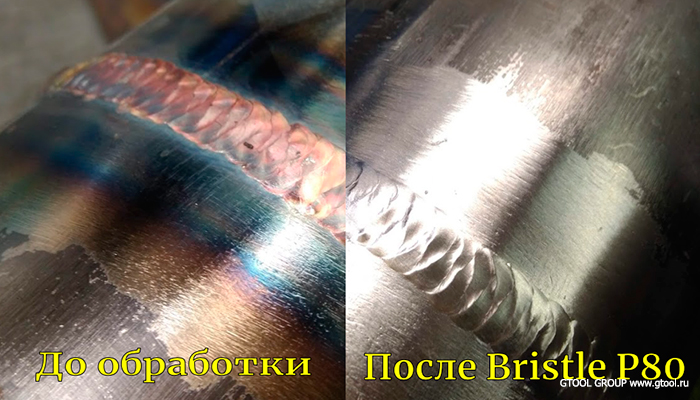
Шов до и после обработки 3Mтм Bristle
Более подробно о применении этих щеток и их разнообразии в нашей статье .
Нержавеющие металлические щетки

Именно нержавеющие щетки. Известно не мало случаев, когда люди покупают недорогие щетки из обычной стали и обрабатывают изделия из легированной стали. В результате, через какое-то время швы начинают “цвести” — ржаветь. Частички металла с самой щетки остаются в поверхности металла и начинают корозировать.
Щетки могут быть из гофорированной проволоки или жгутовые. Для более деликатной работы следует выбирать гофрированную проволоку минимальной толщины — 0,15–0,2 мм.
Но в любом случае металлические щетки обрабатывают поверхность более агрессивно, чем полимерные щетки или другие мягкие материалы. Поэтому они годятся даже для зачистки швов после полуавтоматической сварки.

Зачистка шва щеткой после MIG сварки
Обычно их не используют для обрабоки перил или ограждений из нержавейки, из-за грубой поверхности получаемой после обработки. Но тем не менее — это очень распространенный и рабочий варинат.

Бывают разных размеров и форм, и для разных инструментов, с посадкой под гайку на УШМ или под резьбу М14, и конечно с хвостовиком 6 мм для дрелей и ПШМ.
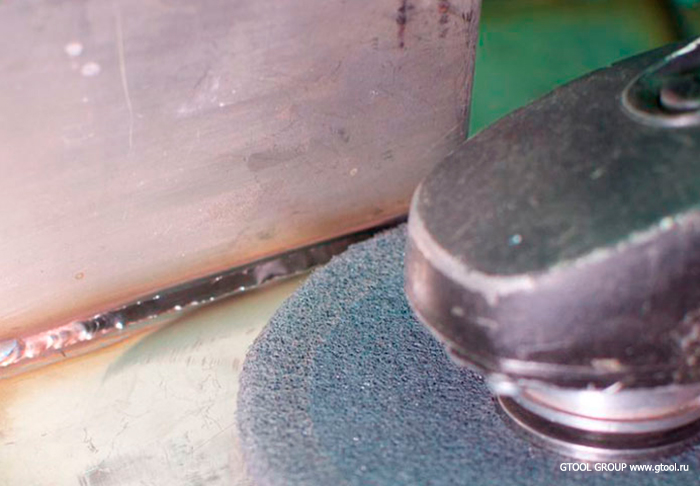
Доводочные круги CIBO.

Самые часто применяемые материалы среди доводочных — это круги с зернистостью 5 (SAG5, EAG5 и так далее). Такие круги сочетают мягкую структуру, которая “облизывает” сварной шов и залазит в сложные места, а абразивное зерно из карбида кремния придает красивый блеск.
SA5 (EA5)
Осветление сварного шва в углу кругами SA5
Круги SA5 и ЕА5 имеют рамзеры 150х6 мм и мягкую структуру, что позволяет им комфортно работать в угловых соединениях.
SAG 5 (EAG5)

Осветление сварного шва на нерждавейке на плоскости кругами SAG5
Круги SAG5 и EAG5 отлично работают на внешних сварных швах, на плоскости или на круглой трубе.

FAG 5

Это отдельный вид доводочных кругов. Его отличает более агрессивное абразивное зерно из оксида алюминия и более мягкая и пористая структура.

Он работает еще мягче, еще лучше обхватывает сварной шов. Превосходное решение для открытых участков.
Сварной шов после FAG5
Круги, валики и головки из нетканых материалов.
Нетканые материалы (или Скотч-Брайт) — это один из самых распространенных материалов для работы с нержавеющей сталью.

Рулон из нетканго материала для ручной обработки.
Это очень мягкий материал, и может принимать форму изделия и сварного шва на нем. Кроме того, скотч-брайт может иметь в составе абразивное зерно разного размера. Поэтому вы можете подобрать оптимальное для вас решение.
Для своей задачи выберите наиболее удобный вариант, учитывая форму и расположение шва и имеющееся у вас оборудования.
Шлифовальные валики из Scotch-Brite.

Не часто используется для осветления шва, но спаравлется с такой задачей хорошо. Неудобство валиков заключается в их большой ширине — 100 мм. Но в Gtool.ru есть отличное решение — это валики шириной 50 мм. Такой размер очень удобен для обработки сварных швов например на больших емкостях, позволяет получить ровную зону обработки шва.
Шлифовальные головоки из нетканого материала

Принцип работы и материал абсолютно идентичен валикам. Но используется на другом инструменте — прямые шлифовальные машины или дрели. И размеры головок поменьше, ширина от 30 до 50 мм. Один из самых простых и бюджетных способов.

Но ни головки ни валики не смогут обработать внутренний сварной шов, из-за своего прямого профиля.
Нетканый материал для шлифования FEIN

А вот это уже то что нужно. Тот же самый материал, но собранный листами вдоль.

Это позволяет ему лучше охватывать сварной шов и забираться во внутренний угол. Диаметр 150 или 200 мм дает подобраться даже в глубокие пазы, как на фото.

Но и не стоит забывать, что вы можете все это сделать и руками, правда чуть дольше.
Рулоны и листы для шлифовки металла

Можно взять просто небольшой кусочек скотч-брайт и им очистить сварной шов снаружи или внутри.
Так же из него можно собрать самостоятельно приспособления для шлифовки. Например на разнообразные граверы, вроде Dremel. Получается очень бюджетно.

В целом получается — скотч-брайт всему голова.

Но есть еще запасной вариант.
Полировальные круги с пастами.
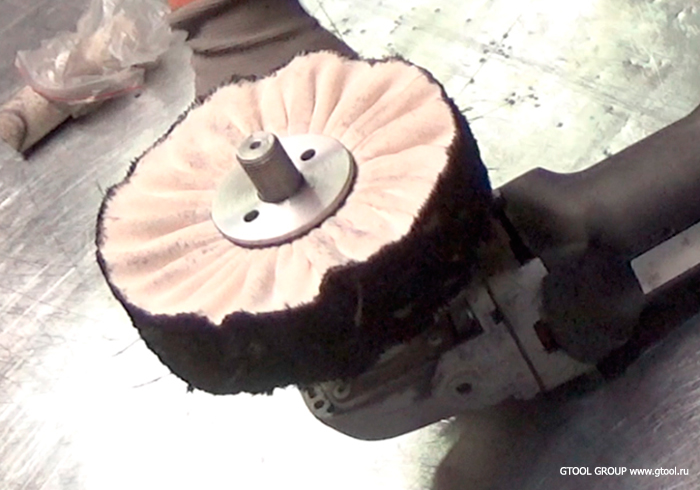
Оптимальными для такой задачи будут сизалевые круги или ХБ. За счет мягкости и многослойности они “оближут” шов со всех сторон, а полировальная паста выполнит роль абразива.
Вот так выглядит результат.
Но есть нюанс — частицы полировальной пасты попадают в чешуйки и поры шва, и остаются там виде черного налета. Поэтому после полировки придется обработать каким-то жидким растворителем, чтобы вымыть эту грязь. Неплохо справится и спрей 3М.

Как видите — вариантов очистить побежалось есть немало. Поэтому смело выбирайте тот что вам по душе и по карману.
Самые актуальные новости в наших соцсетях и на нашем канале:
Всем привет! надо сварить пару деталей из нержавейки (инвертор САИ-200, электрод ЦЛ11), хочется после сварки протравить швы, чтобы изделие выглядело почище, специальной пасты у меня нет, да и взять негде. Может быть есть какой-то народный способ? могу достать для этого дела самые ходовые кислоты: соляную, серную, азотную, подскажите кто в курсе
Спасибо.
не, мне надо именно протравить, полировать там сложно будет
Kuznetsov , Щёлочь хорошо протравливает..
" >
Kuznetsov написал :
хочется после сварки протравить швы, чтобы изделие выглядело почище,
вспомнил что у меня еще ортофосфорная есть) видимо просто сделаю смесь кислот и подержу в ней деталь до появления характерного блеска
Есть неплохой набор для полировки нержи " >
Kuznetsov написал :
Всем привет! надо сварить пару деталей из нержавейки (инвертор САИ-200, электрод
Если правильно понял, то это не Ресанта и если не ошибаюсь, то выходное у него заявлено- 60 или 65 вольт. Если так, то хочу поинтересоваться, как хорошо он, вообще, нержавейку- то осиливает?
наверное все таки ампер , но мы поняли.
А вообще то я занимаюсь строительством сайтов и интернет-магазинов
Pekkonen написал :
наверное все таки ампер , но мы поняли.
Не ампер,а вольтаж ХХ..
Аппарат ТСС-САИ200, ХХ по паспорту 60-70В, пока я лишь сжег чуть меньше десятка ЦЛ-11 ф2.5мм, горят хорошо, не хуже обычных чернушных, но длинных швов пока не делал. При поджиге дуги видно что сначала начинает раскаляться обмазка, как будто сигарету раздувает, и горят шумнее на первый взгляд, а на чернушных такого эффекта нет.

]( "Дезоксил-1 Гель: для травления сварных швов")
Kuznetsov написал :
Аппарат ТСС-САИ200, ХХ по паспорту 60-70В, пока я лишь сжег чуть меньше десятка ЦЛ-11 ф2.5мм, горят хорошо, не хуже обычных чернушных, но длинных швов пока не делал. При поджиге дуги видно что сначала начинает раскаляться обмазка, как будто сигарету раздувает, и горят шумнее на первый взгляд, а на чернушных такого эффекта нет.
Понятно, спасибо. Такой апарат у брата куплен лет 5 уже назад. Единственно, что с напряжением х.х, вроде, поконкретнее написано и на корпусе, и, кажись, все же, ближе к 60V. Пару раз я варил на нем, но до нержи, попробовать, руки не доходили. А в остальном, так и не плохо все. Но жалуется, что напряжение маловато, а посколько он занимался сваркой профессионально, в отличие от меня, то оснований не верить нет, потому и спросил.