Все можно наладить, если вертеть в руках достаточно долго.
Станки
Инструменты для работы на токарном станке

Для работы на токарном станке применяются различные резцы.
Для первоначальной грубой обработки служит полукруглый (желобчатый) резец или рейер (рис. 1, а). Он похож на обычную полукруглую стамеску, только несколько длиннее и прочнее ее. Рейер заточите полукругом только с внешней стороны, с фаской под углом в 20-30° . Ширина рейеров — от 6 до 50 мм. В первую очередь нужны два рейера: для грубой обточки болванок — в 25-35 мм, для более мелких работ — в 10-15 мм.
Для гладкой обработки поверхностей служит мазель — длинная плоская стамеска с косо срезанным лезвием (рис. 1,б). Лезвие мазеля заточите на обе фаски под углом в 15-30° Угол заострения зависит от твердости обрабатываемого материала. Чем тверже материал, тем больше нужно сделать угол, иначе лезвие будет крошиться. Мазель — основной инструмент токаря.
Для перерезки поперек применяют резцы вроде мазелей, но узкие, с прямо заточенной фаской.
Наконец для всевозможных внутренних и наружных выточек применяются резцы разных фасонов — грабштихели и крючки (рис. 1, в)


Рис. 1 Токарные резцы: а – рейер; б – мазель; в – грабштихели и крючки; г – ручки для резца.
Все резцы плотно насадите на длинные прочные ручки с металлическими хомутиками, как показано на рис. 1.


Рис. 2 Разметочные и измерительные инструменты: а – циркуль; б – кронциркуль; в – нутромер; г – шаблон для разметки; д – шаблон для контроля при точении; е – шаблон для проверки диаметра.
Для разметки и измерений обрабатываемых предметов нужны: стальной циркуль, кронциркуль, нутромер и всевозможные шаблоны — деревянные и металлические (рис. 2). Шаблоны для разметки представляют собой пластинки с острыми штифтами; шаблоны для проверки — пластинки с соответствующими вырезами.
Обработка дерева и металла
Для изготовления режущего инструмента применяют следующие инструментальные материалы (рис. 92): углеродистые, легированные, быстрорежущие стали; твердые сплавы; минералокерамику; искусственные алмазы; синтетические материалы (композиты, гек-сомиты) и др.
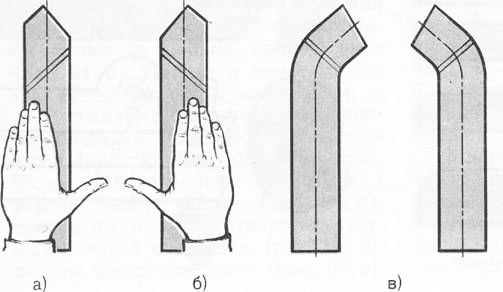
Резцы. Наиболее распространенным видом режущего инструмента, применяемым на токарных станках, являются резцы. По конструкции резцы разделяют на прямые правые и левые и отогнутые (рис. 93). Для определения направления режущей кромки резца кладут ладонь на его поверхность так, чтобы пальцы были направлены к вершине резца. Левым называют резец, главная режущая кромка которого окажется со стороны большого пальца левой руки (рис. 94, а), а правым, режущая кромка которого окажется со стороны большого пальца правой руки (рис. 94, б). Правые и левые отогнутые резцы показаны на рис. 94, в.

По назначению резцы (рис. 97) разделяют на 1 — проходные; 2 — проходные отогнутые; 3 — подрезные; 4 — отрезные; 5 — расточные; 6 — канавочные; 7 — резьбовые; 8— фасонные; 9 — фасонные виброга-сящие.
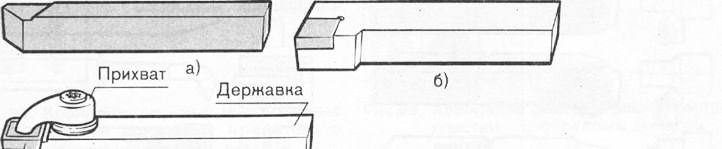
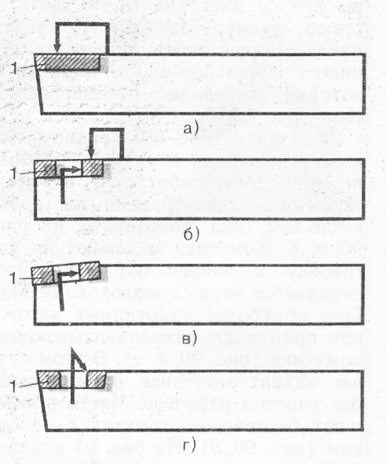
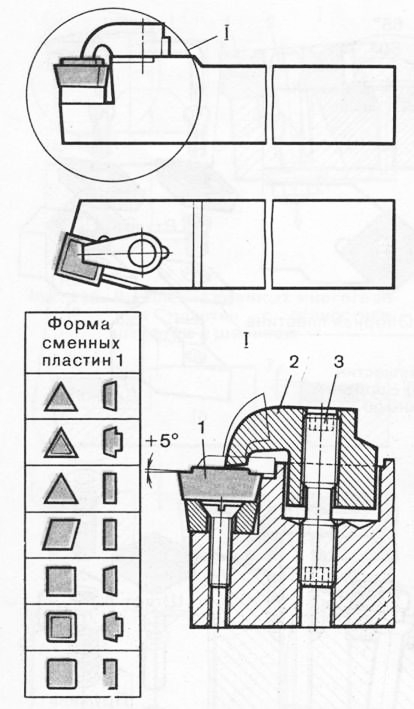
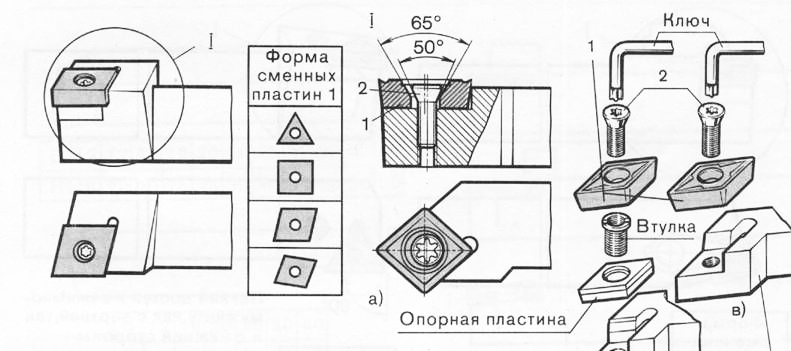
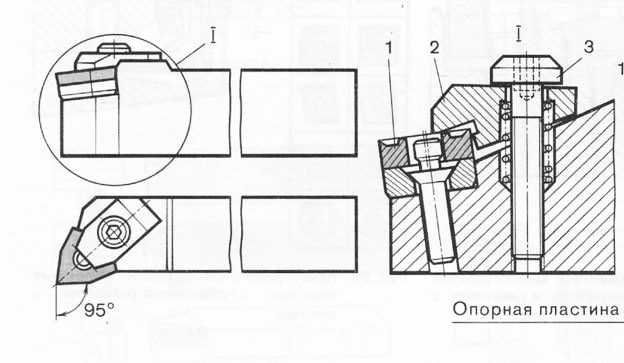
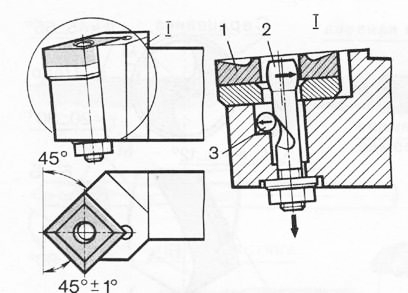
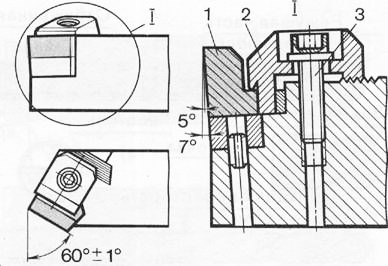
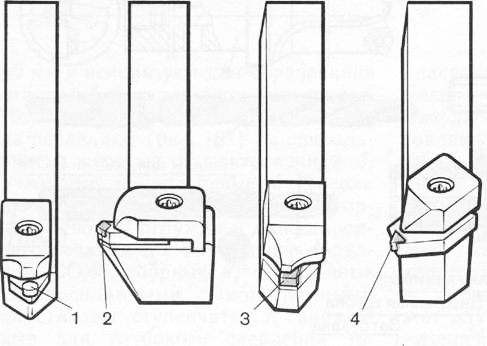
Многогранные сменные пластины крепят прихватом (рис. 98) и винтом 3 с разнонаправленной резьбой, пластины (рис. 99) с отверстием — L-образным рычагом и винтом пластины с фасонным отверстием — винтом (рис. 100), пластины с отверстием — клином-прихватом и винтом (рис. 101), пластины с отверстием — штифтом и шариком (рис. 102), пластины — прихватом и винтом (рис. 103).
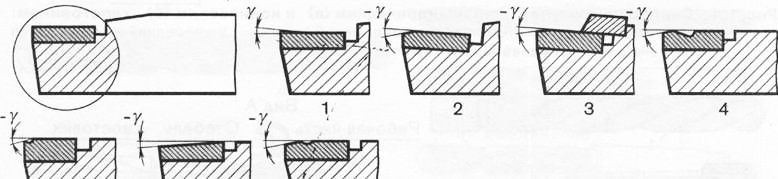
Передняя поверхность (рис. 104) бывает:
1 — плоская с положительным передним углом; 2 — плоская с отрицательной фаской; 3—плоская с отрицательной фаской и припайным стружколомателем; 4 — криволинейная с отрицательной фаской;
Резцы, оснащенные пластинами из сверхтвердых композиционных материалов (рис. 105),— качественно новая группа инструментов, позволяющая обрабатывать с высокой скоростью резания. Пластины изготовляют круглой, ромбической, квадратной и трехгранной формы.
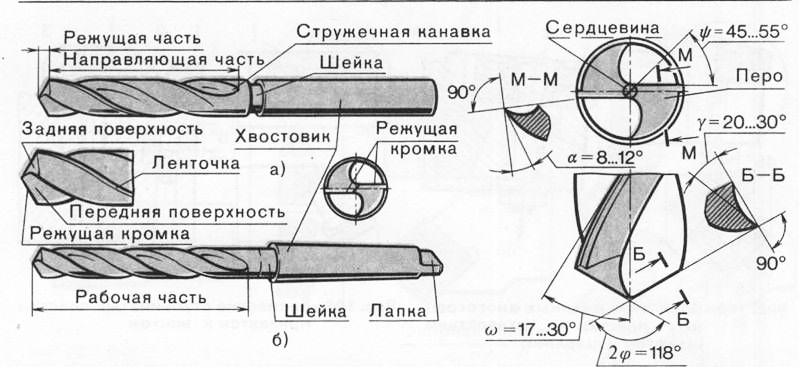
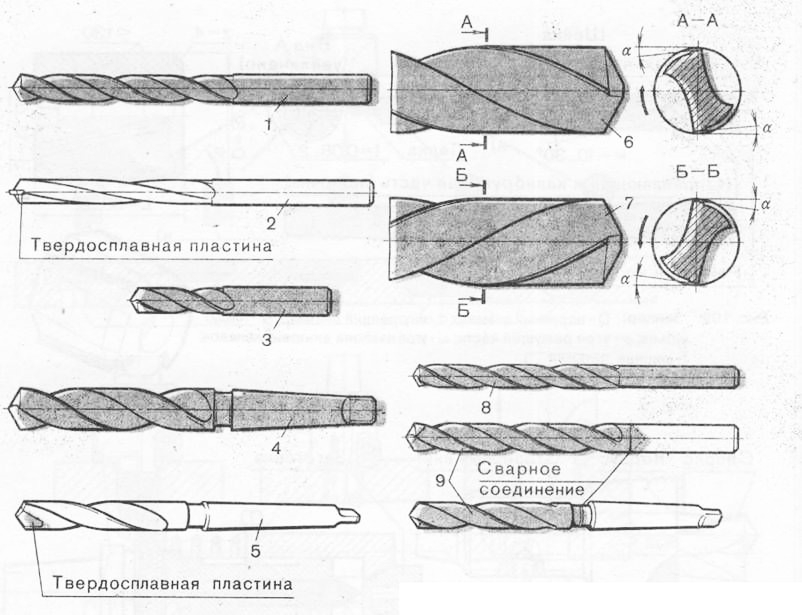
Сверла являются режущим инструментом, состоящим из рабочей части и хвостовика (рис. 106). Их изготовляют диаметром от 0,1 до 80 мм и используют для образования пластинами из твердого сплава (5).
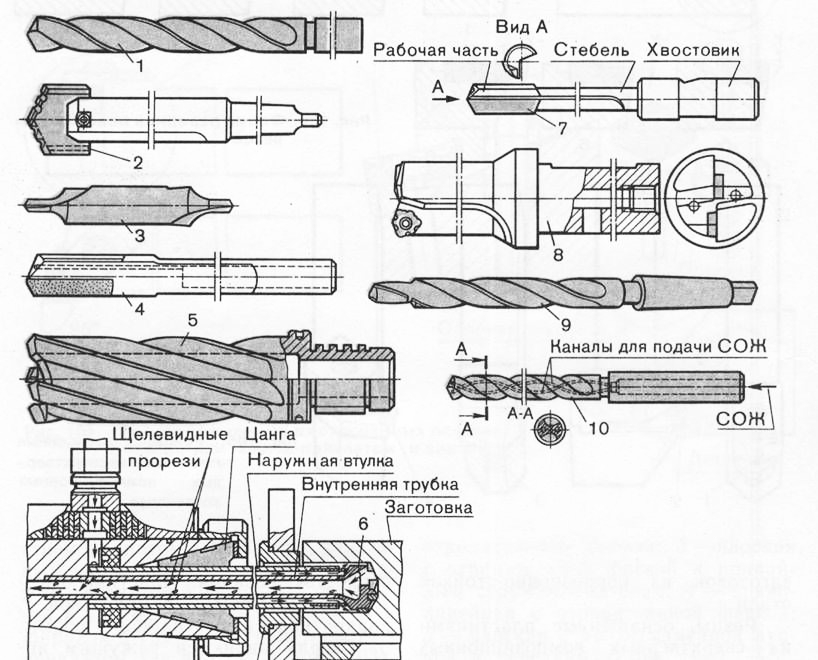

Затачивают инструмент на заводах-изготовителях инструмента. При эксплуатации после достижения критического значения износа инструмент затачивают вновь. Сверла затачивают по задней поверхности (рис. 122).
Разновидность заточки и формы подточки показаны на рис. 123, а…ж.

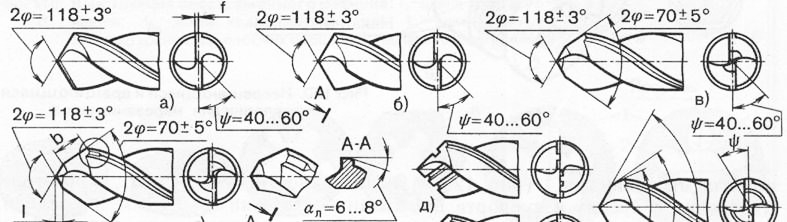
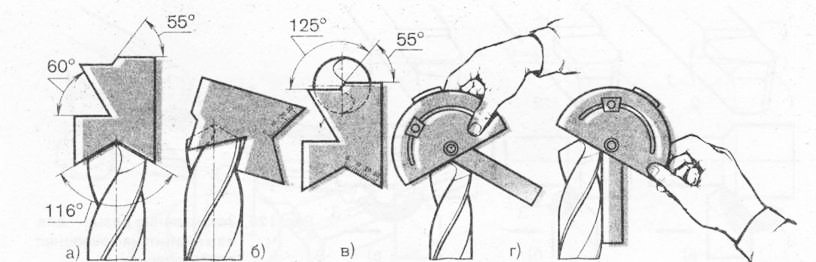
Контроль заточки сверл осуществляют шаблонами и угломерами (рис. 124).
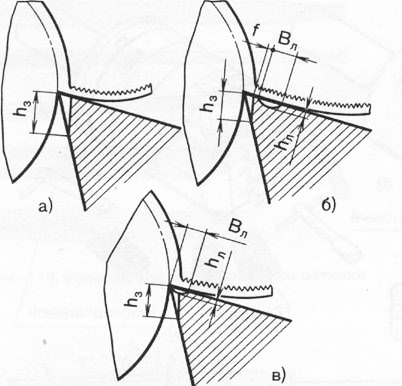
Резцы затачивают как по задним, так и по передним поверхностям (рис. 125). Если главную режущую кромку 2 (рис. 126, а) затачивают наклонно вниз относительно вершины /, при обработке заготовки из мягкого и вязкого металла стружка 3 направлена в сторону обрабатываемой поверхности. Главную режущую кромку 2 (рис. 126, б) затачивают горизонтально относительно вершины 1. При обработке заготовки из материалов средней твердости образуется стружка скалывания. Если главную режущую кромку 2 затачивают наклонно вверх относительно вершины 1 (рис. 126, в), стружка 3 направлена в сторону обработанной поверхности.
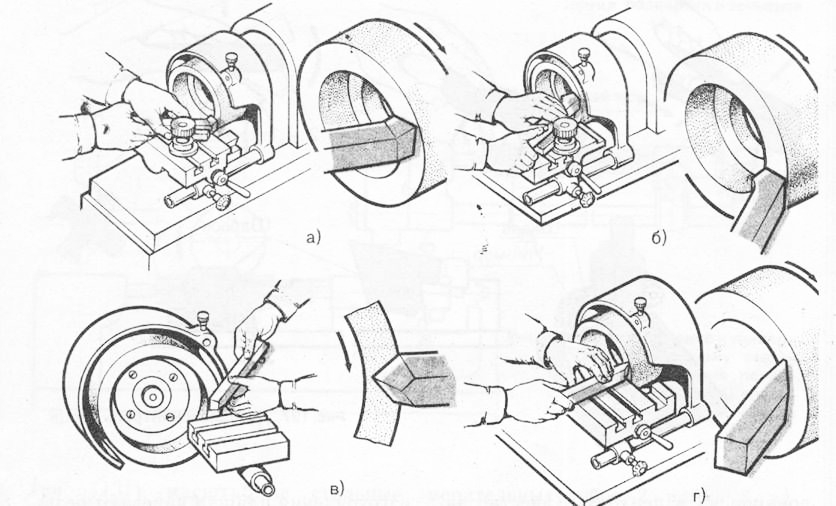
Для затачивания резцов в основном применяют точила и специализированные станки ЗД642Е и ЗА641Е. Фаски и вершину головки резца 1 (рис. 127, а) доводят вручную мелкозернистым карборундовым или алмазным бруском 2. После затачивания резцы проверяют шаблоном и угломером (рис. 127,6).
Развертки затачивают и доводят по передней поверхности при базировании их в центрах. Качество заточки зубьев развертки контролируют шаблонами и на приспособлениях с часовыми индикаторами.
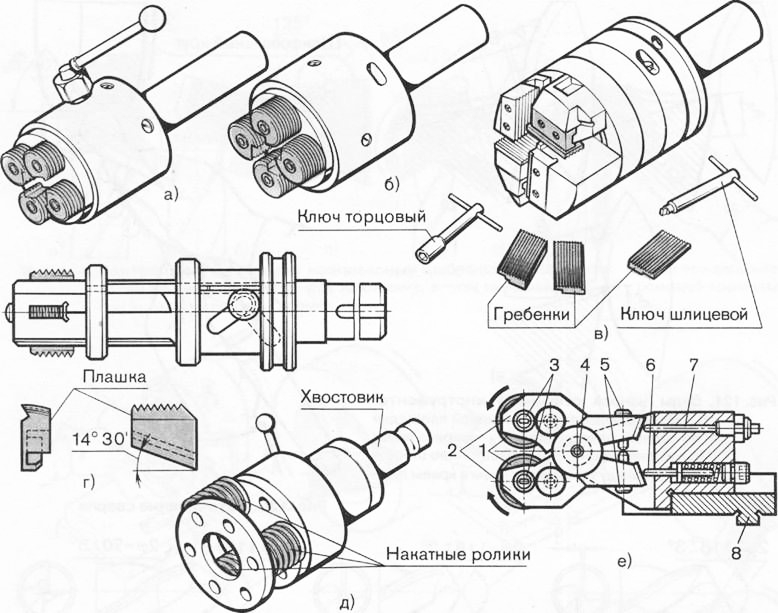
Метчики затачивают по передней поверхности при базировании его в центрах. Для затачивания метчиков применяют приспособление, фиксирующее положение метчика упором. Для контроля метчиков ими нарезают резьбу и затем контролируют ее резьбовыми калибрами. Круглые плашки затачивают на специальных станках МФ-4А (рис. 130). Для проверки качества изготовления плашки нарезают резьбу на контрольном винте, затем резьбу проверяют резьбовыми калибрами.
К наиболее распространенным методикам изготовления деталей с заданными геометрическими параметрами относится токарная обработка металла. Суть данной методики, позволяющей также получать поверхность с требуемой шероховатостью, заключается в том, что с заготовки убирают лишний слой металла.

Процесс токарной обработки металла
Принципы токарной обработки
Технология токарных работ по металлу предполагает использование специальных станков и режущего инструмента (резцы, сверла, развертки и др.), посредством которого с детали снимается слой металла требуемой величины. Токарная обработка выполняется за счет сочетания двух движений: главного (вращение заготовки, закрепленной в патроне или планшайбе) и движения подачи, совершаемого инструментом при обработке деталей до заданных параметров их размера, формы и качества поверхности.
За счет того, что существует множество приемов совмещения этих движений, на токарном оборудовании работают с деталями различной конфигурации, а также осуществляют целый перечень других технологических операций, к которым относятся:
- нарезание резьбы различного типа;
- сверление отверстий, их растачивание, развертывание, зенкерование;
- отрезание части заготовки;
- вытачивание на поверхности изделия канавок различной конфигурации.
Благодаря такой широкой функциональности токарного оборудования на нем можно сделать очень многое. Например, с его помощью выполняют обработку таких изделий, как:
- гайки;
- валы различных конфигураций;
- втулки;
- шкивы;
- кольца;
- муфты;
- зубчатые колеса.
Естественно, что токарная обработка предполагает получение готового изделия, которое соответствует определенным стандартам качества. Под качеством в данном случае подразумевается соблюдение требований к геометрическим размерам и форме деталей, а также степени шероховатости поверхностей и точности их взаимного расположения.
Для обеспечения контроля над качеством обработки на токарных станках применяют измерительные инструменты: на предприятиях, выпускающих свою продукцию крупными сериями, – предельные калибры; для условий единичного и мелкосерийного производства – штангенциркули, микрометры, нутрометры и другие измерительные устройства.

Измерительные инструменты, часто используемые в токарном деле
Первое, что рассматривают при обучении токарному делу, – это технология обработки металлов и принцип, по которому она осуществляется. Заключается этот принцип в том, что инструмент, врезаясь своей режущей кромкой в поверхность изделия, зажимает его. Чтобы снять слой металла, соответствующий величине такого врезания, инструменту надо преодолеть силы сцепления в металле обрабатываемой детали. В результате такого взаимодействия снимаемый слой металла формируется в стружку. Выделяют следующие разновидности металлической стружки.
Такая стружка формируется тогда, когда на высоких скоростях обрабатываются заготовки, выполненные из мягкой стали, меди, олова, свинца и их сплавов, полимерных материалов.
Образование такой стружки происходит, когда на небольшой скорости обрабатываются заготовки из маловязких и твердых материалов.
Стружка такого вида получается при обработке заготовок из материала, отличающегося невысокой пластичностью.
Формирование такой стружки свойственно для среднескоростной обработки заготовок из стали средней твердости, деталей из алюминиевых сплавов.
Режущий инструмент токарного станка
Эффективность, которой отличается работа на токарном станке, определяется рядом параметров: глубиной и скоростью резания, величиной продольной подачи. Чтобы обработка детали была высококачественной, необходимо организовать следующие условия:
- высокую скорость вращения заготовки, фиксируемой в патроне или планшайбе;
- устойчивость инструмента и достаточную степень его воздействия на деталь;
- максимально возможный слой металла, убираемый за проход инструмента;
- высокую устойчивость всех узлов станка и поддержание их в рабочем состоянии.
Скорость резки выбирается на основе характеристик материала, из которого сделана заготовка, типа и качества применяемого резца. В соответствии с выбранной скоростью резки выбирается частота вращения шпинделя станка, оснащенного токарным патроном или планшайбой.
При помощи различных типов резцов можно выполнять черновые или чистовые виды токарных работ, а на выбор инструмента основное влияние оказывает характер обработки. Изменяя геометрические параметры режущей части инструмента, можно регулировать величину снимаемого слоя металла. Выделяют правые резцы, которые в процессе обработки детали передвигаются от задней бабки к передней, и левые, движущиеся, соответственно, в обратном направлении.

Основные типы токарных резцов
По форме и расположению лезвия резцы классифицируются следующим образом:
- инструменты с оттянутой рабочей частью, ширина которой меньше ширины их крепежной части;
- прямые;
- отогнутые.
Различаются резцы и по цели применения:
- подрезные (обработка поверхностей, перпендикулярных оси вращения);
- проходные (точение плоских торцовых поверхностей);
- канавочные (формирование канавок);
- фасонные (получение детали с определенным профилем);
- расточные (расточка отверстий в заготовке);
- резьбовые (нарезание резьбы любых видов);
- отрезные (отрезание детали заданной длины).
Качество, точность и производительность обработки, выполняемой на токарном станке, зависят не только от правильного выбора инструмента, но и от его геометрических параметров. Именно поэтому на уроках в специальных учебных заведениях, где обучаются будущие специалисты токарного дела, очень большое внимание уделяется именно вопросам геометрии режущего инструмента.

Углы токарного резца
Основными геометрическими параметрами любого резца являются углы между его режущими кромками и направлением, в котором осуществляется подача. Такие углы режущего инструмента называют углами в плане. Среди них различают:
- главный угол – φ, измеряемый между главной режущей кромкой инструмента и направлением подачи;
- вспомогательный – φ1, расположенный, соответственно, между вспомогательной кромкой и направлением подачи;
- угол при вершине резца – ε.
Угол при вершине зависит только от того, как заточен инструмент, а вспомогательные углы можно регулировать еще и его установкой. При увеличении главного угла уменьшается угол при вершине, при этом уменьшается и часть режущей кромки, участвующей в обработке, соответственно, стойкость инструмента тоже становится меньше. Чем меньше значение этого угла, тем большая часть режущей кромки участвует как в обработке, так и в отводе тепла от зоны резания. Такие резцы являются более стойкими.
Практика показывает, что для токарной обработки не слишком жестких заготовок небольшого диаметра оптимальным является главный угол, величина которого находится в интервале 60–90 градусов. Если обрабатывать необходимо заготовку большого диаметра, то главный угол необходимо выбирать в интервале 30–45 градусов. От величины вспомогательного угла зависит прочность вершины резца, поэтому его не делают большим (как правило, он выбирается из интервала 10–30 градусов).
Особое внимание на уроках по токарному делу уделяется и тому, как правильно выбирать тип резца в зависимости от вида обработки. Так, существуют определенные правила, по которым обработку поверхностей того или иного типа выполняют с помощью резца определенной категории.
- Обычные прямые и отогнутые резцы необходимы для обработки наружных поверхностей детали.
- Упорный проходной инструмент потребуется для торцевой и цилиндрической поверхностей.
- Отрезной резец выбирают для протачивания канавок и обрезки заготовки.
- Расточные резцы применяются для обработки отверстий, просверленных ранее.
Отдельную категорию токарного инструмента составляют резцы, с помощью которых можно обрабатывать фасонные поверхности с длиной образующей линии до 40 мм. Такие резцы подразделяются на несколько основных типов:
- по конструктивным особенностям: стержневые, круглые и призматические;
- по направлению, в котором осуществляется обработка изделия: радиальные и тангенциальные.

Токарно-винторезный станок 1В625МП
Виды оборудования для токарной обработки
Из всех типов оборудования для токарной обработки наибольшее распространение и на крупных, и на мелких предприятиях получил токарно-винторезный станок. Причиной такой популярности является многофункциональность этого устройства, благодаря которой его с полным основанием можно назвать универсальным.
Перечислим основные элементы конструкции такого станка:
- две бабки – передняя и задняя (в передней бабке размещают коробку скоростей станка; шпиндель с токарным патроном (или планшайбой), на задней бабке размещены продольные салазки и пиноль оборудования);
- суппорт, в конструкции которого различают верхние и нижние салазки, поворотную плиту и резцедержатель;
- несущий элемент оборудования – станина, установленная на две тумбы, в которых размещают электродвигатели.
- коробка подач.

Токарный станок с ЧПУ
Все большее распространение получают станки, управление которыми осуществляется при помощи специальных компьютерных программ, – станки с ЧПУ. Конструкция таких станков отличается от обычной только тем, что в ней присутствует специальный блок управления.
В отдельные категории выделяют следующие виды станков токарной группы:
- токарно-револьверное оборудование, применяемое для обработки деталей сложной конфигурации;
- токарно-карусельные станки, среди которых различают одно- и двухстоечные;
- многорезцовое полуавтоматическое оборудование, которое можно встретить на предприятиях, выпускающих свою продукцию крупными сериями;
- обрабатывающие комплексы, на которых можно выполнять как токарные, так и фрезерные операции.
Без токарной обработки сегодня крайне сложно представить многие производственные отрасли. Поэтому данный вид работы с металлом продолжает развиваться, несмотря на и без того высокий уровень, позволяющий обеспечить высочайшее качество и скорость обработки.