- Автоматизация работ при нарезании резьбы на токарном станке
- 8.1. Предельные контуры резьбы
- Приборы активного контроля.
- Приборы для измерения резьб.
- Вставки резьбового микрометра.
- Измерение резьбы методом трех проволочек.
- Измерения среднего диаметра резьбы.
- Расчет среднего диаметра резьбы.
- Индикаторные измерительные приборы.
Для контроля элементов резьбы — шага, диаметров, формы профиля — применяются универсальные и специальные инструменты. Выбор того или иного инструмента зависит от типа резьбы и главным образом от ее точности. В первую очередь контролируются шаг, средний диаметр и форма профиля и затем уже наружный и внутренний диаметры.
Измерение шага резьбы. Измерительной линейкой или штангенциркулем определяют длину нескольких шагов резьбы и полученный результат делят на количество шагов.
Шаг как наружной, так и внутренней резьбы можно определить при помощи резьбомера. На каждой пластинке резьбомера указана величина шага резьбы. Подбирают пластинку таким образом, чтобы ее зубцы плотно, без зазора вошли во впадины измеряемой резьбы. Тогда шаг резьбы будет равен шагу, указанному на пластинке.
Измерение среднего диаметра резьбы. Точно измерить средний диаметр резьбы можно с помощью резьбового микрометра. Для измерения резьб различных размеров пользуются комплектами наконечников (один с вырезом второй с конусом) соответствующего размера. Предел использования данного комплекта указан на наконечниках. Так, например, клеймо М 3—4,5 показывает, что данным комплектом можно измерять метрические резьбы с шагом 3; 3,5; 4; 4,5 мм.
У микрометров с пределом измерений 0—25 мм нулевые деления на барабане и стебле микрометра совпадают при плотном прилегании наконечников друг к другу. У микрометров с пределом измерения 25—50 мм совпадение делений должно быть тогда, когда между наконечниками вставлен эталон А.
Проверка профиля резьбы. Форма профиля резьбы проверяется шаблоном. В случае необходимости в очень точном контроле приме няотся специальные микроскопы. Проверка нормальными резьбовыми калибрами. Неответственные резьбы удобно и просто контролировать с помощью калибров. Нормальным резьбовым кольцом проверяют наружный диаметр резьбы. Кольцо навинчивается на винт, и о точности резьбы судят по покачиванию кольца. Внутренний диаметр резьбы проверяют нормальной резьбовой пробкой. Гладкий конец нормального калибра служит для проверки диаметра отверстия под резьбу.
Проверка предельными резьбовыми калибрами. Точные резьбы контролируют с помощью предельных резьбовых калибров. Внутренняя резьба проверяется с помощью резьбового калибра-пробки. Проходной конец калибра должен полностью входить в резьбовое отверстие по всей его длине. Непроходной конец имеет 2—3 витка неполного профиля и не должен ввинчиваться в проверяемое отверстие.
Наружная резьба проверяется проходными резьбовыми кольцами, которые должны полностью навинчиваться на винт и зажиматься непроходной регулируемой скобой для проверки среднего диаметра. В массовом производстве для проверки наружной резьбы пользуются предельными резьбовыми скобами с двумя парами роликов.
Автоматизация работ при нарезании резьбы на токарном станке
При скоростном нарезании резьбы и нарезании резьбы в упор трудно вручную управлять процессом отвода резца от детали. Для этой цели применяется ряд приспособлений, облегчающих труд токаря и повышающих производительность.
Для автоматического отвода резца при нарезании резьбы без проточенной канавки, а также резьбы в упор применяется приспособление. Оно состоит из закрепляемого в резцедержателе станка корпуса внутри которого перемещается ползун. В передней части ползуна имеется отверстие, в котором при помощи винта закрепляется резьбовой резец круглого сечения. Ползун снабжен прямоугольным окном, где помещается сухарь, запрессованный в корпус.
В рабочем положении ползун удерживается фиксатором. Фиксатор установлен на качающемся рычаге и поджимается к ползуну пружиной.
Приспособление работает следующим образом: в конце прохода ролик, укрепленный на рычаге, наталкивается на упор, установленный на станине. При этом рычаг поворачивается, и фиксатор освобождает ползун. Ползун под действием пружины мгновенно отводится вправо до упора в резиновую шайбу, прикрепленную к сухарю.
Токарь отводит суппорт в исходное положение, а затем, поворачивая рукоятку вокруг оси, подает ползун вперед до тех пор, пока фиксатор не зайдет в отверстие.
Ролик сидит на эксцентричной втулке, соединенной храповым механизмом с рукояткой. При каждом новом проходе совершается поворот ролика на определенный угол, меняется момент касания ролика с упором и происходит опережение отвода резца. Это позволяет нарезать резьбу в упор.
Приспособление для быстрого отвода резца состоит из корпуса, в котором ходит скалка, снабженная прорезью для прохода стержня. В передней части скалки закреплен резьбовой резец; сбоку прикреплен сухарь.
Пружина стремится оттянуть скалку с резцом в заднее положение. Этому препятствует сухарь, который при рабочем ходе упирается в цилиндрическую часть стержня. Стержень при этом смещен в крайнее левое положение пружиной. В конце хода стержень наталкивается на переставной упор и отводится вправо. Сухарь становится против лыски на стержне, и резец отходит от детали. Возврат всех деталей в исходное положение выполняется при помощи рукоятки и эксцентрика.
Точность резьбы контролируют дифференцированным (поэлементным) или комплексным методом.
Дифференцированный метод контроля применяют в том случае, когда допуски даны отдельно на каждый параметр резьбы. При этом отдельно проверяют собственно средний диаметр d2, шаг P и половину угла профиля. Этот метод сложен, трудоёмок, а потому его используют, главным образом, для контроля точной резьбы (калибрпробок, резьбообразующего инструмента и т.д.). Наиболее универсальным прибором для измерения параметров резьбы является инструментальный микроскоп различных модификаций.
Комплексный метод контроля применяют для резьбовых деталей, допуск среднего диаметра которых является суммарным. Этот метод основан на одновременном контроле среднего диаметра, шага, половины угла профиля, а также внутреннего и наружного диаметров резьбы путем сравнения действительного контура резьбовой детали с предельными. Контроль калибрами применяют как в массовом и серийном, так и в мелкосерийном и единичном производствах (за исключением резьбы с мелким шагом).
8.1. Предельные контуры резьбы
При изготовлении резьбовых деталей неизбежны погрешности профиля резьбы и ее размеров, возможны неконцентричность диаметральных сечений и другие отклонения, которые могут нарушить свинчиваемость и ухудшить качество соединений. Для обеспечения свинчивания и качества соединений действительные контуры свинчиваемых деталей, определяемые действительными значениями диаметров, угла профиля и шага резьбы, не должны выходить за предельные контуры по всей длине свинчивания.
Отклонение шага резьбы (ΔP) – это разность между действительным и номинальным расстояниями в осевом направлении между двумя средними точка-ми любых одноименных боковых сторон профиля в пределах длины свинчивания или заданной длины. Складывается отклонение шага из прогрессивных погрешностей шага, периодических и местных (не зависящих от числа витков резьбы на длине свинчивания). Соотношения этих составляющих отклонений шага зависят от технологии изготовления резьбы, точности оборудования и резьбообразующего инструмента и других факторов.
При анализе погрешностей угла профиля резьбы обычно измеряют не угол профиля α , а половину этого угла α/2 .Измеряя α/2, можно установить не только значение α, но и перекос резьбы.
Отклонением половины угла профиля резьбы (Δα/2), называют разность между действительными и номинальными значениями α/2. Эта погрешность может быть вызвана погрешностью полного угла профиля, перекосом профиля относительно оси деталей и сочетанием обоих факторов. Погрешность половины угла профиля может стать следствием ошибок профиля резьбообразующего инструмента и неточности установки его, перекоса оси детали.
Свинчивание резьбовых деталей, имеющих погрешность Δα/2, как и деталей, имеющих погрешность шага, оценивают величиной диаметральной компенсации ƒα этой погрешности.
Свинчиваемость будет обеспечена, если разность средних диаметров резьбы болта и гайки будет не меньше сумм диаметральных компенсаций шага и половины угла профиля обеих деталей. Для упрощения контроля резьбы и расчета допусков введено понятие “приведенный средний диаметр резьбы”.
Приведенным средним диаметром называют значение среднего диаметра резьбы, увеличенное для наружной резьбы и уменьшенное для внутренней на суммарную диаметральную компенсацию отклонений шага и угла наклона боковой стороны профиля.
Посадкой резьбы называют характер резьбового соединения деталей, определяемый разностью средних диаметров наружной и внутренней резьбы до сборки. В посадке с зазором поле допуска среднего диаметра внутренней резьбы расположено над полем допуска среднего диаметра наружной резьбы.
Наиболее распространенной является резьба с небольшим зазором 6Η/6g.
В стандарте СТ СЭВ 144 – 75 установлены следующие степени точности, на которые даны ряды допусков, приведенные в таблице 8.1.
Приборы активного контроля.
Одним из наиболее прогрессивных методов контроля является активный. Наиболее рационально его применение в условиях массового и крупносерийного производства. Устройства активного контроля при определенном измерении размеров позволяют автоматически изменять ход технологического процесса и обеспечить заданную точность обработки.
Устройства активного контроля могут включаться в конце цикла обработки и по результатам измерения подавать команду на подналадку режущего инструмента (их называют подналадчиками) или производить проверку размеров изделия непосредственно в процессе обработки с целью регулирования величины перемещения, режимов резания и других параметров технологического процесса. Приборы активного контроля, регулирующие параметры технологических процессов, применяются в станках с программным управлением.
Для автоматического контроля и подналадки применяются приборы контактного и бесконтактного действия. У приборов контактного действия наконечник находится в контакте с измеряемым изделием и может, срабатываясь, быть причиной погрешности прибора. Для уменьшения такой возможности наконечники приборов активного контроля изготовляют из твердого сплава, алмазов, агатов или других особо твердых материалов.
Приборы для измерения резьб.
Основными контролирующими параметрами резьб являются наружный средний и внутренний диаметры, угол профиля и шаг. При измерении резьб применяются средства комплексного и поэлементного контроля.
Для комплексного контроля наружных метрических резьб применяются жесткие предельные калибры-кольца (ГОСТ 17763 — 72 и ГОСТ 17764 — 72) или резьбовые скобы. Внутренние резьбы проверяются резьбовыми калибрами-пробками (ГОСТ 17756 — 72 и ГОСТ 17759 — 72). При пользовании резьбовыми калибрами-пробками и кольцами комплексным измерителем является проходной калибр. Непроходной калибр применяется для измерения предельного размера среднего диаметра.
При поэлементном контроле наружный диаметр болта может проверяться любым измерительным средством, применяемым для контроля диаметра валов, а внутренний диаметр гайки – любым измерительным средством для контроля отверстий.
Для контроля среднего диаметра применяют контактный или бесконтактный методы. Контактный метод контроля основан на применении вставок в микрометр или трех проволочек.
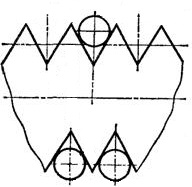
Вставки резьбового микрометра.
Микрометр со вставками применяют при контроле среднего диаметра треугольной резьбы с углами профиля 60 и 55°. Измерение производится в пределах от 0 до 350 мм, причем для каждого интервала в 25 мм применяются или отдельные микрометры, или специальные сменные пятки. Комплект вставок к микрометру состоит из двух вставок (рис. 1): призматической, которая устанавливается вместо пятки микрометра, и конусной, устанавливаемой в отверстие микрометрического винта.
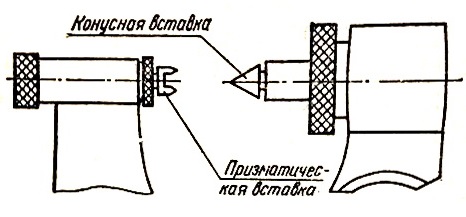
Рис. 1. Вставки к резьбовому микрометру.
Микрометр оснащается пятью комплектами вставок, которые устанавливаются применительно к шагу проверяемой резьбы: 0,4 — 0,5; 0,6 — 0,8; 1 — 1,5; 1,75 — 2,5 и 3 — 4,5 мм.
Измерение резьбы методом трех проволочек.
При контроле среднего диаметра применяют комплект из трех проволочек одинакового диаметра. В процессе замера две проволочки устанавливают во впадины резьбы с одной стороны, а третью — в противоположную впадину. Размер проволочек выбирается по специальной таблице в зависимости от шага и угла профиля резьбы. Идеальным размером для проволочек является диаметр d = tg α /2c, где cs шаг, а α /2 угол профиля проверяемой резьбы.
Измерения среднего диаметра резьбы.
В зависимости от требуемой точности при измерении проволочками используют микрометры или оптико-механические приборы, обеспечивающие более точные показания. Если оси проволочек при измерении расположены вертикально, то проволочки подвешивают на кронштейне, укрепленном на применяемом приборе (рис. 2). К проволочкам подводят измерительные поверхности и измеряют расстояние между выступающими точками трех проволочек, находящимися во впадинах резьбы, затем по формулам определяют средний диаметр.
Расчет среднего диаметра резьбы.
Средний диаметр резьбы с углом профиля 60°:
Dcp=M – 3d + 0.866s,
где M — размер, полученный в результате измерения, мм;
d — диаметр проволочки, мм;
s — шаг измеряемой резьбы, мм.
Если угол профиля составляет 55°, то средний диаметр цилиндрической резьбы:
Dcp=M – 3,165d + 0.9605s.
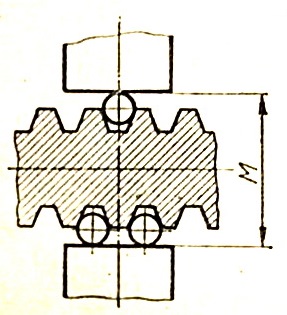
Рис. 2. Измерение резьбы с помощью трех проволочек.
Бесконтактные методы контроля резьбы с помощью среднего диаметра резьбы основаны на трех проволочек, применении измерительных микроскопов с угломерными окулярными, головками, а также проекторов.
Индикаторные измерительные приборы.
Контроль точности шага резьбы и измерение угла профиля также осуществляется на измерительных микроскопах или проекторах.
Контроль среднего диаметра внутренней резьбы может выполняться индикаторными приборами с раздвижными полупробками, индикаторными приборами с раздвижными вставками, а также на горизонтальных оптиметрах с помощью измерительных дуг для внутреннего измерения, оснащенных шаровыми измерительными наконечниками.
На большинстве заводов при расточке отверстий для предварительных измерений пользуются пробками и штих-массами, а также штангенциркулем. Установка резца для снятия стружки до требуемого размера производится по лимбу поперечного суппорта станка на основе показаний штангенциркуля. При обработке отверстий по 2-му и 3-му классам точности такой общепринятый способ измерений связан с большими затратами времени на снятие пробных стружек, а зачастую и на излишние проходы.
Измерить размеры ряда детален в процессе обработки можно с помощью индикаторного приспособления (рис. 3), которое благодаря специальной конструкции упорной планки 1, позволяет установить в удобном месте, впереди поперечных салазок суппорта, держатель 3 индикатора 4. При подаче поперечных салазок от себя штифт индикатора упирается в выступ планки 1. Винт 2 предохраняет индикатор от поломки. Это приспособление является универсальным, оно может быть применено как при расточке, так и при обточке. Для обточки упорную планку и индикатор 3 поворачивают на 180°.

Рис. 3. Индикаторное приспособление для активного контроля размеров при обработке на токарном станке.
Практика показала, что применение индикаторов и установочных колец с номинальным размером обрабатываемого отверстия, а также применение индикаторного приспособления (рис. 3) позволяет уменьшить вспомогательное время и обеспечить высокую точность измерений внутренних размеров.
При обработке отверстий необходимо по индикатору настроить резец на снятие первой стружки с припуском 0,1 — 0,2 мм на сторону, заметить показание индикатора и снять первую стружку. После этого замерить полученный размер отверстия индикаторным прибором, настроенным по установочному кольцу, имеющему номинальный размер отверстия (при настройке индикаторный прибор устанавливается на ноль).
Измерив отверстие, определяют, какой слой металла нужно снять резцом для получения окончательного размера отверстия, и по индикатору устанавливают резец для расточки отверстия на чистовой размер. Такой способ измерений упрощает расточку отверстий по 2-му и 3-му классам точности, и он вполне доступен для рабочих невысокой квалификации.
При больших партиях деталей небольшой массы иногда целесообразно сначала провести предварительную расточку всей партии деталей с припуском 0,3 — 0,5 мм на диаметр и затем за один проход, применяя жесткий резец, провести чистовую расточку.
Учитывая, что резец в процессе работы изнашивается, вследствие чего размер отверстия уменьшается, во время обработки каждой последующей детали следует проверять индикатором для внутренних измерений действительный размер отверстия уже обработанной детали и, исходя из показаний индикатора, настраивать индикаторное устройство с учетом износа резца.
Преимущество работы с индикатором заключается еще и в том, что на его показания не влияет износ резьбы винта и гайки поперечного суппорта, тогда как показания лимба зависят от степени износа резьбы.
Следует отметить, что общепринятые способы расточки отверстий не обеспечивают высокой точности. При обработке отверстия, диаметр которого меньше заданного, токарь не имеет точного представления о том, сколько сотых долей миллиметра нужно дополнительно снять для получения окончательного размера. Поэтому он часто вынужден прибегать к добавочным проходам, что значительно увеличивает затраты времени на обработку и ухудшает качество.
Применение индикаторных приспособлений дает возможность работать уверенно и с большой точностью. Использование индикатора не исключает применения предельных калибров. Проверка отверстий предельным калибром является обязательной при окончательном контроле размера.