[Гильотиной для резки металла] можно произвести качественную, точную и оперативную обрезку листового металла, профильного алюминия.
Станок традиционно представляет собой станину с подающим столом (на металлообрабатывающих компаниях используется конвейер), оборудованный ножом, ножницами, удерживающей или направляющей балкой и ограничителем глубины подачи материала.
На производствах используют станки с возвратным поддоном, в который собирается отрезанный металл.
Режущие детали обычно изготавливаются из титанового или высококачественного сплава.
Рубка листового металла задается параметрами ножниц и не поддается настройке, однако при этом листы не подвергаются термической обработке, что особенно важно при работе с мягкими металлами, такими как листы алюминия.
Разновидности гильотин
Для резки листового металла на гильотине используют два вида ножниц — вертикальные и горизонтальные (некоторые механизмы могут быть комбинированного типа). Разрезы делают в следующей очередности.
Первым делают вертикальный разрез, вторым — горизонтальный. Для горизонтального разреза дополнительно листы удерживаются боковой планкой.
В зависимости от типа привода, который приводит ножницы в движение, различаются следующие виды:
- механическая;
- гидравлическая;
- пневматическая;
- электромеханическая гильотина.
Механическая гильотина представляет собой стол с ручными ножницами. Она работает по принципу воздушной резки, поэтому опорная балка в ней отсутствует.
Рубка листового металла с внутренней стороны среза образует шов, который требует дополнительного шлифования.
Механическая гильотина должна быть изготовлена из титановой стали, чтобы во время резки металла не было изгибов. Также механическая гильотина может применяться, чтобы сделать ровный загиб листового металла.
Так как механическая гильотина приводится в действие не благодаря электроэнергии, а с помощью рычажно-пружинной системы своими руками, то требуется определенная физическая сила.
Поэтому на ней обычно осуществляется резка своими руками листов алюминия, а не высокопрочного металла. Такой станок также осуществляет рубку пластмассы, картона, оргстекла и прочих листовых материалов.
Гидравлическая машина запускается благодаря гидравлическому цилиндру, который сжимается с давлением от 4 до 120 атмосфер.
Разжимаясь, гидравлическая гильотина «заставляет» ножницы разрезать металлические листы. Главное ее достоинство — это точность разреза и рубка металла различной толщины. Обычно гидравлическая гильотина используется на промышленных предприятиях.
Пневматическая гильотина, также как и гидравлическая, в отличие от ручной механической, работает от электроэнергии и может резать уже более толстые металлы.
Рубка листового металла осуществляется благодаря подаче сжатого воздуха с помощью пневматического механизма.
Электромеханическая гильотина может иметь различную конструкцию. Рубка осуществляется благодаря электрическому двигателю, работу которого регулирует оператор или даже компьютерное оборудование.
Электромеханическая гильотина применяется для резки толстых металлов и является одним из самых продуктивных видов.
Станок для резки металла своими руками
Резка металла может производиться не только на производстве.
Если возникает необходимость разреза листов металла, например, листов профильного алюминия, и получения ровного и гладкого среза, то ручная резак-гильотина может быть сделана самостоятельно.
Такой станок основным элементом имеет винтовой пресс-струбцина, к которому подсоединяется разрезающий инструмент.
Стальное несущее основание у пресса должно быть не менее 10 миллиметров. Для того чтобы закрепить нижний нож и стол к основе, в нем делают сверлом пазы для фасонных болтов.
На эти болты надеваются направляющие трубки и привариваются к основе. Верхний нож, а точнее его лезвие, должно быть изготовлено из инструментальной стали.
Крепят его своими руками к головкам фасонных болтов и усиливающему ложементу. К основе нижний нож крепится с помощью пяти болтов.
Материалом, из которого делают стол, крышку пресса, может быть десяти миллиметровая фанера, текстолит, стеклотекстолит.
Выступающие части стяжных шпилек, которые закрепляют гайками в стоге, должны быть вровень с основой.
Резак должен быть устойчив, а для придания точности резки строго перпендикулярно к кромке нижнего ножа приклеивают линейку к столу пресса.
Работает станок, собранный своими руками, следующим образом.
Лист алюминия или другого листового металла нужно разместить на выдвижном столе и прижать к линейке. Зафиксировать своими руками, затягивая на стяжных шпильках пресса гайки, и привести в действие верхний нож с помощью гаек.
Стоимость услуг по резке
Когда возникает необходимость в использовании гильотины, вы можете сделать ее своими руками, либо приобрести готовую.
Самый простой вариант готового резака — это стационарная ручная гильотина, стоимостью ориентировочно десять тысяч рублей.
Однако ее недостаток в том, что ручная машина может резать листовой металл до 7 мм в толщину. Поэтому чаще используется для резки алюминия.
Листы профильного алюминия наиболее востребованный материал в строительстве в последнее время, его цена не высока, он прост в использовании, однако не редко требует резки.
Из производителей, ручная гильотина которых отличается высоким качеством, можно отметить Stalex, Say-Mak. Дальневосточная компания Папшер выпускает ножницы для частного пользования, в их ассортимент входит не только ручная, но и электромеханическая гильотина. Цена на приборы на российском рынке доступна для среднестатистического покупателя.
К сожалению, электромеханическая гильотина, которая используется не на производстве, а в домашнем строительстве, хоть и имеет максимальную нажимную силу в 1400 Джоулей, резать сталь электромеханическая гильотина не сможет.
Рубка стальных листов своими руками возможна только гидравлическим типом.
За услугой по резке металла можно обратиться на любое металлообрабатывающее предприятие. Это относительно дешевый способ резки, при котором обязательно шлифуют места срезов специальным шлифовальным диском.
В случае, если вы все-таки решитесь купить гильотину, а не обращаться за услугами, рекомендуем приобрести станок импортного производства по причине более высокого качества.
Например, фирма Bosh предлагает качественные ножи, функционал которых достаточно большой, цена их тоже высока, но при этом срок эксплуатации превышает срок эксплуатации аналогов в 4-7 раз.
Еще одним немаловажным свойством будет то, что производитель формирует ножи с алмазным напылением, которое позволяет длительное время не затупливать резак (примерно десять резок).
Металлообрабатывающие станки — дорогая и сложная техника, купить которую в состоянии не каждая мастерская, не говоря уже об отдельном человеке. Но многие из станков можно сделать самостоятельно. Например, ручная гильотина для резки металла своими руками — не столь и недостижимая цель. Все что нужно — умение работать со сваркой и некоторыми слесарными инструментами.
Естественно, совсем без финансовых вложений не обойтись. Ножи, к примеру, самостоятельно изготовить не выйдет никак. Это сложная деталь заводского производства, для которой требуется специальная сталь и станки для ее обработки. Но купить ножи для гильотины можно без труда на рынке, в интернете или в специализированных магазинах.

Если предлагают ножи для гильотины, отработавшие несколько лет на большом заводе, можете покупать, но с оглядкой на то, какой металл вы собираетесь резать на своем станке. Если кровельную сталь или профнастил, то покупайте без опасений. С таким заданием после заточки они справятся без труда. Но вот для резки арматуры, уголка или листа толще 1,5 мм потребуются новые ножи, без «рабочего стажа». Они стоят относительно недорого, и выбрать их можно как по длине, так и по углу заточки и высоте.
Сделанный из рессоры нож никогда не будет обладать возможностями заводского.
Многие умельцы под ножи используют различные металлические детали машин, например рессоры, сделанные из стали достаточной твердости. Но такие ножницы будут полезными только для грубого раскроя тонколистовой стали — добиться идеальной прямолинейности лезвия при отсутствии боковых отклонений в домашних условиях сложно, практически невозможно. Лучше остановиться на покупке ножей заводского изготовления. Особенности взаимодействия ножа и стального листа требуют особой прочности режущей кромки.
Возможности самодельной гильотины
Самодельная гильотина может работать как заводской станок. Это доказано конструкциями самодельных мастеров, которые способны резать металл не хуже промышленных станков. Наиболее распространены два вида гильотин — с прямым движением верхнего ножа и с угловым поворотом. Первый вид станков более точно соответствует названию — гильотина, и позволяет резать металл очень точно. Зато особенности второго типа дают возможность резать не только лист, но и арматуру, уголок довольно больших размеров.
Ограничения по размеру установлены на установки для резки металла своими руками чисто естественными причинами. В отличие от промышленных, которые имеют гидравлический, электрический или пневматический привод, самодельные оснащаются только механическими рычагом или педалью, а толщина раскраиваемого металла зависит от физической силы оператора.
Электромеханический привод можно смонтировать и в условиях кустарной мастерской, но гидравлику и пневматику установить очень сложно. Это доступно только мастерам высшей квалификации.
Гильотина своими руками может резать:
- листовую черную и оцинкованную сталь толщиной до 1,5 мм;
- алюминий;
- нержавейку до 0,6 мм;
- пластик;
- картон.
Конструирование самодельного станка должно учитывать особенности уже работающих конструкций. Описание одного из вариантов гильотины приведено ниже.
Основные части гильотинных ножниц
Гильотина по металлу своими руками состоит из таких основных частей:
- станины;
- рабочего стола;
- вертикальных направляющих;
- зубчатых реек;
- редуктора;
- рычага (педали);
- линейки.
Рабочий стол
Основанием служит металлический стол из плиты толщиной не менее 10 мм. Деревянный щит, даже большой толщины использовать нежелательно. Дерево пружинит и может коробиться при перепадах влажности, а для резки металла важно, чтобы станок находился в строго определенном положении.
К плите привариваются две направляющие трубки круглого или прямоугольного сечения, или прутка, по которым будет двигаться верхняя балка с ножом. Если используется трубка, то она должна быть толстостенной.
Чтобы при сваривании трубка не деформировалась, внутрь следует установить болт меньшего диаметра или стальной пруток.
Направляющие должны быть строго параллельными между собой и перпендикулярными по отношению к плоскости стола.
Горизонтальная балка, к которой будет крепиться верхний нож, должна перемещаться по направляющим без сопротивления, но и без люфтов. Это обеспечат наваренные на торцы или вмонтированные в балку втулки, в которые и вставляются направляющие с минимальным зазором. Внутренняя часть втулки и поверхности направляющих шлифуются и смазываются.
Привод
Вертикальное усилие на балку передается посредством зубчатых реек, приваренных на торцах. Для обеспечения равномерного движения балки, рейки должны быть по обе ее стороны. Усилие на рейку передается с шестерни, соединенное непосредственно с рычажным механизмом, или с редукционной шестерней. Используя различное соотношение рычагом и диаметры шестерней, можно добиться желаемого усилия на ноже при минимальном воздействии на привод.
Чтобы обе приводные шестерни вращались равномерно, они соединены валом, который проходит под столом. Вместо приводного рычага можно использовать педаль. Чтобы балка не опускалась самостоятельно, устанавливаются фиксаторы верхнего положения или возвратные пружины.
Ножи, как уже упоминалось, используются промышленного изготовления. Они заточены в заводских условиях под определенным углом, который необходимо сохранять при повторной заточке. Они закрепляются на станине и балке болтами, отверстия под которые предусмотрены при изготовлении.
Зазор между ножами регулируется в пределах 0,1-0,7 мм, в зависимости от толщины листа.
На заводских гильотинах наклон верхнего ножа от вертикали регулируется и составляет 1-3 0 . В домашних условиях такой точности добиться невозможно, поэтому нож устанавливается строго вертикально. При небольших толщинах обрабатываемого листа незначительное увеличение требуемого усилия практически незаметно.
Сабельные ножницы
Разновидностью ножниц для металла, работающими по принципу гильотины, является станок, в котором верхний нож движется не по направляющим, а по дуге, вокруг поворотной оси, на которой закреплен один из концов ножа. По своей конструкции он напоминает фоторезак, который когда-то использовался для обрезки фотографий.
Второй конец ножа соединен непосредственно с рукояткой рычага. Нож действует на лист металла не одновременно по всему резу, а постепенно, что позволяет раскраивать металл значительной толщины при не слишком большом усилии. Регулируя зазор между ножами можно добиться довольно приличных результатов по точности реза и отсутствию боковых деформаций в рабочей зоне.
Как правило, верхний нож ставиться на подшипник и силы трения не увеличивают усилия оператора, необходимого для резки.
Гильотина, гильотинные ножницы — механическое устройство для резки материалов, имеющие в своей конструкции косой подвижный нож, двигающийся в одной плоскости без изменения угла наклона. Основное преимущество резаков гильотинного типа состоит в том, что в момент реза, давление на разрезаемый материал производится не по всей длине реза, что снижает требуемое усилие. Чем больше угол наклона, тем меньше усилие и хуже качество реза. Гильотина — это общее название механизмов, служащих для обрубания кабелей, резки металлических листов, бумаги и других операций, связанных с рубящим движением.
Основное назначение механической гильотины – рубка листового материала на заготовительном производстве. Ножницы предназначены для выполнения прямолинейных резов, вырезы таким инструментом не выполняются. Для удержания материала во время реза, некоторые гильотины имеют в своём составе прижим – пресс с механическим или гидравлическим приводом. Пресс снижает эффект вытягивания материала из под ножа и рез получается ровнее. Кроме того, наличие прижима позволяет с успехом резать стопки материала. В типографиях гильотины с прижимом применяются для форматирования (нарезки) больших кип бумаги.
3D-модель, чертежи и описание гильотины Го1

3D-модель и чертежи механической гильотины для резки профнастила

Листовые материалы для холодной штамповки в большинстве случаев предварительно режут на полосы или заготовки необходимых размеров. Резка полос является заготовительной операцией и проводится на ножницах следующих типов:
- рычажных;
- гильотинных; дисковых (роликовых);
- вибрационных;
- на специальных отрезных штампах.
Процесс резки листового материала ножницами состоит из трех последовательных стадий:
На срезанной кромке листа четко выделяются две зоны: узкая блестящая полоска, соответствующая пластической стадии, и более широкая, матовая, зона скалывания. При резке толстого материала получается S-образная форма скола.
Различные способы резки листового металла и типы режущих инструментов приведены в табл. 8.1
Таблица 8.1. Способы резки листовых материалов
Тип ножниц и схема
Рабочие элементы режущих инструментов
Гильотинные и рычажные

для гильотинных ножниц φ = 2 ÷ 6°;
для рычажных ножниц: φ = 7 ÷ 12°
Угол резания: Для упрощения заточки ножей допускается:

Угол захвата а 10 мм) D = (25 ÷ 30) S, h = 50 ÷ 90 мм;
для тонких материалов (S 10 мм) D = 20S, h = 50 ÷ 80 мм; для тонких материалов (S 10 мм) D = 12S, h = 40 ÷ 60мм;
для тонких материалов (S
Угол створа φ= 24 ÷ 30°
Резка криволинейных заготовок по разметке или шаблонам с малым радиусом (до r = 15 мм). Толщина материала до 10 мм

Передний угол β= 2 ÷ 3°
Угол створа φ= 0
Резки полос на штучные заготовки
Самая распространенная нарезка листов на гильотинных ножницах.
В цехах металлоконструкций и заготовительных цехах некоторых заводов производится резка сортового и профильного проката на специальных пресс-ножницах усилием до 1600 тс при наибольшем размере сечения 250х250 мм.
Определение усилий при резке ножницами делают по формулам, приведенным в табл. 8.2.
Учитывая наличие изгиба при резке, а также неравномерность толщины и притупления ножей, расчетное усилие увеличивают на 30% и полное усилие резания принимают равным 
P = LS 




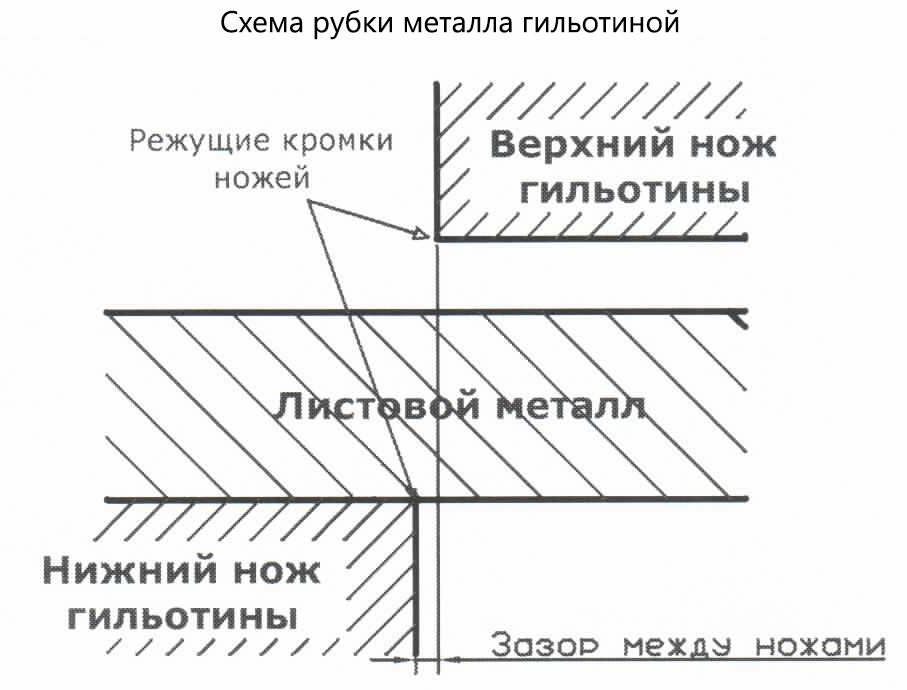
Обозначения: На рисунке обозначены:
В производственных условиях усилия резания гильотинными ножницами обычно не подсчитывают, так как в паспорте ножниц имеются указания о предельной толщине и наибольшей длине разрезающихся стальных листов (

Рисунок 8.1. Схема резки листового металла на гильотинных ножницах
Процесс резки дисковыми ножницами осуществляется вращающимися круглыми ножами. Верхние и нижние дисковые ножи вращаются принудительно в разные стороны с одинаковой угловой скоростью. Разрезаемый материал, передвигается за счет трения металла о ножи.
Дисковые ножницы подразделяются по количеству ножей на одном диске (второй нож – неподвижный – выполнен в виде полосы и прикреплен к столу),
В штамповочных цехах используются главным образом парно-дисковые и многодисковые ножницы (Далее “ножницы” – “Н.”; ).
Парнодисковые ножницы имеют два вращающихся ножа – верхний и нижний. Они бывают трех типов:
с параллельным расположением ножей (осей);
с одним наклонным ножем; двумя наклонными ножами.
Первая группа Н. (рис. 8.2, а) применяется для резки листов на полосы и для вырезки круглых заготовок с выходом на край листа (из материалов толщиной в основном от 2,5 до 30 мм) со скоростью резания от 20 до 5 м/мин . Скорость резки листов толщиной ниже 2,5 мм достигает 60 – 90 м/мин.