- Эксперты нашего сайта рассказывают о нюансах и особенностях ручной дуговой сварки
- Инверторная сварка своими руками
- Что необходимо для работы сварщика
- Электрододержатель (держак) и масса
- Какие нужны электроды
- Готовим свариваемые элементы
- Положения при сварочных работах своими руками
- Способы сварки: внахлест, встык, тавровая и угловая
- Настройка сварочного инвертора
- Начинаем сварочные работы своими руками
- Что надо знать, формируя сварочную ванну
- Сварочные работы своими руками ВИДЕО
- Подготовительные работы
- Возбуждение сварочной дуги
- Первые шаги
- Как делаются валики
- Техника получения хорошего сварного соединения
- Как продолжить сварку после её остановки?
- Как получаются вертикальные швы
- Как электросваркой сварить потолочный шов
- Как варятся угловые швы
- Как варятся стыковые швы
- Подбор сварочных электродов
- Зачем прокаливают электроды
- Заключение
Эксперты нашего сайта рассказывают о нюансах и особенностях ручной дуговой сварки
Сварка по праву считается одной из самых распространённых технологий соединения металла. Без сварочных работ не обходится ни одно строительство, а сварочный аппарат является незаменимой вещью в арсенале любого домашнего мастера. Сварить ворота, забор, арматурный каркас, приварить петли, собрать основу для теплицы, вольера для собаки, поставить калитку – сварке везде найдётся применение.

Также сварочные работы являются одним из главных технологических элементов холодной ковки. Но с чего начать сварку, а главное – на какие нюансы необходимо обратить внимание? В этом материале мы ответим на следующие вопросы:
- Как выбрать сварочный аппарат.
- На каком токе варить.
- Какая потребуется оснастка.
- Как получить качественные сварные швы.
- Как варить разные металлы.
Сварочные работы – необходимый теоретический минимум
Учиться сварке нужно по самой распространённой технологии – ручной дуговой сварке (коротко ММА – от английского сокращения «Manual Metal Arc»). Причём варить надо, используя инверторный сварочный аппарат. Почему именно инвертор? Инверторы выдают постоянный ток с высокой степенью стабилизации. Они имеют небольшой вес, портативны (можно переносить, перебросив ремень через плечо). Позволяют осуществить все настройки «под себя» даже начинающему сварщику. Инверторы, в отличие от обычного сварочного трансформатора, хорошо выдерживают перепады напряжения, а в процессе работы не «просаживают» слабые электрические сети.

Существуют и более продвинутые технологии сварки. Например, TIG (сокращение от Tungsten Insert Gas). Это – ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (аргона).

И MIG-MAG (Metal Inert/Active Gas). Это – ручная дуговая сварка с автоматической подачей плавящегося металлического электрода (присадочной проволоки) в защитной среде инертного/активного газа.

Данные типы сварки, в силу высокой цены на используемое оборудование и оснастку и требований к квалификации сварщика, больше подходят для профессиональных работ в ремонтных мастерских или на предприятиях. Например, для кузовного ремонта автомобиля, реставрационных работ, сварки тонких металлических деталей, соединения цветных металлов с повышенными требованиями к качеству шва.

Для выполнения большинства работ «на даче» оптимально подходит ручная дуговая сварка с использованием инверторного сварочного аппарата.

Но, несмотря на кажущуюся простоту (купил инвертор и вари), есть множество нюансов, которые необходимо учесть для получения качественного и прочного шва. Начать следует с выбора сварочного аппарата. Как это сделать?
На дачном участке чаще всего приходится заниматься сваркой так называемых «чёрных» металлов. Отсюда: сначала определяемся с видом и толщиной металла, который предполагается варить. От этого зависит тип и диаметр сварочного электрода. Диаметр сварочного электрода определяет величину сварочного тока. И уже затем, в зависимости от этой величины, выбираем сварочный инвертор.

Зависимость диаметра электрода от толщины металла представлена в следующей таблице.

Чем толще металл, тем больше берётся диаметр электрода, и тем больше должен быть ток у сварочного аппарата. У каждого электрода (в зависимости от его диаметра) есть нижний предел силы тока. Если уменьшить ток ниже этого предела, то качественного сварочного шва уже не получить. Для наглядности, настройка силы сварочного тока сведена в эту таблицу.

Перед началом сварочных работ также следует прикинуть допустимую нагрузку на вашу электрическую сеть.
При токе около 110А потребляемая мощность инвертора составит от 3 до 4 кВт. В обычной электрической сети стоят предохранительные автоматы на 16А, в 3.5 кВт. Соответственно, при превышении данных величин, автомат отключит электричество. Вывод: либо не превышать допустимую мощность, либо, если есть необходимость варить на больших токах, например, электродом в 5 мм т.н. «пятёркой», ставить более мощный автомат и увеличивать сечение проводки.
Для большинства работ при строительстве подходит сварочный аппарат с максимальным сварочным током на 140 ампер (аппарат лучше брать с небольшим запасом по току, на 160-165А, а не впритык). Мощности такого инвертора за глаза хватит, чтобы вести сварку одним из самых ходовых электродов диаметром в 3 мм – т.н. «тройкой».

Следующий фактор, оказывающий влияние не только на выбор инвертора, но и на удобство работы с ним – это ПВ (Продолжительность включения). Почему важно обратить внимание на данный показатель? ПВ определяется как отношение времени работы сварочного аппарата под нагрузкой (чистое время сварки) к общему периоду времени цикла сварки (время сварки + время паузы).
За общее время цикла сварки обычно принимается:
- По евростандарту – 5 минут при 40 °C.
- В России – 10 минут при 20 °C.
Оптимальное значение ПВ составляет 60%. Т.е. работаем 6 минут (при 10 минутном цикле) – 4 минуты отдыхаем. Если ПВ меньше 60%, например, составляет всего 15%, то это означает, что через 1.5 минуты работы потребуется сделать отдых на 8-9 минут. Это приведёт к простою в работе. Попытка увеличить непрерывное время работы приводит к срабатыванию тепловой защиты аппарата.
Если ПВ сварочного аппарата составляет 60% на максимальном токе, то этого более чем достаточно для работы даже в условиях повышенной температуры. На практике сварка не ведётся непрерывно в течение этих 6 минут (электрод столько не горит), а с перерывами, необходимыми для замены электрода, очистки рабочего шва от шлака, визуального контроля свариваемых деталей.

Практика сварочных работ
Качественная сварка начинается с подготовки рабочего места и необходимых приспособлений. Лучше всего для этого обзавестись сварочным столом. На нём размещаются металлические заготовки и крепёжные приспособления: струбцины, уголки и т.д., с помощью которых фиксируются свариваемые детали.


По личному опыту могу сказать, что в сварке иногда очень нужна плоскость, т. е. ровная поверхность, на которой можно что-то сварить. Привязываться нужно к этой плоскости. Свой первый сварочный стол я сделал из металлического листа 1250х2500х3 мм, высотой 75 см. В качестве ножек использовал профильную трубу 20х40х2 мм.
В качестве столешницы можно использовать любой кусок металла. Например, берём лист 1000х2000х4 – это будет столешница. Из другого листа меньшего размера – 1000х2000х2 мм – делаем среднюю полку.

При самодельном конструировании и изготовлении сварочного стола открывается большой простор для творчества. Качество сварки во многом определятся удобством работы за столом. Соответственно, многие мастера делают сварочный стол «под себя».
Идём дальше. Первый помощник любого сварщика – это всевозможные струбцины, крепёжная оснастка и уголки. Без них невозможно закрепить свариваемые детали на столе, соблюсти необходимые допуски и геометрию изделия. Пользователи FORUMHOUSE предпочитают струбцинам заводского изготовления самодельные, сделанные для каждого конкретного случая сварки. Это оправдано при больших объёмах работы.



Сварочные работы подразумевают сварку швеллера, уголка, трубы и т.д. В каждом конкретном случае струбцина уникальна.

Хорошо продуманная и сделанная струбцина превращается в третью, по-настоящему универсальную «руку» сварщика.

Одна из главных сложностей любого начинающего сварщика – соблюдение прямых углов у свариваемых деталей. Нередки случаи, когда тщательно размеченные и нарезанные заготовки (например, прямоугольный металлический каркас) после сварки «ведёт», и он превращается в параллелограмм. Как этого избежать?
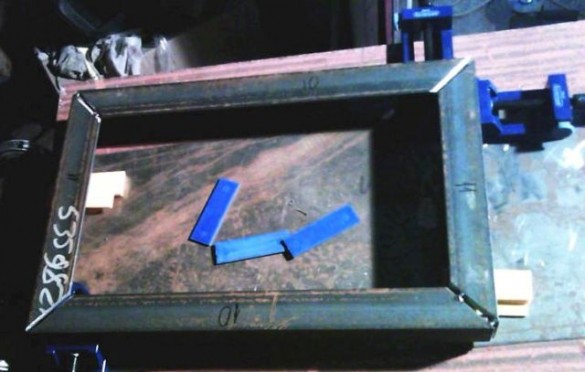
Металл при остывании сжимается. С какой стороны больше швов, и где они толще, туда и поведёт металл. Поэтому сначала необходимо временно прихватить свариваемые изделия, а не варить начисто каждую сторону. Для фиксации углов под 90 градусов вместо уголков можно использовать металлические «косынки» или укосины из профильной трубы. Причём укосины привариваются не встык, а внахлёст.

Ещё одно правило: если уголки и струбцины помогают выдерживать прямой угол, то плоскостность изделия может обеспечить только сборка на ровной поверхности. Перед началом сварки необходимо проверить диагонали, если они ушли, вносятся соответствующие корректировки. Для контроля прямых углов можно использовать самодельные угольники.

Также при сварке пространственных, не несущих повышенной нагрузки конструкций – вольера для собаки, каркаса под теплицу и т.д. – не стоит увлекаться тотальной проваркой всех мест, т.к 1 кв.мм сварочного шва выдерживает нагрузку примерно в 40 кг. Чем меньше в подобных конструкциях швов (в разумных пределах), тем меньше вероятность, что после остывания металла их поведёт.

Я варил петли у ворот. Сначала прихватил 2 половинки створок, проверил лёгкость открытия – открываются легко. Затем обварил петли сплошным швом, проверяю лёгкость открытия – открываются туго. Что я сделал не так?

Это может произойти из-за того, что не совпала ось верхней и нижней петель, металл повело, петлю при сварке перегрели, потерялась её геометрия.

Если после прихватки ворота открывались без проблем, а после проварки нет – значит, петли тянет из-за возникновения остаточных сварочных напряжений.
Боремся с этим так:
- сперва петли привариваем к воротам, когда они лежат на сборочном столе;
- правильно располагаем и прихватываем все детали;
- закладываем соответствующие зазоры (около 2 мм) между петлёй и столбом;
- петель должно быть 2 на каждую сторону (а не 3 или 4), так проще соблюсти соосность;
- для компенсации сварочных деформаций провариваем петли к коробке и полотну ворот крест-накрест.
Сварка чугуна
Сварка чугуна считается непростой задачей. Чаще всего электродуговую сварку чугуна осуществляют «горячим» методом. Для этого свариваемые заготовки предварительно нагревают до 600-650°С. В дачных условиях, для сваривания не особо ответственных конструкций, можно использовать т.н. «холодный» метод сварки – без предварительного нагрева деталей и используя специальные электроды.

Чугун можно варить электродами для нержавейки. Сколько я ими варил, ничего не треснуло, не отлетело. «Уоньками» на «прямой» полярности тоже варится, а вот если рутилом, то сварка трещит по шву.
Более подробно о видах электродов рассказывается в статье «Доборные элементы для сварки» .

Я свариваю чугун так: зачищаю место сварки, разделываю кромки и свариваю деталь либо ЦЧ4, либо УОНИИями. От смены полярности разницы не увидел. Сварку веду на минимальном токе, периодически остужая свариваемые детали на воздухе.
При сварке чугуна «на холодную» нельзя допускать перегрева свариваемых деталей. Поэтому сварку ведут короткими участками, длиной по 30-40 мм, не проваривая всю деталь за один раз, с тщательной проковкой полученных швов молотком. Проковка металла снимает остаточное напряжение в металле, что предотвращает появление трещин в сварном шве.

Также важно подготовить деталь перед сваркой – сделать разделку трещины.

Я как-то уронил на пол чугунный казан. Появилась трещина в 5 см, казан выбросить жалко, я решил заварить его.
Форумчанин поступил так:
- нашёл конец трещины;
- засверлил конец трещины сверлом на 4 мм и разделал трещину (снял фаски под углом) болгаркой, диском толщиной 3 мм;
- сварка велась электродом ЦЧ диаметром 3 мм;
- получившийся шов форумчанин зачистил болгаркой с зачистным диском.
Если нет специальных электродов, то можно сделать самодельный, навивая поверх электрода, предназначенного для сварки стали (УОНИ 13/45, АНО-4), по спирали медную проволоку диаметром 1.2-2 мм.
Сварка оцинкованного металла

Я решил сварить из оцинкованных труб лестницу. Столкнулся с проблемой – не получается проварить детали с первого раза. Цинк перед сваркой снимал зачистным кругом. Какие ещё есть секреты?


Оцинкованные трубы – это такой же чёрный металл, только покрытый цинком. Место сварки зачищать надо до блеска, полностью сняв слой цинка. Место, куда цепляется «крокодил», также нужно зачистить и надёжно зафиксировать на трубе.
Если цинк нельзя удалить, то нужно вдумчиво подойти к выбору электродов. Для сварки низкоуглеродистых сталей лучше использовать электроды с рутиловым покрытием. Например:
Для сварки низколегированных сталей – электроды с покрытием основного типа:
Варят, совершая электродом возвратно-поступательное движение. Это способствует предварительному выгоранию цинка. Если слой цинка на заготовке составляет более 40 мкм, то для получения качественного шва слой цинка необходимо полностью удалить.
Удлинитель для сварочного инвертора
Часто необходимо вести сварочные работы на большом удалении от электрической сети (например, при сварке забора). Необходим удлинитель метров на 30-50, а то и больше. Какое сечение провода выбрать для нормальной работы сварочного инвертора? Опираясь на практический опыт форумчан, можно сделать вывод: для удлинителя берём медный гибкий (многопроволочный) двухжильный провод. Сечение жилы провода – 2.5 мм2. Если предполагается заземление, то берём трёхжильный провод того же сечения. Нагрузку подключаем на отдельный автомат защиты на 16 или 20А.

Я сделал себе удлинитель из провода ПВС 2х2.5мм2 длиной 40 метров. Для мгновенного контроля за напряжением в сети и выбором тока сварки применил цифровой вольтметр. Протягивал спарку из двух таких удлинителей до 70 метров. Судя по показаниям вольтметра, потери напряжения были не более 15-17В.

И в завершение статьи – памятка для начинающего сварщика от FORUMHOUSE:
- Начинать учиться варить лучше всего, выполняя шов по горизонтальной поверхности, в нижнем положении. Это позволит быстро набить руку и научиться контролировать сварочный процесс.
- Перед началом сварочных работ металл необходимо очистить от загрязнений, ржавчины, краски, иначе не добиться качественного шва.
- Электроды держим сухими. Состав сердечника должен быть схож с составом свариваемого металла.
- Наклон электрода при сварке выдерживаем примерно в 45 градусов, расстояние от электрода до металла – 2-3 мм.
- Вести электрод можно углом вперёд и углом назад. Если электрод вести углом назад, то проплавление будет глубже. Если углом вперёд, то проплавление будет меньше, а шов шире.

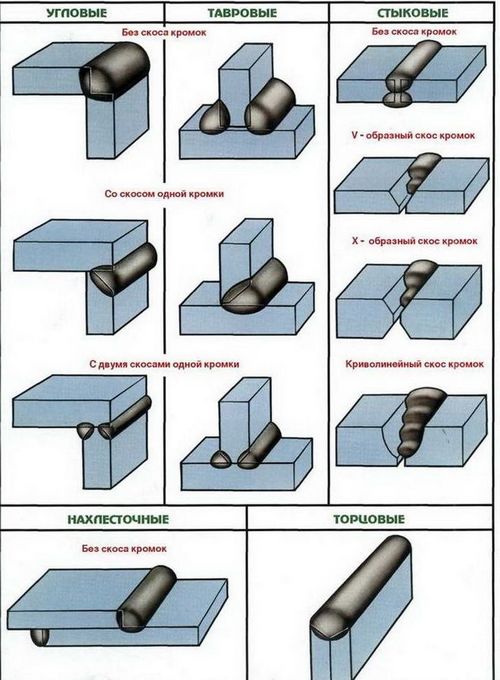
Стыковое сварочное соединение. Если толщина металла у стыкуемых заготовок больше 5 мм, то перед сваркой у заготовок необходимо снять фаски. У свариваемых встык деталей выдерживаем зазор в 1-2 мм. Сначала прихватываем заготовки, используя зажимные приспособления, и только потом провариваем их по всей длине.

Угловое/тавровое сварочное соединение. Сварочный шов имеет вид треугольника. Для получения качественного шва его толщина должна быть равна толщине свариваемого металла. Если за один проход невозможно проварить необходимую толщину шва (металл толстый), делаем несколько проходов.

Сварка вертикального шва. При данном типе соединения выставляется меньший ток (подбирается индивидуально), чем, например, при сварке по горизонтали. Иначе металл сильно нагреется и потечёт, а качественный шов не получится. Вести электрод лучше снизу вверх, т.к. в данном случае расплавленный металл удерживается уже застывшим снизу металлом.

Сварка на прямой и обратной полярности.
Прямая полярность: к "+" инвертора подключается масса. Держак подключается к "-".
Обратная полярность: масса подключается к "-". Держак – к "+".

При сварке на обратной полярности на электроде выделятся больше тепла, а нагрев детали уменьшается. Это означает, что на прямой полярности лучше варить толстый металл. И наоборот – обратная полярность лучше подходит для сварки тонкого металла.

Какой выбрать сварочный аппарат, можно узнать из этой темы. Какие электроды не стоит покупать, рассказывается здесь. Понять, какую маску купить для сварки, можно, прочитав эту тему. Форумчане также помогут выбрать удобный электродержатель. Научится работать со сварочным аппаратом можно, пройдя по этой ссылке.
Дело в том, что для выполнения простых (бытовых) сварочных работ не требуются глубокие знания и опыт, поскольку здесь электродуговая сварка просто заменяет крепеж – болты, винты и т.д. Сварщик-новичок не сможет качественно сварить водопроводную или газовую трубу, но там, где качество сварного шва не первостепенно, у него все получится.

Инверторная сварка своими руками
Разумеется, новичку не нужно покупать какое-то сложное и профессиональное оборудование, для дачных нужд вполне достаточно купить недорогой сварочный инвертор, с помощью которого можно выполнить самый распространенный вид сварки – ручной электродуговой (MMA). Этот вид применяется для сварки деталей из углеродистой конструкционной стали. Для инверторной сварки своими руками используются штучные покрытые электроды.

Что необходимо для работы сварщика
Сварочные работы являются достаточно вредным видом производства, поэтому стоит позаботиться о защите глаз и рук в первую очередь. Для глаз используют маску со светофильтрами, которые защищают зрение от вредного излучения и при этом позволяют видеть место сварки. Светофильтры имеют разную степень затененности и делятся по номерам, в зависимости от интенсивности дуги. Более подробно о маске мы писали в статье «как выбрать сварочную маску».
Для защиты рук используют краги – специальные рукавицы или перчатки, которые можно купить в любом строительном магазине. Кроме того, можно также купить сварочный костюм или фартук, а также обувь, которая выдержит попадание искр.
Электрододержатель (держак) и масса
Провод электрододержателя или в простонародье держака должен быть из меди большого сечения, и чем выше ток, тем больше сечение. Бытовые инверторы не обладают большой мощностью, поэтому для них пойдут провода, рассчитанные на ток до 200 А. В большинстве случаев покупать провода не требуется, так как они идут в комплекте с инвертором.


Какие нужны электроды
Марок и типов электродов великое множество, но для бытовой сварки достаточно марки ОЗС, либо АНО и МР. Диаметр электрода – «двойка» или «тройка», в зависимости от толщины свариваемых деталей, чем толще детали, тем большим должен быть диаметр электрода и ток для инвертора.

Материал толщиной до трех миллиметров сварит электрод «двойка», от 3 до 5 мм – «тройка», четырех миллиметровый стержень вряд ли пригодиться, так как домашняя электросеть просто не выдержит такой нагрузки, да и задач таких, как правило не стоит. Ну а о «пятерке» в нашем случае и говорить не стоит.
Готовим свариваемые элементы
Прежде чем приступать к сварке, места стыковки деталей необходимо очистить от грязи и ржавчины, удалить влагу. Если толщина детали более 3 мм, то лучше с кромок снять фаску, это позволит более качественно сварить элементы, что важно, особенно для новичка. Рекомендуем не экономить на времени и хорошо подготовить свариваемые детали.

Положения при сварочных работах своими руками
Конечно же, наиболее удобное положение для производства ручной дуговой сварки – сварка «в нижнем положении», то есть когда сварочный шов проходит по горизонтальной плоскости. Так процесс сварки проходит с полным контролем сварочной ванны, расплав и присадочный металл электрода ровно ложиться в сварочный шов. Именно поэтому опытные сварщики советуют новичка начинать свою сварочную «карьеру» с варки на столе, а не пытаться сразу варить конструкцию на месте из неудобных положений.
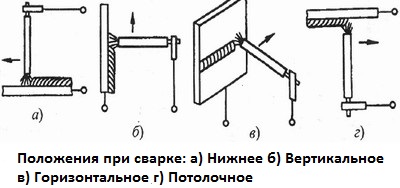
Часто приходится варить в вертикальном положении, либо горизонтально на вертикальной поверхности, это не очень удобно и в целом сложнее горизонтального положения. Вести шов лучше с верху вниз короткой дугой, при этом сварочную ванну делают небольшой, чтобы расплав и металл не стекал. Иногда возникает необходимость варить снизу, то есть потолочная сварка, но она очень сложна, поэтому новичку за нее лучше не браться.
Способы сварки: внахлест, встык, тавровая и угловая
Работа сварщика предполагает несколько способов сварки деталей: внахлест, встык, тавровая и угловая. Шов ведется наклоненным электродом, кроме сварки встык, когда электрод держат практически прямо. При угловой сварке новичку рекомендуется разместить свариваемые детали «в лодочку», а не латинской буквой L, в этом случае проще добиться качественного шва с хорошо проваренными краями.
Настройка сварочного инвертора
В первую очередь необходимо выставить сварочный ток, сила которого определяется исходя из толщины электрода. Для наших целей мы используем «двойку» и «тройку», для первого рекомендуется выставить ток в 70-80 ампер, для второго типа – 100-140 ампер. Опытные сварщики довольно точно выставляют ток с первого раза, новичку же следует уделить больше времени, начиная с минимального тока и при необходимости его поднятия. В помощь придет звук сварки – булькает или гудит – сила тока выставлена не правильно, слышится потрескивание – сила тока угадана точно.
Остается еще вопрос – какую полярность выбрать для держателя электрода (держака) и массы. Поскольку инвертор использует постоянный ток, то на держак и массу можно подать как «плюс», так и «минус», что влияет на сварочный процесс. Для нас важно на держатель подать «плюс», а на массу «минус», то есть подключение обратной полярностью. В этом случае электрод греется сильнее свариваемой поверхности, что позволяет получить качественный шов. Прямая полярность (когда на электроде «минус», а на массе «плюс») применяется для сварки стальных листов, причем специальными для этих работ электродами.
Начинаем сварочные работы своими руками
Итак, все что надо для работы мы подготовили, самое время начать варить. Для первого раза лучше всего максимально упростить задачу: варим на столе в нижнем положении, детали – пластины (листовой металл) без фасок с прямыми кромками. Сварочный шов будет прямой в один слой, детали располагаем встык, используемые электроды – «двойка». Для простоты понимания сварочные работы мы разделили на этапы:
Этап первый. Все начинается с поджига дуги, для чего просто чиркаем электродом по свариваемым деталям. Данное движение напоминает поджиг спички, при этом чиркать следует с наклоном электрода к горизонту около 30-ти градусов и по направлению сварочного шва.

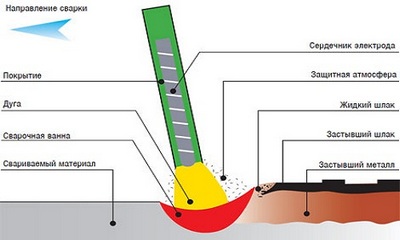
Этап второй. Разожженной дугой начинаем варить шов, для чего перемещаем ее к началу шва и ждем несколько секунд до расплавления металла. Определить, что металл расплавился просто, пятно на месте сварки приобретает желто-оранжевый цвет и покрывается рябью. Теперь остается формировать сварочную ванну, для чего электрод держим немного наклоненным в направлении шва.
Этап третий. Сварочная ванна формируется путем постепенного перемещения электрода от начала шва к его окончанию, то есть, как говорили выше, дожидаемся расплава металла и перемещаем на несколько миллиметров дальше, и так до конца шва.
Что надо знать, формируя сварочную ванну
При формировании сварочной ванны есть несколько важных деталей, которые необходимо учитывать:
Дуговой промежуток, то есть контроль расстояния между электродом и швом. Если промежуток будет большой, то мы получим нестабильную дугу и отсутствие металла для создания сварочного шва, если электрод будет «клевать» детали – получим замыкание и отключение инвертора (сработает защита аппарата). Лучше всего подобрать высоту наклоненного электрода, при котором будет происходить касание обмазки электрода с деталями.
Высота шва зависит от наклона электрода, чем более вертикально его держать, тем ниже он будет. Сварщики, как правило, стараются сделать шов вровень со свариваемыми деталями, однако новичку лучше делать шов выше, это позволит лучше контролировать его качество. Впоследствии вы сможете снизить высоту или даже выйти на профессиональный уровень, но начинать с него не рекомендуем.

Движение электрода для новичка – прямолинейное, что позволит формировать наплывы, то есть «чешуйки», которые перекрывают друг друга. В идеале должен получиться шов с мелкими чешуйками, но если это сразу не получиться – не отчаивайтесь, вы пока новичок.
Еще одна «мелочь» – скорость перемещения электрода по шву. Это действие определяется на глаз, и никак по-другому. Необходимо внимательно следить за цветом пятна под дугой, передвигаясь плавно и без спешки. Важно не передержать – чревато прожигом, и не додержать – получим не проваренный участок. Интенсивность передвижение зависит от толщины электрода, чем он тоньше, тем медленнее прогревает металл, соответственно, тем медленней его ведут по шву. В любом случае, новичку настоятельно советуем останавливаться и осматривать шов, не пытайтесь с ходу варить одной дугой (то есть выполнить шов без остановок).

Наконец, последний этап сварочных работ своими руками – завершение сварки. Для этого необходимо сделать малый круг на месте, не убирая резко электрод. Оставшийся шлак на шву отбивают молотком и зачищают металлической щеткой (после остывания, разумеется). В качественном шве не должно быть включений шлака, и к этому надо стремиться новичку.
В целом это все, что необходимо знать начинающему сварщику, остальное придет вместе с опытом.
Сварочные работы своими руками ВИДЕО
 Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
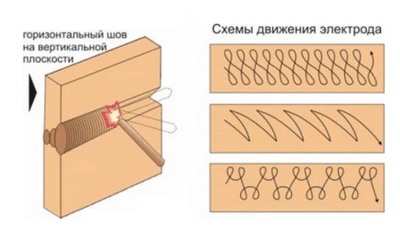
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
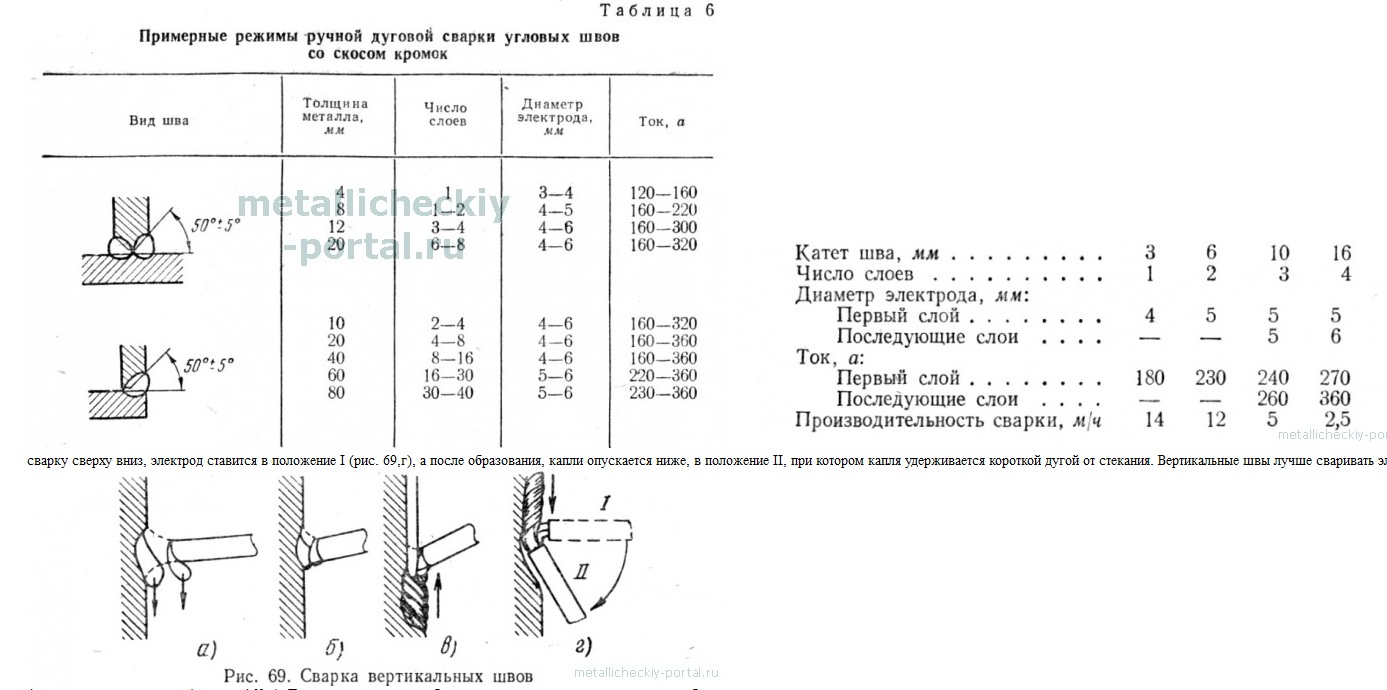
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
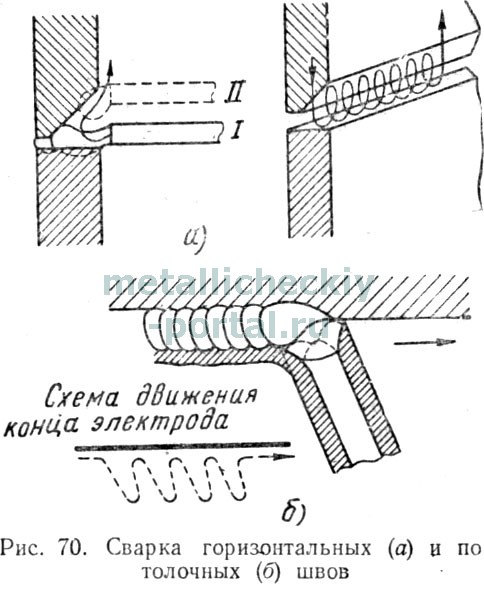
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
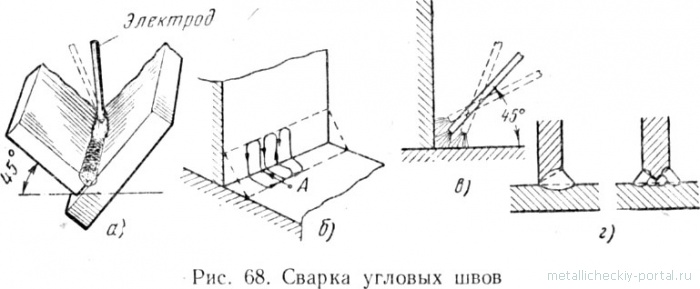
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
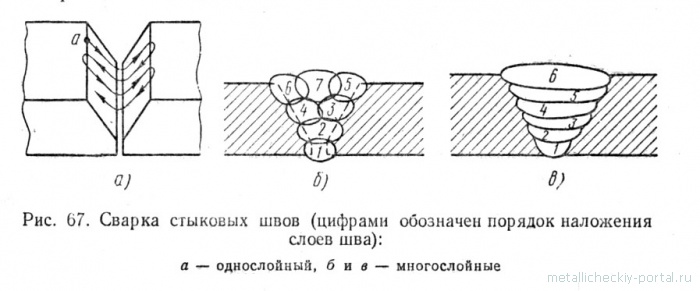
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка вертикального типа может быть:
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.

Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.