- Сведения о производителе вертикально-сверлильного станка 2Н135
- Продукция Стерлитамакского станкостроительного завода
- 2Н135 станок вертикальный сверлильный универсальный одношпиндельный. Назначение и область применения
- Хронология выпуска заводом вертикально-сверлильных станков 2135 серии с диаметром сверления до 35 мм:
- Модификации сверлильных станков 2Н135
- Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- Габарит рабочего пространства сверлильного станка 2Н135
- Общий вид сверлильного станка 2Н135
- Расположение основных частей сверлильного станка 2Н135
- Обозначение основных частей сверлильного станка 2Н135
- Расположение органов управления сверлильным станком 2Н135
- Перечень органов управления сверлильным станком 2Н135
- Кинематическая схема сверлильного станка 2Н135
- Перечень графических символов, указанных на табличках сверлильного станка 2Н135
- Коробка скоростей сверлильного станка 2Н135
- Механизм управления скоростями и подачами сверлильного станка 2Н135
- Механизм переключения скоростей и подач сверлильного станка 2Н135
- Коробка подач сверлильного станка 2Н135
- Сверлильная головка станка 2Н135
- Шпиндель в сборе вертикально-сверлильного станка 2Н135
- Электрооборудование и электрическая схема сверлильного станка 2Н135
- Описание работы электросхемы станка
- Установочный чертеж сверлильного станка 2Н135
- Приемы сверления труднообрабатываемых сплавов
- Вертикально-сверлильный станок 2Н135. Видеоролик.
Описание работы
Включением вводного автомата В1 подается напряжение на главные и вспомогательные цепи, загорается сигнальная лампа. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение "ВКЛЮЧЕНО". Нажатием кнопки Кн2 "ВПРАВО" катушка пускателя Р1 получает питание, главные контакты включают М1 на правое вращение шпинделя. Через блок-контакты Р1 включается пускатель Р5, включающий электронасос М2 и реле задержки Р12.
При нажатии кнопки КнЗ "ВЛЕВО" происходит отключение пускателя Р1, электродвигателя М1, реле Р12 после разряда конденсатора CЗ контакты реле Р12 (28-26) замыкаются и происходит включение пускателя Р2 и М1 на левое вращение. Реле Р12 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя В4 от кулачка, установленного на лимбе.
Останов осуществляется нажатием на кнопку Кн1 "СТОП", при этом отключаются пускатели Р1 или Р2, Р5, отключающие М1, М2. Через контакты реле Р12 (7-9) включается реле Р11 с последующим включением пускателей Р3 и Р4. Обмотки электродвигателя М1 подключаются через выпрямители Д1, Д2 к трансформатору Тр2, происходит динамическое торможение. После разряда конденсатора C1, C2 – отключается реле Р11, отключающее пускатели Р3, Р4 и М1 от тормозной цепи.
При переключении скоростей, если шестерни не входят в зацепление, применяют шаговый проворот ротора электродвигателя. Нажатием кнопки Кн4 "ПРОВОРОТ" включается пускатель Р4, по фазам 1C2-1CЗ протекает пониженное выпрямленное напряжение. Через сопротивление Р2 с задержкой включается реле Р11, отключающее пускатель Р4 и включающее Р3 – напряжение протекает по фазам 1C1-1C2. Такие переключения обеспечивают качание ротора и кинематики, что облегчает переключение скоростей.
Для защиты от перегрузки служат тепловые реле. Для нулевой защиты – катушки и контакты магнитных пускателей.
1.ХАРАКТЕРИСТИКА РЕМОНТНОЙ СЛУЖБЫ
1.2. Структура и оснащенность ООГМ…. ……………………………………….
1.3. Существующий на предприятии принцип организации организации ремонта………….
1.4. Замеченные недостатки в ремонтном производстве и предложения по их устранению..
2.НАЗНАЧЕНИЕ И ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА МОД.2Н135
2.1. Назначение вертикально-сверлильного станка 2Н135…………………………………….
2.2. Техническая характеристика станка 2Н135…………………………………………………
2.3. Назначение и устройство шпиндельного узла………………………….
3.ПОДГОТОВКА К РЕМОНТУ
3.1. Технологическая подготовка к ремонту…………………………………………………….
3.2. Материальная подготовка к ремонту……………………………………….
3.3. Организационная подготовка к ремонту……………………………………………………
4.3. Составление подробной дефектной ведомости……………………………………………
4.4. Разработка технологического процесса изготовления шпинделя……………….……….
4.5. Разработка технологического процесса восстановления шпинделя……………….…….
5.1. Расчёт трудоёмкости ремонта станка………………………………………………………
5.2. Расчёт численности ремонтной бригады…………………………………………………..
5.3. Разработка графика ремонта станка……………………………………………………….
5.4. Сравнительный анализ трудоёмкости двух вариантов ремонта заданной детали…….
6. РАСЧЕТ РЕМОНТНО-МЕХАНИЧЕСКОГО
6.2. Определение количества станков …………………………………………………….
6.3. Выбор оборудования по типам……………………………………………………….
6.5. Определение площадей участков и отделов …………………………………………
7.МЕРОПРИЯТИЯ ПО ОХРАНЕ ТРУДА И ТЕХНИКЕ БЕЗОПАСТНОСТИ
7.1. Мероприятия по охране труда………………………………………………………………
7.2. Мероприятия по обеспечению противопожарной безопасности …..……………
7.3. Мероприятия по охране окружающей среды…………………………………………….
Данный дипломный проект выполнен по дисциплине «Техническая эксплуатация технологического оборудования» на основании выданного задания по теме «Организация капитального ремонта вертикально-сверлильного станка модели 2Н135».
Достижение высокой производительности труда и необходимой точности выпускаемой продукции, её себестоимости, в значительной степени зависит от состояния машин и механизмов, которые используются на предприятии. Постоянное работоспособное состояние оборудования можно обеспечить, если вести систематическое наблюдение за ним и своевременно его ремонтировать. Ремонт оборудования должен не только восстанавливать их производительность, но и обеспечивать длительную бесперебойную работу.
На предприятиях осуществляется наиболее рациональная система технического обслуживания и ремонта технологического оборудования. Основой этой системы является профилактика, заключающаяся в проведении плановых осмотров и ремонтов, поддерживающих постоянную работоспособность оборудования. Весь комплекс работ по техническому обслуживанию и ремонту составляет систему планово-предупредительного ремонта (ППР).
Под службой ремонта технологического оборудования завода подразумевается комплекс подразделений, занимающихся надзором за эксплуатацией и ремонтом технологического оборудования, а именно: отдел главного механика завода, который включает цеха – ремонтно-механический (РМЦ), ремонтно-литейный и котельно-сварочный, а также цеховые ремонтные базы.
Главными задачами этой службы являются:
обеспечение нормального технического состояния технологического оборудования и его бесперебойной работы;
сокращение простоев оборудования в ремонте и потерь в производстве, связанных с выполнением ремонтных работ;
снижение расходов на ремонт;
обеспечивать ремонтные службы необходимой документацией;
разрабатывать новые методы проведения ремонта, внедрять новые прогрессивные методы и приемы и др.
Успешное решение этих задач в большей степени зависит от правильной организации службы ремонта технологического оборудования или соответствующих подразделений объединённой службы ремонта.
Однако организация ремонтного хозяйства находится на недостаточном уровне. Распыленность и индивидуальный характер ремонтного производства делают экономически неэффективным применение здесь дорогостоящего оборудования и оснастки. Кроме этого, ремонтные службы испытывают острый недостаток в современном технологическом оборудовании.
Одной из причин кустарщины в ремонтном деле – отсутствие типовых технологических процессов ремонта оборудования. Но на данный момент эти процессы уже имеются либо создаются, а их основная задача – регламентировать такие методы проведения ремонтных работ, которые гарантировали бы получение необходимого качества ремонта с наименьшей затратой средств в наиболее рациональной последовательности с применением оснастки, обеспечивающей наилучшее решение поставленной задачи.
Применение типового технологического процесса позволяет проводить параллельно ремонт отдельных узлов, не опасаясь, что несогласованность в выполнении отдельных операций приведёт к появлению неточности при общей сборке.
Одной из главных задач, стоящих перед ремонтными службами, является дальнейшее повышение качества и снижение себестоимости ремонта путем более широкого внедрения индустриальных методов и развития специализированных бригад. Максимальное использование действующего оборудования, имеющее важнейшее значение в решении задачи ускоренного развития производства, требует правильной его эксплуатации, постоянного обеспечения рабочего состояния и своевременного ремонта. В связи с этим роль слесаря-ремонтника на предприятии постоянно усложняется и требует приобретения необходимых знаний.

Сведения о производителе вертикально-сверлильного станка 2Н135
Изготовитель сверлильных станков моделей 2Н125, 2Н135, 2Н150, 2Г175 – Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого – токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
2Н135 станок вертикальный сверлильный универсальный одношпиндельный. Назначение и область применения
Станки универсальные вертикально-сверлильные 2Н135, с условным диаметром сверления 35 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания» зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Категория размещения 4 по ГОСТ 15150-69.
Разработчик – Одесское специальное конструкторское бюро специальных станков.
Хронология выпуска заводом вертикально-сверлильных станков 2135 серии с диаметром сверления до 35 мм:
- 2135 – первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А135 – следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н135, 2Н135А, 2Н135Б, 2Н135К, 2Н135Л – самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С135, 2С132 – последние модели серии. Сняты с производства в 2014 году
Модификации сверлильных станков 2Н135
Для обработки отверстий разных диаметров применяются базовые вертикально-сверлильные станки моделей: 2Н135. Последние две цифры номера каждой модели указывают наибольший диаметр отверстия в мм, которое можно сверлить на этом станке в заготовках из стали 45.
На основе базовой модели вертикально-сверлильного станка 2Н135 созданы следующие модифицированные модели:
2Н135А — вертикально-сверлильные станки с автоматизированным управлением (управление производится с помощью заранее настроенных кулачков и кнопок);
2Н135К — координатные вертикально-сверлильные станки с крестовым столом;
2Н135-1 — координатные вертикально-сверлильные станки с крулым поворотным столом;
2Н135С — специальные однопозиционные вертикально-сверлильные станки с фланцевой пинолью, служащей для крепления многошпиндельных головок;
2Н135Н — многопозиционные сверлильные станки, предназначенные для установки многошпиндельных головок и поворотных столов;
2Р135Ф2 — сверлильные станки с ЧПУ, крестовым столом и револьверной головкой и др.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 – производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 – производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 – производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 – производитель: Молодечненский станкостроительный завод
Габарит рабочего пространства сверлильного станка 2Н135
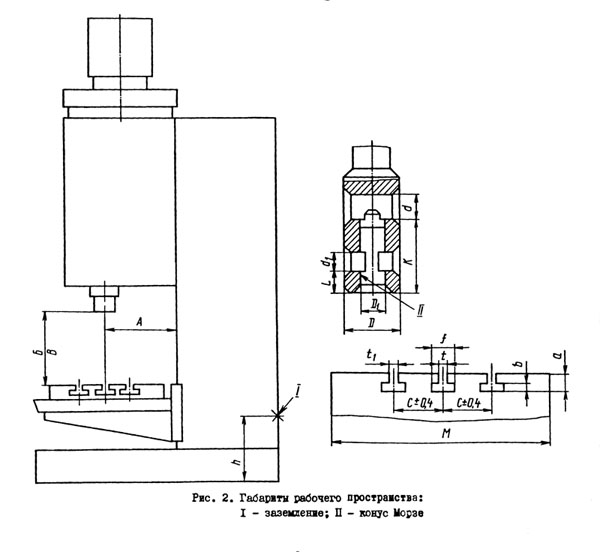
Габарит рабочего пространства сверлильного станка 2Н135
| Модель станка | Конус Морзе | А | Б | В | D | D1 | М |
| 2Н125 | 3 | 250 | 700 | 60 | 45 | 23,825 | 400 |
| 2Н135 | 4 | 300 | 750 | 30 | 60 | 31,267 | 450 |
| 2Н150 | 5 | 350 | 800 | 80 | 44,399 | 500 |
Общий вид сверлильного станка 2Н135

Фото сверлильного станка 2Н135

Фото сверлильного станка 2Н135

Фото сверлильного станка 2Н135
Расположение основных частей сверлильного станка 2Н135
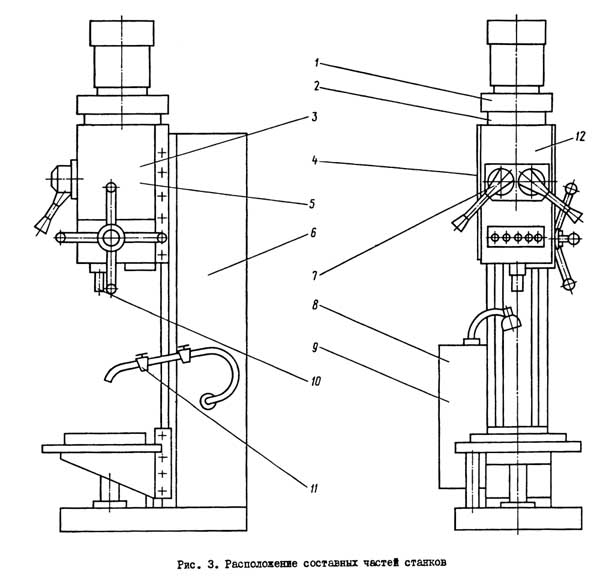
Расположение основных узлов сверлильного станка 2Н135
Обозначение основных частей сверлильного станка 2Н135
- Привод сверлильного станка – 2Н135.21.000
- Коробка скоростей станка – 2Н135.20.000
- Насос плунжерный масляный – 2Н125.24.000 для станка 2Н125
- Насос плунжерный масляный – 2Н135.24.000
- Коробка подач – 2Н135.30.000
- Колонна, стол, плита – 2Н135.10.000
- Механизм управления скоростями и подачами – 2Н135.25.000
- Электрошкаф – 2Н125.72.000
- Электрооборудование – 2Н135.94.000
- Шпиндель в сборе – 2Н135.50.000
- Система охлаждения станка – 2Н135.80.000
- Сверлильная головка – 2Н135.40.000
Колонна, стол, плита. Колонна станка представляет собой чугунную отливку. По направляющим колонны типа "ласточкин хвост" вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты – резервуар с отстойником для охлаждающей жидкости.
Расположение органов управления сверлильным станком 2Н135

Расположение органов управления сверлильным станком 2Н135
Перечень органов управления сверлильным станком 2Н135
- Табличка – "Заполнение"
- Табличка – "Слив"
- Кран включения охлаждения
- Болты для регулировки клина стола и сверлильной головки
- Рукоятка перемещения стола и сверлильной головки
- Винты зажима стола и сверлильной головки
- Табличка – "Заземление"
- Вводный выключатель
- Табличка – "Главный переключатель"
- Сигнальная кнопка СТАНОК ВКЛЮЧЕН
- Кнопка включения правого вращения шпинделя
- Кнопка включения левого вращения шпинделя
- Кнопка включения качательного движения шпинделя при переключении скоростей и подач
- Рукоятка переключения скоростей
- Кнопка СТОП
- Табличка – "Частота вращения"
- Табличка – "Менять скорость только при остановке"
- Винты зажима стола и сверлильной головки
- Болты для регулировки клина стола и сверлильной головки
- Табличка – "Подача, мм за одни оборот"
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Штурвал механизма подач
- Лимб для отсчета глубины обработки
- Выключатель освещения
- Табличка – "Охлаждение"
- Выключатель насоса охлаждения
- Кулачок для настройки глубины обработки
- Кулачок для настройки глубины нарезаемой резьбы
- Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
- Рычаг отключения механической подачи при достижении заданной глубины обработки
- Квадрат для ручного перемещения сверлильной головки
Кинематическая схема сверлильного станка 2Н135
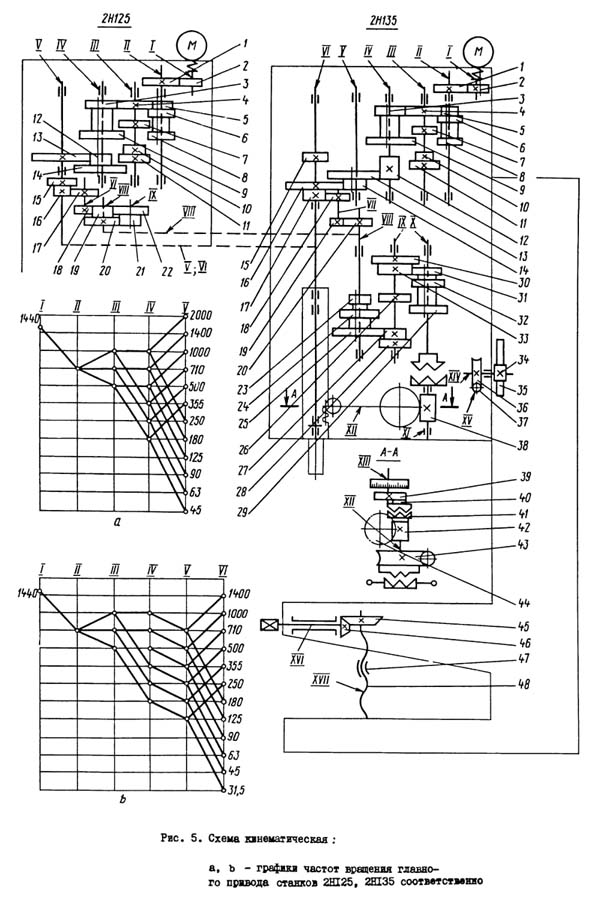
Кинематическая схема сверлильного станка 2Н135
Перечень графических символов, указанных на табличках сверлильного станка 2Н135

Перечень графических символов, указанных на табличках сверлильного станка 2Н135
Коробка скоростей сверлильного станка 2Н135

Чертеж коробки скоростей сверлильного станка 2Н135
Коробка скоростей и привод. Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.7), 7, 8. Опоры валов коробки размещены в двух плитах – верхней и нижней 4, скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту 10 и зубчатую передачу 9. Последний вал 2 коробки – гильза – имеет шлицевое отверстие, через которое вращение передается.
Через зубчатую пару 3 вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм управления скоростями и подачами сверлильного станка 2Н135

Пульт управления скоростями и подачами сверлильного станка 2Н135
Механизм переключения скоростей и подач сверлильного станка 2Н135

Механизм переключения скоростей и подач сверлильного станка 2Н135
Механизм переключения скоростей и подач. Переключение скоростей производится рукояткой 2 (рис.8), которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2Н135 и четыре для 2Н150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4.
Коробка подач сверлильного станка 2Н135

Чертеж коробки подач сверлильного станка 2Н135
Коробка подач. Механизм смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2Н125, 2Н135 и двенадцать подач на станке 2Н150. На станках 2Н125 и 2Н135 коробки подач отличаются только приводом, который состоит на станке 2Н125 из зубчатых колес 1 (рис.9), на станках 2Н125, 2Н135 – из зубчатых колес 2, 3 – соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Сверлильная головка станка 2Н135

Чертеж сверлильной головки сверлильного станка 2Н135
Сверлильная головка представляет собой отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- ручного подвода инструмента к детали;
- включения рабочей подача;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подача, используемой при нарезании резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме – полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
При ручном включении подачи штурвалом 14 (после поворота его на себя на угол 20°) зуб муфты 8 встает против впадины обоймы-полумуфты 7. Вследствие осевой силы и специальной пружины 12 обойма-полумуфта 7 смещается вправо и расцепляет зубчатые диски 5 и 6; механическая подача прекращается.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт II передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработав и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Шпиндель в сборе вертикально-сверлильного станка 2Н135

Чертеж шпинделя в сборе сверлильного станка 2Н135
Шпиндель 2 (рис.11) смонтирован на двух. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента – верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.
Электрооборудование и электрическая схема сверлильного станка 2Н135

Электрическая схема сверлильного станка 2Н135
Описание работы электросхемы станка
Включением вводного автомата В1 подается напряжение на главные и вспомогательные цепи, загорается сигнальная лампа. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение "ВКЛЮЧЕНО". Нажатием кнопки Кн2 "ВПРАВО" катушка пускателя Р1 получает питание, главные контакты включают М1 на правое вращение шпинделя. Через блок-контакты Р1 включается пускатель Р5, включающий электронасос М2 и реле задержки Р12.
При нажатии кнопки КнЗ "ВЛЕВО" происходит отключение пускателя Р1, электродвигателя М1, реле Р12 после разряда конденсатора CЗ контакты реле Р12 (28-26) замыкаются и происходит включение пускателя Р2 и М1 на левое вращение. Реле Р12 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя В4 от кулачка, установленного на лимбе.
Останов осуществляется нажатием на кнопку Кн1 "СТОП", при этом отключаются пускатели Р1 или Р2, Р5, отключающие М1, М2. Через контакты реле Р12 (7-9) включается реле Р11 с последующим включением пускателей Р3 и Р4. Обмотки электродвигателя М1 подключаются через выпрямители Д1, Д2 к трансформатору Тр2, происходит динамическое торможение. После разряда конденсатора C1, C2 – отключается реле Р11, отключающее пускатели Р3, Р4 и М1 от тормозной цепи.
При переключении скоростей, если шестерни не входят в зацепление, применяют шаговый проворот ротора электродвигателя. Нажатием кнопки Кн4 "ПРОВОРОТ" включается пускатель Р4, по фазам 1C2-1CЗ протекает пониженное выпрямленное напряжение. Через сопротивление Р2 с задержкой включается реле Р11, отключающее пускатель Р4 и включающее Р3 – напряжение протекает по фазам 1C1-1C2. Такие переключения обеспечивают качание ротора и кинематики, что облегчает переключение скоростей.
Для защиты от перегрузки служат тепловые реле. Для нулевой защиты – катушки и контакты магнитных пускателей.
Установочный чертеж сверлильного станка 2Н135

Установочный чертеж сверлильного станка 2Н135
Приемы сверления труднообрабатываемых сплавов
К числу труднообрабатываемых сплавов относятся жаропрочные, титановые нержавеющие и т. п. стали. При сверлении их стандартным сверлом образуется сильно деформированная заклинивающаяся в канавках сверла ленточная стружка, вызывающая возникновение больших сил резания. Это влечет за собой увеличение вибраций сверла, вредно сказывающееся на состоянии его режущих кромок, которые быстро затупляются. Поэтому труднообрабатываемые сплавы нужно сверлить с учетом следующих рекомендаций:
- 1. Применять специальные укороченные (по сравнению со стандартными) сверла, длина которых не должна превышать их диаметр более чем в 4—5 раз.
- 2. Не применять сверла, укороченные в результате переточки стандартных сверл. Укорочение стандартного сверла приводит к увеличению длины поперечной режущей кромки вследствие того, что толщина перемычки возрастает по мере приближения к хвостовику.
- 3. При отсутствии специальных укороченных сверл можно на стандартные сверла надевать и закреплять жесткие разрезные втулки с внутренним диаметром, равным диаметру сверла, и наружным, равным 35..60 мм. Втулка должна быть закреплена вплотную к торцу патрона или шпинделя станка. Длина втулки зависит от длины сверла, но желательно, чтобы часть сверла, выступающая из втулки, по длине не превышала диаметр сверла более чем в 5..6 раз.
- 4. Чтобы повысить стойкость сверла, ширину его направляющих ленточек надо уменьшить до 0,2..0,4 мм, задний угол увеличить до 12° и применять двойную заточку.
- 5. Чтобы предотвратить заклинивание стружки, следует на задней поверхности сверла прорезать стружкоделительные канавки (рис. 86), разделяющие стружку по ширине на несколько частей; это улучшает условия отвода ее из отверстия.
- 6. Чтобы при выходе из отверстия стружка не наматывалась на сверло, применяют специальный стружкодробитель, представляющий собой конический колпачок, закрепляемый на сверле. Стружка, упираясь в колпачок, ломается на короткие спирали.
- 7. Сверление вести только с применением смазочно-охлаждающих жидкостей. Для жаропрочных сплавов рекомендуется 50%-ная эмульсия или водный раствор хлористого бария с добавкой 1%-ного нитрата натрия, для титановых сплавов — касторовое и осерненное масла, олеиновая кислота или ее смеси.